

Как осуществляется разъемное соединение
Фланцевое раструбное соединение – это самый популярный тип крепления полиэтиленовых труб в домашних условиях без сварки. Его удобно выполнять на водопроводах с диаметром от 50 мм. На меньших диаметрах нужно работать фитингами либо специальными зажимами или хомутами. Также фланцы применяются для установки соединения медных, металлических или чугунных трубопроводов с полиэтиленовыми.
 Фото: фланец для полиэтиленовых труб
Фото: фланец для полиэтиленовых труб
Фланец – это деталь с резьбой, которая используется для соединения труб различного типа. В основном металлические фланцы используют для газовых коммуникаций, металлических водопроводов, а также для соединения водопроводных систем из разного материала. При этом для установки полиэтиленовых труб с металлическими применяется особенный тип фланца, у которого на одной стороне резьба, а на второй – уплотнитель. Это позволяет обеспечить максимально прочное и герметичное соединение.
Как своими руками сделать резьбовое соединение ПЭ труб:
- Подготовьте трубопровод. Для этого обрежьте пластиковую трубу под прямым углом, то же самое нужно сделать и с металлической;
- Если на месте, которое нужно соединить с полиэтиленовой трубой, у металлической нет резьбы – нужно е сделать. Эта работа производится при помощи специальных резьбонарезных насадок;
- Далее, необходимо закрепить фланец на резьбу трубы, не перетягивайте, чтобы не сорвать самонарезное соединение. При этом желательно перед началом работы резьбу обработать герметиками или мастиками во избежание протеканий. Иногда разрешается защищать резьбовое соединение шнуром, обработанным смолой;
- Теперь в свободный конец фланца вставляется пластиковая труба, также обработанная специальными веществами.
Фланцами очень удобно работать в домашних условиях, но только если у Вас не слишком большие диаметры труб, иначе для установки соединений понадобятся специальные приспособления. Главным их преимуществом является то, что они подходят для напорных пластиковых труб. При этом фитинги бывают очень разные: компрессионные, электросварные из легированной стали, отлитые из поливинилхлорида.
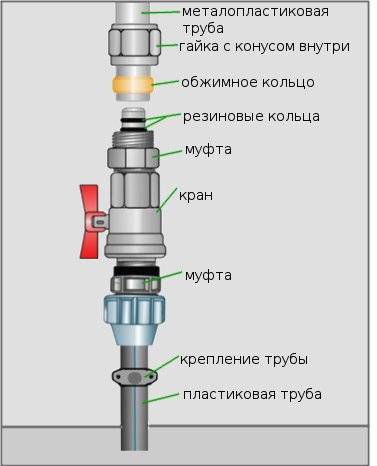 Фото: соединение трубы
Фото: соединение трубы
Для соединения безнапорных полиэтиленовых и полипропиленовых труб диаметром до 50 мм, пользуются фитингами. Технология следующая:
- Перед началом работы сделайте проект, чтобы рассчитать количество фитингов. Также нужно определить нужный диаметр этих соединительных приспособлений и их материал;
- Позаботьтесь о покупке инструментов для работы. Вам понадобится фасонный ключ, специальные зажимы, герметики;
- Отключите водоснабжение. Трубы должны быть сухими;
- Нанесите на поверхность водопроводных коммуникаций герметики, которые являются защитой от протечек;
- После вставьте фитинги в места разъединения труб. Желательно подрезать каждую коммуникацию для создания прямого угла в конструкции;
- Это соединение пластиковых труб не требует никаких знаний резьбонарезных инструментов или опыта работы. Все, что нужно – это нарезать трубу нужных размеров и соединять при помощи фасонных элементов.
- После окончания работы воду сразу же включать нельзя, нужно чтобы герметик высох и укрепился. В среднем период его застывания варьируется между 3 – 8 часами.
Крепление хомутом используется только для безнапорных полиэтиленовых труб, иначе канализация прорвет. Подобное соединение используется для крепления асбестоцементных труб при помощи безнапорных бетонных колец.
 Фото: фитинг для полиэтиленовых труб
Фото: фитинг для полиэтиленовых труб
Характеристики полиэтиленовых труб
Основные характеристики данного материала можно считать его главными достоинствами:
- Трубы способны сохранять свою целостность при температурах в диапазоне от -60 ℃ до 90 ℃. Наиболее приемлемый температурный режим для нормальной работы от 0 ℃ до 40 ℃.
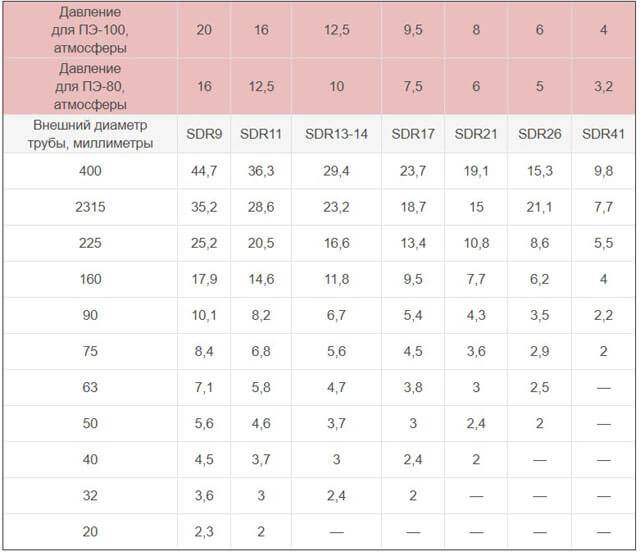
- Производство предлагает большой ассортимент сечений труб из полиэтилена – от 10 мм до 1600 мм. Тонкие трубы с диаметром до 160 мм поступают в точки продажи свернутыми в катушки или бухты. Длина трубы в такой бухте достигает 500 м. Если же диаметры ПНД больше 160 мм, то для продажи их нарезают на куски мерной длины согласно ГОСТу.
