

Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Какой инструмент пригодится для сварочных работ

Для электросварки в первую очередь пригодится сварочный аппарат. На сегодня имеется два типа таких устройств:
- Аппараты, изготовленные на базе понижающего трансформатора, в котором регулирование тока сварки происходит методом трансформации магнитного зазора, положения реостата либо другими регуляторами. Он уже морально устарел и фактически не употребляется, поскольку он имеет большой вес, и его транспортировка возможно затруднительной.
- Инверторы, работающие на высоких частотах. В них применен меньший трансформатор, за счет чего аппарат стал более легким и транспортабельным. Регулировать режим сварки в нем возможно с высокой точностью. Но в эксплуатации они менее надежны и требуют от сварщика соответствующей квалификации.

Не считая сварочного аппарата пригодится следующий вспомогательный инвентарь:
- В обязательном порядке необходимо иметь маску со особым светофильтром, дабы возможно было видеть место сварки, а глаза и лицо были защищены от попадания искр и расплавленного металла. Помимо этого, пригодится спецодежда, которая всецело защищает части тела и толстые перчатки, изготовленные из замши, дабы зажим с электродом надежно держался в руке.
- Щетка по металлу для зачистки места перед сваркой и для удаления окалины.
- Электроды, подходящие по чертям для конкретных условий.
- Молоток для сбивания окалины.
Сварка труб отопления
Сварка стальных труб.
Чтобы в доме всегда было тепло и система отопления могла работать многие десятки лет, применяется технология сваривания отопительных трубопроводов.
Чтобы шов получился качественным и система получила высокую прочность, требуется соблюдать определенные правила, которые необходимы при электросварке.
Прежде чем начинать сварочные работы, каждая деталь должна быть тщательно очищена от грязи. Не должно быть следов песка, не допускается наличие мусора.
В случае деформации концов деталей их нужно выправить. Если это невозможно, их отрезают.
Кромки, когда применяется дуговая сварка, должны быть зачищены. Причем зачистка выполняется как внутри, так и снаружи краев свариваемых деталей. Ширина зачистки должна быть более 10 мм.
Сварочная операция выполняется непрерывно (по всей окружности детали). Количество слоев зависит от толщины:
- 2 слоя – 6 мм;
- 3 слоя – до 12 мм;
- 4 слоя – более 12 мм.
https://youtube.com/watch?v=4worQcY2yeA
Прежде чем накладывать очередной слой, требуется обязательная очистка от образовавшегося шлака. А вот для чугунных деталей можно применять следующие типы:
- дуговую;
- газовую;
- термитную.
Используется также метод заливки расплавленным чугуном.
В зависимости от состояния свариваемой детали применяется несколько видов сварки чугунных изделий:
- холодный;
- полугорячий;
- горячий.









В зависимости от предъявляемых требований к сварочному соединению делается выбор. При этом учитывается будущая механическая обработка шва. Играют роль плотность сварочного шва, нагрузки, которые будут испытывать свариваемые детали.