- Полиэтиленовые напорные трубы способны эффективно работать при постоянном давлении до 20 атмосфер.
- Полиэтиленовые трубы устойчивы к агрессивной среде – кислотам, щелочам, спиртосодержащим веществам.
- Коррозия в таких трубопроводах не возникает.
- Благодаря абсолютно гладкой внутренней поверхности любые жидкости свободно подаются по трубам, не встречая препятствий.
В целом черные трубы для водопровода данного класса характеризуются длительным сроком службы – 50 лет и более, что достигается благодаря их устойчивости к агрессивному внешнему воздействию.
Тем не менее, при производстве ПНД труб каждый сорт и вид обязательно тестируется на соответствие заявленным характеристикам: устойчивости к перепадам и высоким температурам, прочности на разрыв, росту рабочего давления.
3 Назначение технологии стыковой сварки
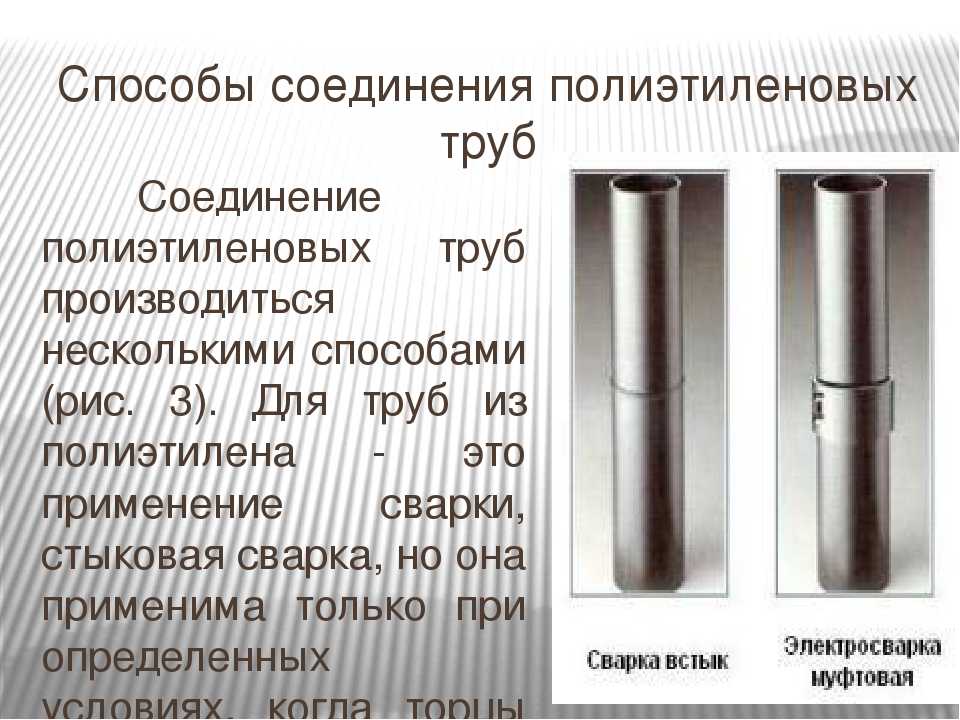
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это
экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью,
безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой
и технической воды, газа и технических сред.





Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения
товаров, условий сотрудничества.
Технология монтажа полиэтиленовых труб
Прокладка полиэтиленовых труб начинается с подсчета количества необходимых материалов. Оно зависит от протяженности трубопровода, наличия углов и перепадов трассы. Подготовка общие правила монтажа ПЭ выглядят следующим образом:
- Отключите подачу воды. Опираясь на проект, подготовьте материалы.
- Если Ваш дом имеет автономную сеть отопления, монтаж производите по направлению от отопительного котла.
- Подготовленные отрезки труб спаивайте между собой в трубопровод паяльной лампой, с его же помощью соединяйте ПЭ-трубы с фитингами и металлическими трубами. Если вы производите паяльные работы своими руками впервые, тщательно ознакомьтесь с инструкцией к инструменту, посмотрите советы и видео-рекомендации в интернете.
Монтаж труб с использованием сварочного оборудования
Соединение трубы бытового трубопровода с ПЭ фитингом методом сварки
Соединение полиэтиленовых труб можно проводить и методом сварки. Последовательность монтажа такова:
- Нарежьте необходимое количество отрезков труб. Под углом 45 с торца трубы снимите фаску.
- Обработанный конец трубы разместите на насадке паяльной лампы нужного диаметра. Одновременно с этим на другую насадку оденьте соединительный фитинг.
- Осуществите кратковременный нагрев обеих деталей, снимите с паяльника и соедините.
Следите, чтобы нагревание фитинга и трубы происходило синхронно, а выбранная температура была равна 270 С – это важный момент монтажа.
- Обеспечьте получившемуся соединению естественное остывание, без каких-либо посторонних воздействий, иначе качество шва значительно снижается.
- Действуя таким образом, последовательно соедините все трубы с фитингами и радиаторами. На выходе, у котла, сварочные работы заканчиваются.
- Возобновите подачу воды в систему, включите обогревательный котел. Оцените качество всех стыков – не сочится ли из них вода. Если вы не обнаружили протечек, можете выставлять на котле рабочее давление и спускать из радиаторов воздух.
Фитинги для полиэтиленовых труб: их особенности и правила установки

Компрессионные фитинги для соединения полиэтиленовых труб
Укладка полиэтиленовых труб, а также ремонт уже функционирующих трубопроводов осуществляется с применением различных соединительных фитингов. Соединение труб из полиэтилена происходит одним из следующих способов:
- сваркой;
- склейкой;
- с помощью механического резьбового соединения.
Исходя из перечисленных методов монтажа, все фитинги можно классифицировать в зависимости от способа их установки:
- электросварные фитинги;
- компрессионные;
- литые ПВХ-фитинги без электроспирали (спиготы);
- редукционные.
О том, как соединить полиэтиленовые трубы, используя те или иные соединительные детали, расскажем поподробнее:
- Электросварные фасонные изделия, предназначенные для монтажа труб из ПЭ, снабжаются закладными нагревательными элементами из проволоки. Если данную проволоку нагреть электричеством, полиэтилен постепенно оплавится и в результате образует однородное надежное соединение в месте стыка труб. Современные сварочные аппараты позволяют установить корректное время и электронапряжение сварки, что повышает качество соединений.
С помощью муфты с закладным нагревательным элементом можно легко соединить полиэтиленовые трубы с различным внутренним диаметром, что невозможно при стыковой сварке этих же труб
- Фитинги для ПЭ-труб компрессионные изготавливаются с похожим принципом, что и такие же фитинги для медных и металлопластиковых труб. Основным отличием является лишь используемый сырьевой материал. Компрессионные соединители просты в монтаже и не потребуют от вас подготовки и применения специфического инструмента.
- Литые фитинги-спиготы понадобятся, если вы соединяете полиэтиленовые трубы методом стыковой сварки. В данном случае торцы свариваемых труб нужно нагревать до тех пор, пока они не обретут вязкость и умеренную текучесть. Затем торцы элементов трубопровода совместить под давлением. После остывания сварной шов имеет однородную с самими трубами структуру.
- Если же вы монтируете трубопровод, в котором трубы имеют разный диаметр, без редукционных (резьбовых) фитингов не обойтись, ведь они оснащаются резьбой. Они применяются и при соединении труб с радиаторами, водораспределительными устройствами, счетчиками и другим оборудованием.
Зная, какой вид фитингов и когда применить, а также учитывая наши инструкции, вы легко можете провести монтаж полиэтиленовых труб своими руками. При этом владение особыми навыками или какие-то критические усилия вовсе не потребуются.
Монтаж водопровода из полиэтиленовых труб с помощью муфт с закладными элементами
Сварка с применением электромуфт часто применяется для полиэтиленовых труб, поступающих в бухтах. Такой тип соединения является более дорогостоящим, чем стыковая сварка, но он незаменим при необходимости проведения работ в стесненных условиях, где невозможно расположить громоздкую аппаратуру.
Сварка ПЭ труб с применением электромуфт осуществляется в несколько этапов:
- концы труб предварительно подготавливают – очищают от загрязнений и снимают поверхностный слой в месте сварки;
- при подключении электрического тока закладные элементы расплавляют окружающий их материал муфты;
- расплавленный полиэтилен электромуфты нагревает материал трубы;
- горячий полиэтилен расширяется и, находясь в ограниченном муфтой пространстве, получает необходимое для сварки давление;
- питающая апаратура отключается.
Электромуфтовая сварка наиболее эффективна для длинных отрезков ПЭ труб диаметром 25-110 мм, при работах в стесненных условиях, для врезок в действующие трубопроводы.
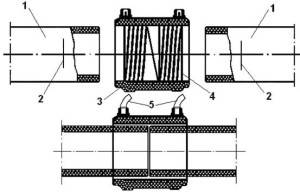 Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Сварку с помощью муфт с закладными деталями, как правило, применяют на прямолинейных участках, но существуют и фасонные соединительные детали – седловые отводы, тройники и другие.
При сварке труб значительных диаметров выполняется предварительный подогрев. Сначала сваривают первый отрезок трубы с электромуфтой, а затем – второй. Каждая сторона электромуфты оснащена отдельным подключением спирали к питающей сети.
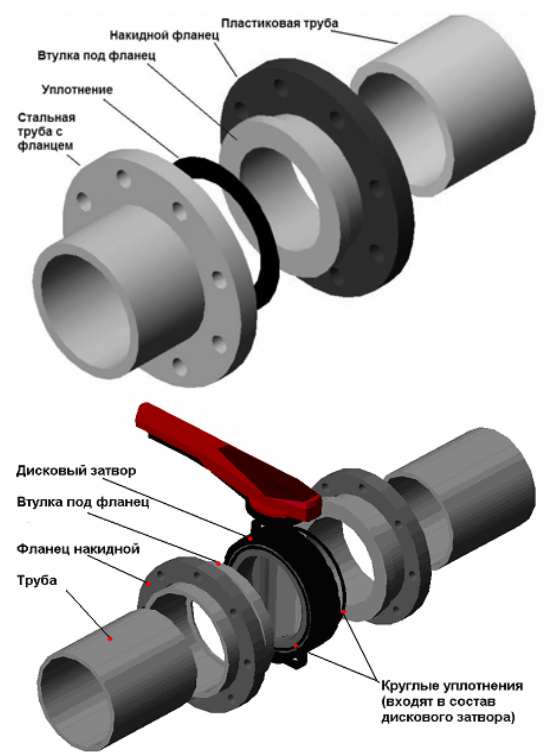
Соединение труб без сварки
Наиболее широко применяемый вид разъемных соединений – фланцевый. К концам труб приваривают втулки, которые соединяют накидными металлическими фланцами.