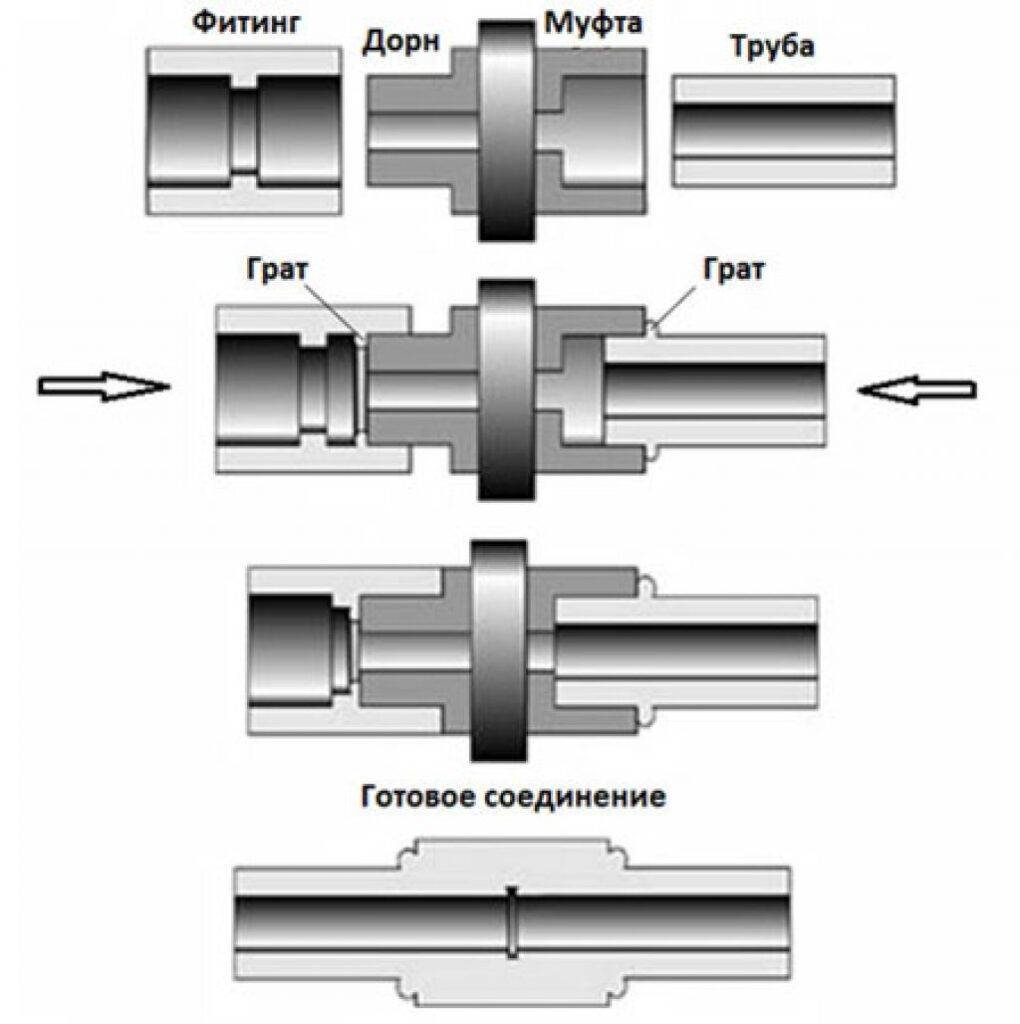
Технология сварки по методу контактной сварки для водопроводных труб
Контактная сварка — это один из методов сварки водопроводных труб, который обеспечивает надежное и прочное соединение. Этот метод широко используется для сварки труб разных диаметров и материалов, таких как полиэтилен, полипропилен и сталь.
Процесс контактной сварки включает в себя следующие основные шаги:
- Подготовка поверхностей соединяемых труб — перед сваркой необходимо очистить и обезжирить концы труб, чтобы обеспечить хорошую адгезию между ними.
- Сборка сварочной головки — специальная сварочная головка с прессующими и нагревающими элементами устанавливается на место соединения труб.
- Прогрев труб — сварочная головка нагревает концы труб до определенной температуры, которая зависит от материала трубы и используемых сварочных параметров.
- Прессование труб — после достижения заданной температуры, сварочная головка прессует концы труб друг к другу на определенное время для создания сварочного шва.
- Охлаждение сварного соединения — после прессования трубы охлаждаются, что обеспечивает закрепление и укрепление сварного соединения.
- Проверка качества сварного соединения — окончательная проверка сварного соединения проводится с помощью визуального осмотра и испытаний на утечку, чтобы убедиться в его надежности.
Преимущества контактной сварки включают:
- Простоту и высокую эффективность процесса сварки.
- Прочное и прочное сварное соединение, которое обладает хорошей стойкостью к внешним воздействиям и давлению воды.
- Минимальная необходимость в использовании дополнительных материалов, таких как сварочные электроды или сварочная проволока.