Для труб небольших диаметров (до 50 мм) в случаях, когда сварка встык или фланцевые соединения экономически невыгодны или практически неосуществимы, используют компрессионные фитинги, иначе их называют обжимными.
 Компрессионные фитинги
Компрессионные фитинги
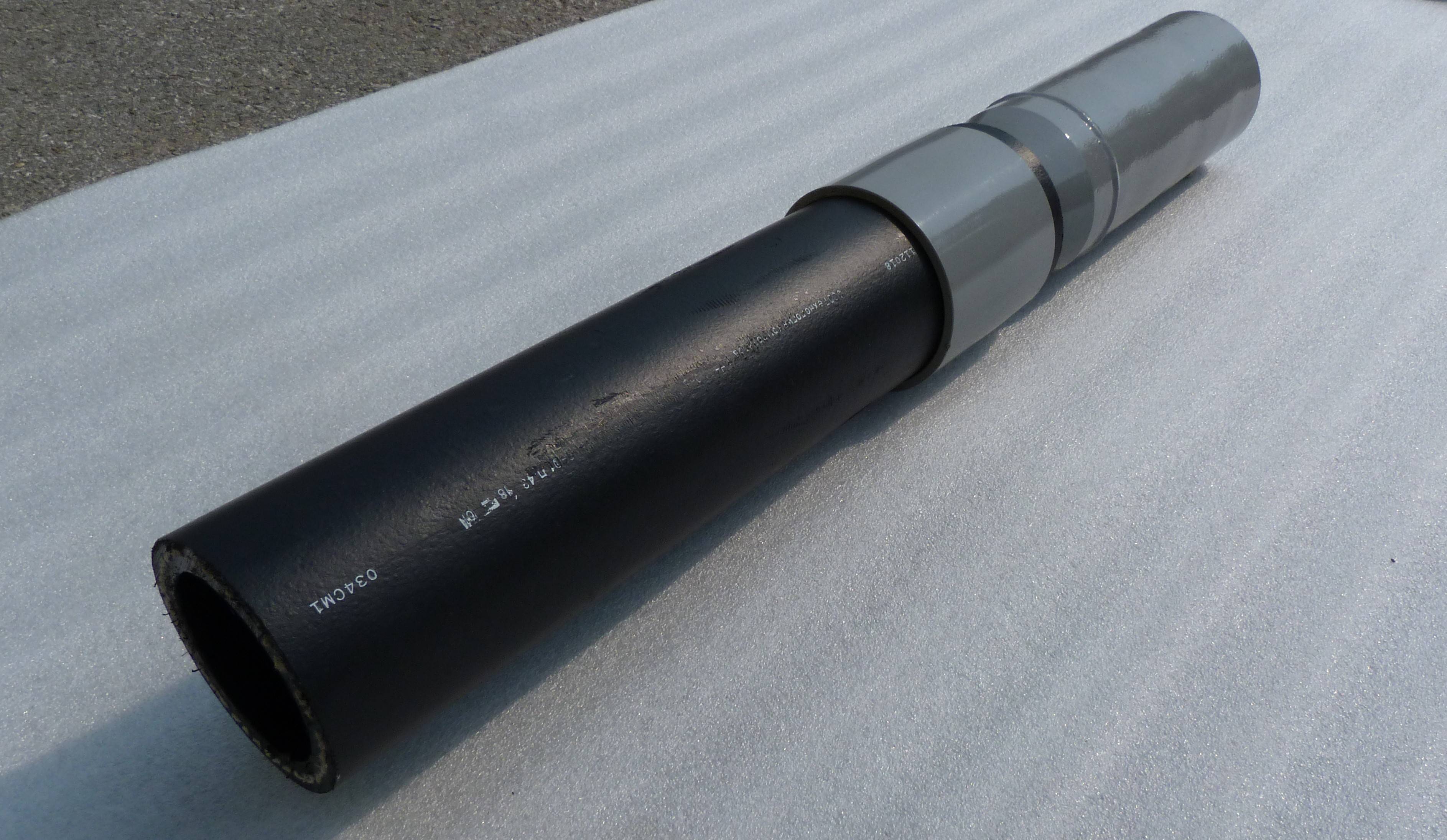
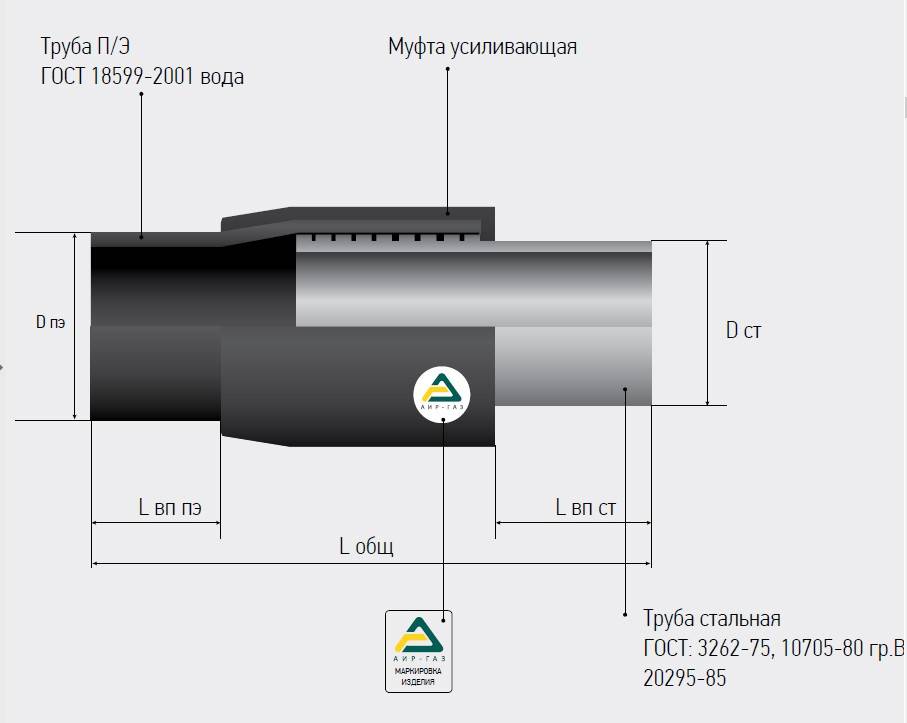
Компрессионные фитинги применяют для соединения не только полиэтиленовых труб, но и труб ПЭ с другими материалами. При замене участка стального трубопровода полиэтиленовую трубу с металлической можно успешно соединить обжимной муфтой.
Срок службы трубы из полиэтилена во многом определяется качеством стыков.
Цанговые обжимные соединения могут выдержать давление до 25 атм. Стойкость к механическим воздействиям в них обеспечена врезанием в трубу зубьев разрезной втулки из пластмассовых материалов, а герметичность – наличием резинового кольца, которое эффективно работает даже при перегибах трубы.
Конструктивно, фитинг имеет пять элементов:
- корпус,
- уплотнительное кольцо,
- зажимное кольцо,
- запрессовывающую втулку,
- крышку-гайку.
Фитинги выпускают полностью подготовленными к установке. Монтаж и герметизацию осуществляют обжимным и уплотнительным резиновым кольцами без использования сварочного оборудования. Зажимное кольцо дает возможность соединению противостоять значительным односторонним осевым нагрузкам и рывкам, предотвращает самопроизвольное нарушение стыка при гидроударах и вибрациях.
Благодаря простой и удобной конструкции, обжимные фитинги можно быстро смонтировать, несколько раз собрать и разобрать без потери эксплуатационных качеств соединений.
https://youtube.com/watch?v=c2QhvEbmqbc
При решении вопроса, как соединить полиэтиленовые трубы, необходимо учитывать все аспекты данного вопроса: функциональное назначение трубопровода, его диаметр, удобство проведения работ и целесообразность применения дорогостоящих способов.
Крепежные элементы
Чтобы трубопровод работал надежно, его следует закрепить. Это можно сделать двумя способами:
- с помощью крепежных крюков – свободное крепление;
- с помощью специальных хомутов – жесткое крепление.
Правила установки крепежа:
- каждый стык должен быть зафиксирован;
- на прямых участках крепеж устанавливают через расстояние, равное 10 диаметрам трубы;
- жесткий крепеж осуществляют хомутами с резиновой прокладкой;
- свободный – либо на крюках (можно самодельных), либо в хомутах, но без резиновой прокладки.
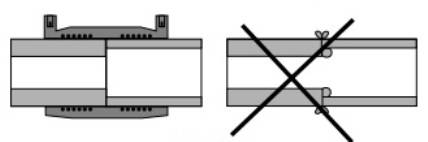
Возможные ошибки при монтаже
Ошибки могут возникнуть при нарушении правил соединения:
- несоблюдение расстояния между крепежными элементами;
- неправильное время нагрева, излишнее усилие при сварном соединении;
- жесткий крепеж, без учета линейного расширения материалов.
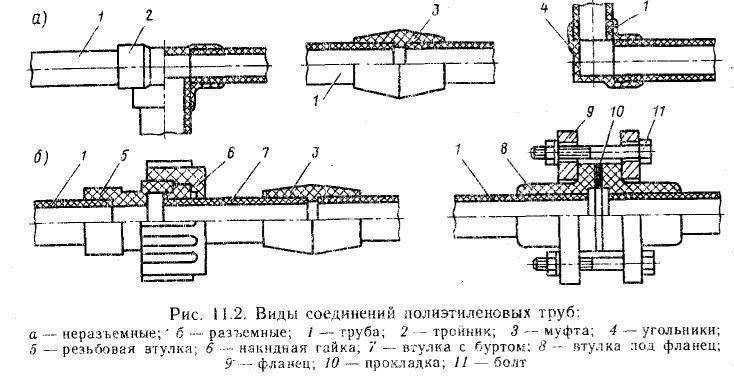
Соединение труб ПНД фитингами
Сегодня существует несколько способов соединения полиэтиленовых труб без сварки. Но наибольшее распространение получил фланцевый. Однако применение такого метода для труб небольшого диаметра (до 50 миллиметров) экономически невыгодно. В этом случае эксперты рекомендуют отдавать предпочтение соединению труб ПНД компрессионными фитингами. Состоят такие детали из 5 элементов:





- корпуса, оснащённого ограничителем для введения труб;
- фиксирующей гайки с внутренней резьбой;
- обжимного кольца. Оно предотвращает изменение диаметра труб;
- уплотнительной резиновой прокладки;
- втулки. Она предназначена для фиксации резиновой прокладки.