- Возможность сварки труб разных материалов и диаметров.
В целом, сварка по методу контактной сварки является одним из наиболее распространенных и надежных методов сварки для водопроводных труб. Однако перед применением данной технологии необходимо учитывать особенности работы с конкретными материалами и диаметрами труб, а также соблюдать все рекомендации и требования производителей оборудования.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Как изготавливаются изделия?
Технологии:
- Применение защитного газа.
Такая технология сварки труб подразумевает несколько типов сварочного процесса:
Таблица разновидностей электродов.
- с применением инертных газов;
- использование активного газа;
- комбинированная подача.
Для работы применяется несколько видов электродов:
- плавящиеся;
- неплавящиеся.
- Сварка профильной трубы.
Эти изделия изготавливаются в основном из углеродистых сталей. Довольно редко можно встретить трубы из нержавеющих материалов. Их соединение происходит по известной технологии:
- электродуговой;
- газовой;
- контактной.
Когда выполняется контактная трубы сварка, поддерживается непрерывное оплавление в автоматическом режиме согласно установленной программе. Диаметр изделия, равный 1450 мм, заваривается за 4 минуты. Полная заварка одного стыка, когда выполняется строительство трубопровода, требует 15 минут.
- Дугоконтактная сварка.
Схема дуговой сварки.
Такая автоматическая сварка отличается методом плавления кромок. При таком способе деталь нагревается дугой, которая вращается с большой скоростью в магнитном поле, непосредственно по торцам свариваемых изделий. Данный способ применяется для строительства трубопроводов небольшого диаметра.









- Орбитальная сварка труб.
Основой технологического процесса считается дуговая сварка, если применяется неплавящийся электрод. Процесс происходит под защитой инертного газа. В основном для этого используют аргон.
Известны смеси газов, дающие возможность повысить скорость сварочного процесса. В результате глубина проникновения становится намного больше, получается отличный сварочный шов. Самыми распространенными являются следующие смеси:
- аргон и водород;
- аргон и гелий.
Пропорции подачи могут быть разными. При выборе газа руководствуются видом материала, а также экономичностью и областью использования детали.
Эта система состоит из двух компонентов:
- источник тока;
- сварочная головка;
- электрод.
Проведение сварки в присутствии воды
Одним из возможных вариантов проведения сварки водопроводной трубы с использованием электросварки в присутствии воды является метод мокрой сварки. Этот метод позволяет осуществлять сварку труб даже при наличии воды внутри или вокруг трубопровода.
Процесс мокрой сварки осуществляется в специальных условиях, с помощью специального оборудования. Для его проведения необходимо использовать сварочный аппарат с плавающим зазором, который обеспечивает электросварку на влажном или частично подключенном месте. Такая система сварки позволяет минимизировать вероятность возникновения протечек и обеспечивает надежное соединение труб.
Процесс мокрой сварки может применяться при ремонте существующих трубопроводов или при строительстве новых
Важно учесть, что данный метод требует определенных знаний и навыков, поэтому рекомендуется проводить его под руководством опытного специалиста
При проведении мокрой сварки необходимо соблюдать следующие этапы:
Подготовка оборудования и материалов. Трубы должны быть достаточно чистыми и обезжиреными. Также необходимо обеспечить прокладку уплотнительных кольцевых манжет или прокладок в зоне сварки, чтобы предотвратить протечку воды.
Подготовка электросварочного оборудования. Настройка сварочного аппарата должна соответствовать требованиям процесса мокрой сварки
Важно также проверить качество сварочной электроды и электрододержателя.
Соединение труб. Расположите трубы на сварочном столе или в определенном положении, готовьтесь к их сварке
Для этого с помощью зажима закрепите трубы и выполните их выравнивание.
Проведение сварки. Включите сварочный аппарат, проведите сварку в соответствии с требованиями и рекомендациями производителя
Обратите внимание на время сварки, режим нагрева и охлаждения.