Для реализации компрессионного соединения полиэтиленовых труб используются следующие виды фитингов:
- тройник;
- крестовина;
- муфта;
- седловой отвод;
- заглушка;
- отвод.
С помощью таких соединений для полиэтиленовых труб допускается создание комбинированных магистралей.

Компрессионные фитинги — самый простой способ соединения труб без сварки
Например, обжимные муфты нашли широкое применение при замене сегментов стальных трубопроводов на полимерные. Срок службы ПНД труб во многом зависит от качества стыков.
Для соединения полиэтиленовых труб фитингами обладать специальными знаниями сантехника или сварщика не обязательно. Работы необходимо выполнять по следующей схеме:
- разметьте место среза;
- разрежьте трубопровод под прямым углом;
- выровняйте свободные концы труб, добившись идеально круглого сечения;
- насадите трубопровод в корпус фитинга до максимума, ориентируясь по отметке;
- на завершающем этапе закрутите накидную гайку без чрезмерных усилий.
При выборе способа соединения трубы ПНД необходимо учитывать следующие факторы: наиболее надёжными и долговечными является сварная технология. Но компрессионные фитинги более просты в обслуживании.
Отличительные характеристики
Жесткие и гибкие фитинги, в основном, отличаются способностью к возможности перемещения получаемого соединения. Жёсткие препятствуют смещению, а гибкие, наоборот, обеспечивают помимо продольного смещения (на 3-5 мм), ещё и возможность изгибания конструкции трубопровода на некоторый угол, там, где имеется стык двух звеньев.
Несмотря на большую функциональность последних, в трубопроводах их ставят реже.
Разъемные соединения позволяют избежать проблем с ремонтом трубопровода и оборудования, входящего в него. Например, разъемный стык в точке соединения позволяет быстро демонтировать оборудование, если оно вышло из строя.
Характеристики
Гофрированную трубу армируют при помощи стальной проволоки, она делает ее более прочной.

Внутренняя оболочка двустенных изделий может быть гладкой из ПВД и гофрированной из ПНД. Благодаря этой конструкции, труба обладает высокой кольцевой жесткостью и способна выдержать большую нагрузку.
Двустенная ПНД труба имеет гладкую внутреннюю поверхность, что значительно облегчает монтажные работы для кабеля.
Каждое изделие обладает своими особенностями и имеет свой диаметр.

К примеру, труба ПНД 63 имеет большую стойкость к воздействию бактерий, чем остальные.
Труба другого типа — Труба ПНД 110 мм— морозостойкая, не требующая дополнительных утеплительных мероприятий.
Труба ПНД 160 монтируется с помощью полиэтиленовых фингов.
Трубы ПНД 32 в основном соединяют с использованием сварки. Нужно учитывать, что труба ПНД 50 или другая по размеру должна быть одной марки.

Отдельные участки гидромагистрали могут сочленяться 2 способами:
- разъемный;
- неразъемный.
Неразъемный способ соединения чаще применяют, если планируется подача воды в нее под давлением.
Фрагменты трубопровода крепятся механической или электрогидравлической сваркой.

При монтаже самотечной системы создаются разъемные трубопроводы. Например, в канализации, куда вода не поступает под давлением. Также разборный способ используется при сборке устройств с малым сечением.
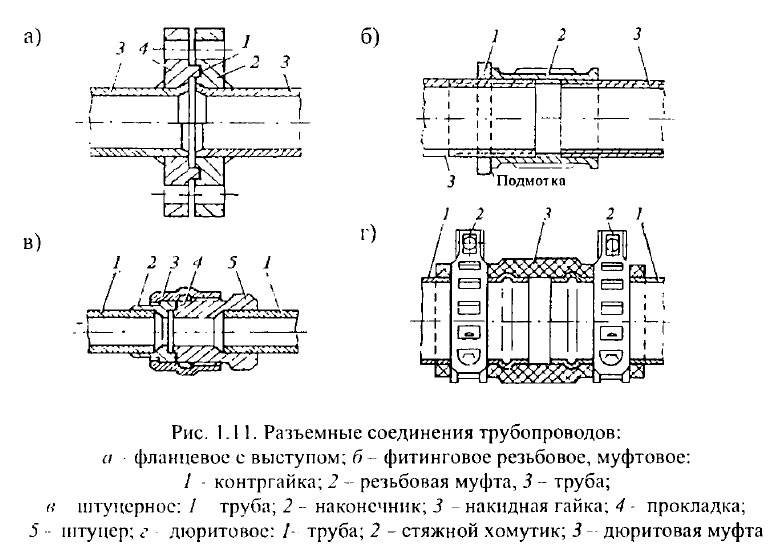
Разъемное соединение труб бывает фланцевое, муфтовое, цанговое обжимное, имеется в виду используя фитинги.
Также монтирование соединительных запчастей производят в предполагаемом месте ремонтных работ, где подключаются дополнительные элементы или наблюдается смена конфигурации.
Разновидности элементов
Фитинги, используемые для сборки элементов в единую сеть, бывают разных видов. Для их изготовления используют полипропилен, а также они могут быть латунными.
В связи с применением они делятся на категории:
- Компрессионные фитинги используются для соединения труб ПНД одинаковых диаметров;
- Собирание трубопровода из труб с различным сечением;
- При создании разветвления, соответствующего общей схеме водопровода;
- При стыковке труб ПНД с различной арматурой;
- При выполнении магистральных поворотов;
- При установке заглушки.
Чаще применение этих соединительных элементов используется в разборных конструкциях, но имеются разновидности, которые применяются для создания цельной сети — электросварочные или сварные фитинги.
Виды фитингов
По особенности конструкции фитинги бывают нескольких видов:
- Соединительная муфта для ПНД труб. Они подразделяются на равнопроходную (для участков с одинаковым сечением), фланцевую( с толстыми водопротоками), и компенсационную (соединение магистралей разных по диаметру).
- Отводы. Применяются при формировании поворотов.
- Переходники. Используются при присоединении арматуры различных видов или участка трубы другого по материалу.
- Тройник и крестовина. Применяют при создании разветвлений.
- Заглушка. Применяется для перекрывания воды или газа, поступающих в систему.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.







Способы соединения
Трубы из полиэтилена низкого давления можно соединять разъемным и неразъемным способами. Ниже мы расскажем о каждом из этих методов.
Разъемные соединения
Такой тип соединений применяется на диаметрах до 315 мм включительно, но желательно применять на диаметрах не более 110 мм. Он так же надежен, как и неразъемные способы.
Его достоинства:
- быстрота и легкость монтажа;
- экономичность — не требуется специальное оборудование; муфты и другие фитинги не слишком дороги;
- доступность – можно использовать в стесненных условиях, под водой, например.
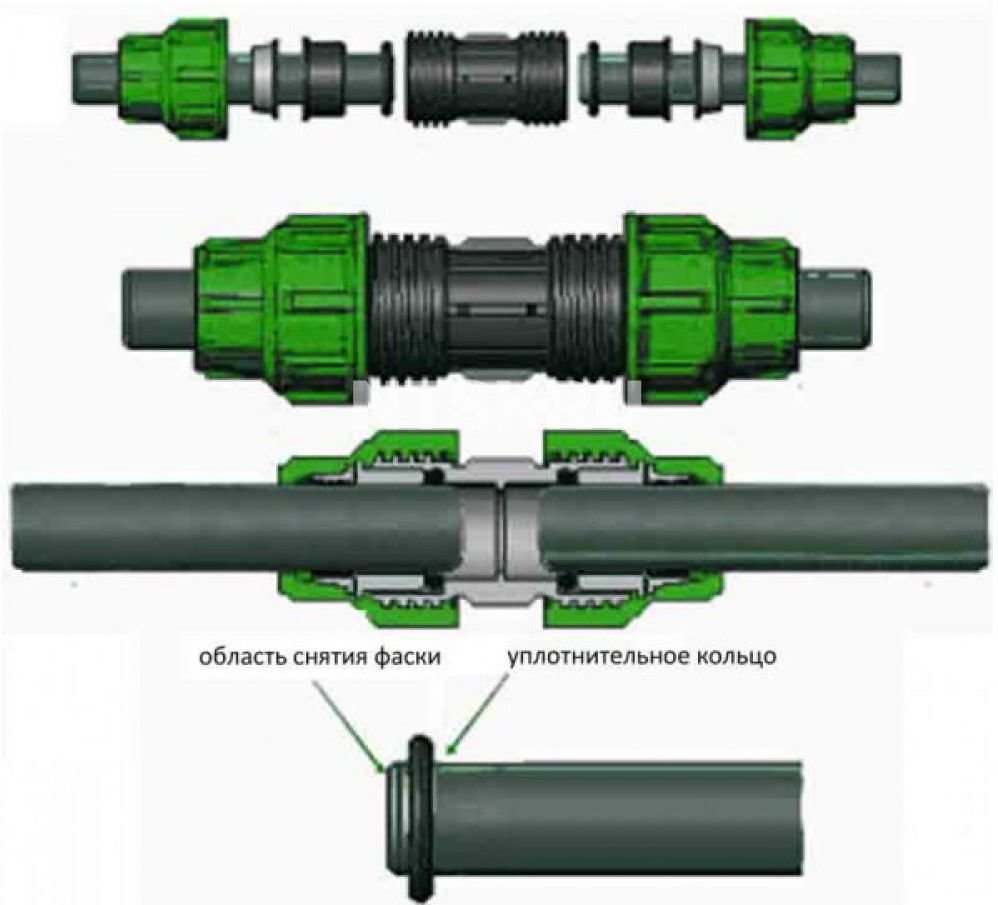
Соединители (фитинги, муфты) монтируются в следующем порядке:
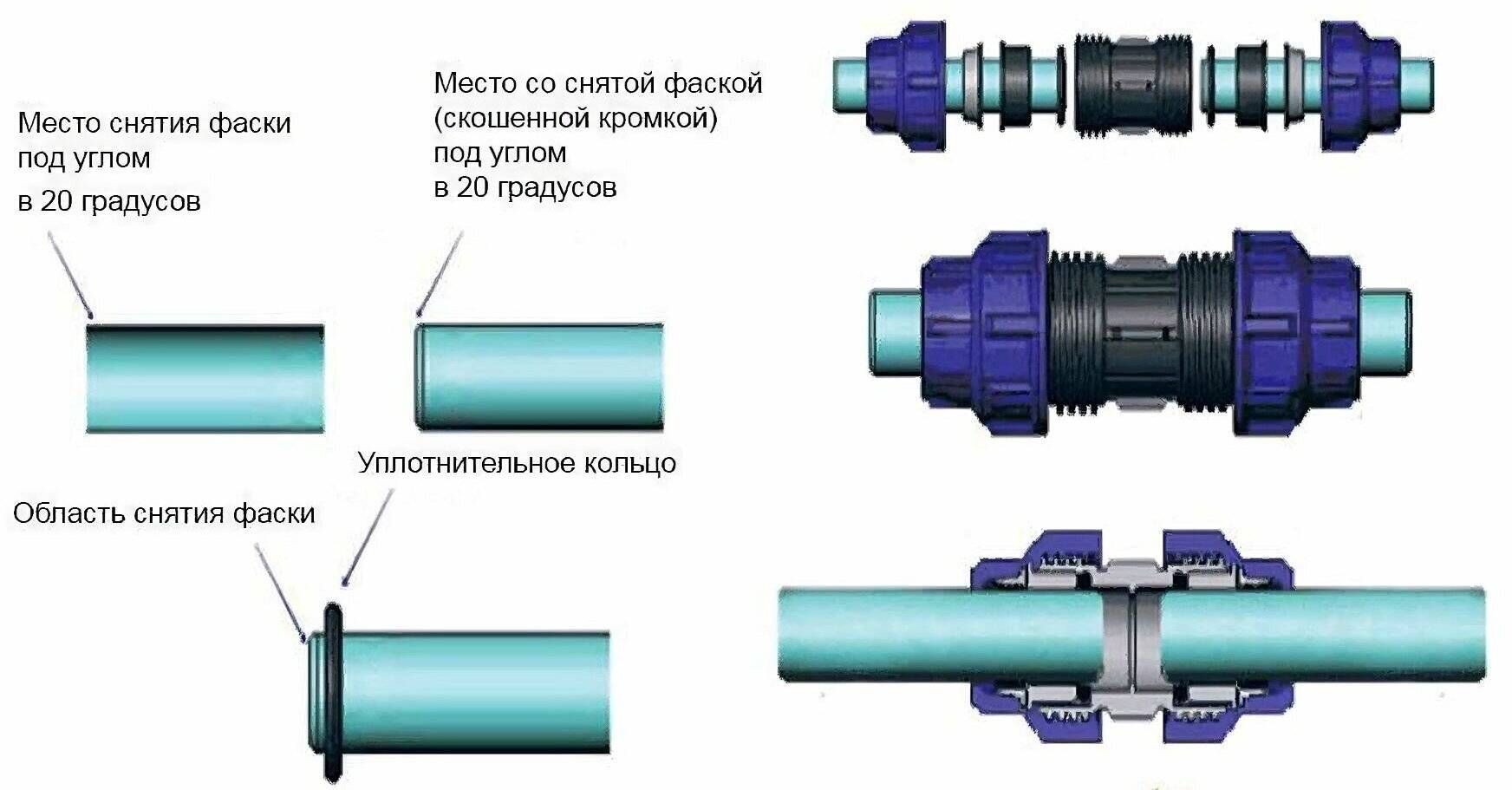
- торцы тщательно обрезаются перпендикулярно длине трубы; зачищаются от заусенцев;
- на торцах снимается фаска (с помощью специального приспособления или острым ножом);
- на торцы насаживается соединительный элемент (он входит в переходник достаточно туго);
- затем аккуратно затягивается гайка на фитинге.
Соединение муфтами
Это самый быстрый и не требующий особого оборудования способ сборки трубопроводов. Легко может быть применен в домашних условиях.
Полиэтиленовые муфты бывают нескольких видов:
- соединительные – соединяют трубы одного диаметра;
- редукционные – используют как переход для разных диаметров;
- компрессионные – предназначены для соединения труб ПЭ с различной запорной аппаратурой, стальными, пропиленовыми или ПВХ трубами.