Проверка сварного соединения. После завершения сварки, дайте сварке остыть, затем проведите визуальный осмотр сварного соединения
Убедитесь, что сварное соединение качественное и надежное.
Проведение сварки в присутствии воды является сложным процессом и требует определенных знаний и умений. Поэтому рекомендуется обратиться к опытным специалистам, которые смогут качественно выполнить работу и обеспечить надежное соединение трубопроводов.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно
Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении
Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.









Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала
Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода
Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Как профессионалы решают проблему заварки трубы с водой в системе отопления?
Проблема заварки трубы с водой в системе отопления может быть сложной и требовать специальных навыков и инструментов. Поэтому в таких ситуациях лучше обратиться к профессионалам, которые смогут эффективно решить данную проблему.
При решении проблемы заварки трубы с водой в системе отопления профессионалы обычно следуют следующей последовательности шагов:
| Шаг 1: | Выключить и слив воду из системы отопления. Перед началом работ необходимо полностью выключить систему отопления и осуществить слив воды из труб и радиаторов, чтобы избежать возможных повреждений и обеспечить безопасность работников. |
| Шаг 2: | Проверить и подготовить поверхность для заварки. Профессионалы осмотрят трубу и область заварки, чтобы убедиться, что поверхность чистая и готова для проведения работ. Если на поверхности есть ржавчина или иные загрязнения, они будут очищены с помощью специальных инструментов. |
| Шаг 3: | Произвести заварку. Для заварки трубы с водой в системе отопления обычно используются методы электросварки или другие специальные методы. Профессионалы обладают навыками и опытом в работе с этими методами и смогут качественно и безопасно заварить трубу. |
| Шаг 4: | Проверить качество выполненной работы. После заварки трубы профессионалы проведут проверку качества выполненной работы, чтобы убедиться, что заварка была сделана правильно и не возникнет новых проблем. При необходимости будут приняты дополнительные меры, чтобы устранить возможные дефекты. |
| Шаг 5: | Заполнить систему водой и проверить работоспособность. После завершения всех работ профессионалы заполнят систему водой и проверят ее работоспособность. Если все выполнено правильно, система отопления снова будет работать нормально. |
Важно отметить, что заварка трубы с водой в системе отопления — сложная и опасная задача, требующая специализированных навыков и инструментов. Поэтому рекомендуется обратиться к профессионалам, которые могут гарантировать качество и безопасность проведенных работ
Этапы электросварки водопроводной трубы
Электросварка водопроводной трубы – это процесс склейки трубных соединений с использованием специального оборудования и электродов. Это надежный и эффективный метод, который обеспечивает герметичность соединения и устойчивость к давлению.
Вот основные этапы процесса электросварки водопроводной трубы:
- Подготовка оборудования: перед началом сварки необходимо проверить состояние сварочного аппарата, электродов и других инструментов. Также следует убедиться, что все соединения труб прочные и герметичные.
- Очистка поверхности: перед сваркой необходимо очистить поверхность трубы от грязи, ржавчины и других загрязнений. Это необходимо для обеспечения правильного сопряжения и надежности соединения.
- Разметка соединения: необходимо провести разметку на трубе, указав местоположение будущего сварного шва. Это поможет сварщику контролировать процесс и обеспечить правильное положение труб при сварке.
- Подготовка электродов: электроды должны быть готовы к использованию. Для этого их следует проверить на целостность и корректность подключения.
- Сварка: при помощи сварочного аппарата и электродов происходит непосредственная сварка труб. Следует следить за правильным положением труб и поддерживать необходимую температуру сварсочного шва.
- Охлаждение и проверка герметичности: после завершения сварки необходимо охладить сварной шов и проверить герметичность соединения. В случае обнаружения неплотности или дефектов необходимо принять меры для их исправления.
Эти этапы представляют основу процесса электросварки водопроводной трубы. Вся процедура требует точности, профессионализма и соблюдения правил техники безопасности.