Муфты бывают прямые и угловые. Виды муфт приведены в таблице.
Фитинговое соединение
Компрессионные фитинги – разновидность соединительных деталей для водопроводов.
Установка их аналогична установке муфт.
Фланцевое соединение
Применяется на магистральных трубопроводах большого диаметра (не менее 40 мм) для установки задвижек, вентилей, регуляторов ( для их последующего снятия для ремонта или замены).
Для закрепления фланцев на концы трубопровода привариваются специальные муфты, затем на них накручиваются фланцы.
Стыковая сварка
Такой сваркой желательно соединять заготовки с толщиной стенки не менее 5 мм.
Торцы зачищаются, снимается фаска, вставляется в специальный нагреватель, оплавляются, затем заготовки стыкуются, прижимаются и выдерживаются неподвижно до полного охлаждения.
Электромуфтовая сварка
Соединяемые две трубы вставляются в специальную муфту, внутри которой есть нагревательный элемент. Затем на него от специального аппарата подается напряжение, муфта и заготовки разогреваются и свариваются. Очень удобный способ сварки. И очень дорогой. На больших диаметрах стоимость муфты будет намного превышать стоимость трубопровода на Вашем участке.
При выполнении такого вида сварки следует особое внимание уделить предварительной зачистке торцов и неподвижности соединения до момента полного остывания
Заключение
Полиэтилен — достаточно гибкий материал, он поддается действию высоких температур и может без особого труда стать мягким уже при температуре 80 градусов по Цельсию. Данный момент обязательно нужно учитывать, в случае с соединением металлических или чугунных изделий, у которых температуры значительно выше.
Если вы только собираетесь приступить к работам, можно воспользоваться видео материалами, которые подробно расскажут об особенностях всех соединений.
Также, монтируя новые полиэтиленовые трубы к старым металлическим изделиям, следует фитинг прикрепить к полимеру. Дело в том, что его мягкость позволит правильно направить и присоединить элементы водопровода.
Также неразъемное соединение лучше всего использовать, в случае с водопроводными трубами, в которых существует постоянное давление.





