

Сколько стоит запустить производство керамической плитки в Екатеринбурге
Запуск, 2016 год — 700 000 Р
| Аренда помещения, 10 месяцев | 200 000 Р |
| Печь | 110 000 Р |
| Материалы | 110 000 Р |
| Коммунальные платежи, 10 месяцев | 70 000 Р |
| Страховой взнос за ИП, обслуживание счета в банке | 53 000 Р |
| Обжиг изделий в арендованной печи | 41 000 Р |
| Зарплата технолога | 32 000 Р |
| Продвижение в интернете, 2 месяца | 30 000 Р |
| Мебель | 27 000 Р |
| Печать полиграфии | 22 000 Р |
| Профессиональная фотосессия | 5000 Р |
Аренда помещения, 10 месяцев
200 000 Р
Материалы
110 000 Р
Печь
110 000 Р
Коммунальные платежи, 10 месяцев
70 000 Р
Страховой взнос за ИП, обслуживание счета в банке
53 000 Р
Обжиг изделий в арендованной печи
41 000 Р
Зарплата технолога
32 000 Р
Продвижение в интернете, 2 месяца
30 000 Р
Мебель
27 000 Р
Печать полиграфии
22 000 Р
Профессиональная фотосессия
5000 Р
Операционные расходы в месяц в 2018 году — 175 000 Р
| Материалы | 115 000 Р |
| Аренда помещения | 20 000 Р |
| Налоги | 18 000 Р |
| Продвижение в интернете | 15 000 Р |
| Коммунальные платежи | 7000 Р |
Материалы
115 000 Р
Аренда помещения
20 000 Р
Налоги
18 000 Р
Продвижение в интернете
15 000 Р
Коммунальные платежи
7000 Р
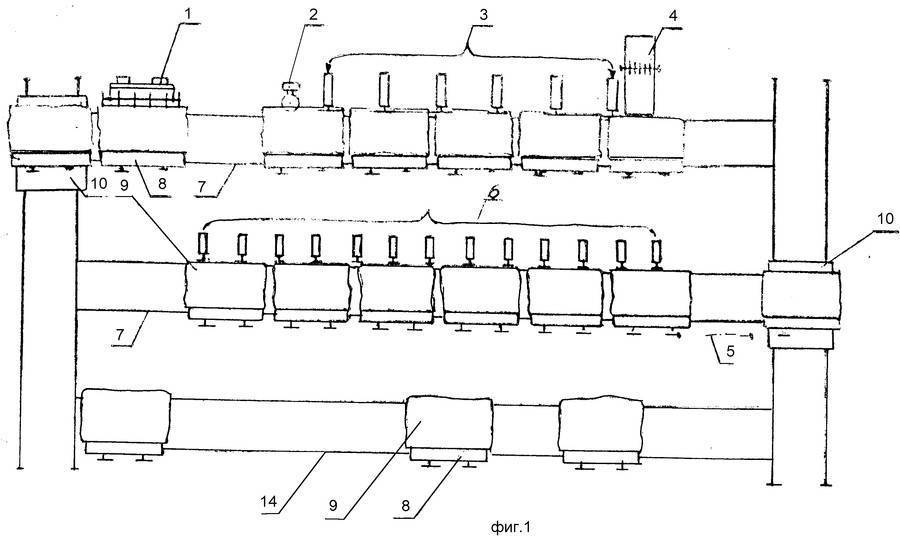
Обжиг
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига — закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура. Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 градусов по Цельсию. Если представить себе график, где по горизонтали отражается расстояние, пройденное изделием внутри печи, а по вертикали — температура на этой отметке, то получится нечто подобное следующему рисунку.
Наиболее важный элемент процесса обжига плитки — разработка и соблюдение температурной кривой
. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем
Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново. Поэтому очень важно для производителя плитки постоянный поставщик сырья
И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига — около 950°С, у однократного обжига — до 1180°С, у керамогранита — до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е. для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
Однократный обжиг (monocottura),
когда глазурь и основание обжигаются вместе — используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura)
используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом — обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов). Общий смысл поэтапного обжига — обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. Делается это различными способами в зависимости от ожидаемого эффекта — нанесением рисунка через сетки или трафареты красками, золотом, глазурью (иногда в виде порошка). После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка (Berillo, Prado и др.). Достаточно много декоров производится из гипса (основание), а потом раскрашиваются и глазуруются вручную. Такие декоры достаточно часто имеют геометрические отклонения от идеала по причине непредсказуемого поведения гипса при обжиге. О таких отклонениях следует сообщать клиентам при выборе именно таких декоров. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
После обжига плитки осуществляется визуальный контроль качества — деление на 1, 2, 3 сорта. Далее осуществляется компьютерный оптический контроль качества — снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.). Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
Виды керамической плитки
Керамическая плитка классифицируется по нескольким критериям:
- сырье: котто, керамогранит, клинкер, метлах;
- технология производства: количество обжига, глазурование поверхности;
- способ формовки: вручную, методом литья, прессования, экструзии;
- вид фактуры: пористость, наличие мозаики, вставки камня, эффект искусственного старения;
- назначение: для кухни и пола, ванной, бассейна, камина.
Можно производить плитку сразу нескольких видов. Продукцию следует делать более привлекательной для покупателей — наносить уникальные рисунки, использовать качественные шаблоны, пресс-формы.

Также необходимо выбрать размер изделий. Наиболее востребованные (в см): 20х20, 20х30, 20х40, 33х33, 40х40.
Подбор персонала и расчет заработной платы
Директором поначалу, как минимум, будете являться вы и зарплату сможете определить себе сами. Для примера возьмем 40 т. р., при хороших результатах работы ее всегда можно будет повысить.
Вам, безусловно, понадобится бухгалтер, если вы не решите отдать эту работу на аутсорсинг – специалисту, одновременно «ведущему» много малых предприятий.
Для поддерживания производства: замешивания смеси, заливки в формы, контроля работы оборудования, – достаточно будет 3-4 человек. Необходимы будут также 1-2 подсобных рабочих и офис-менеджер.
Найти весь персонал проще всего через сайты вакансий типа HeadHunter, Avito, Superjob и другие, также можно задействовать сайт коммерческой газеты типа «Моя Реклама» или «Из рук в руки», если у вас в регионе есть что-то подобное.
Отобрав несколько резюме, присланных вам на почту, вы сможете провести собеседования сами. Важный момент: прозванивайте телефоны, оставленные приглянувшимися вам соискателями в качестве контактов их рекомендателей с предыдущих мест работы – в таких разговорах может открыться новая и весьма полезная о них информация.
Рассмотрим калькуляцию зарплат сотрудников.
| Должность | Количество, чел. | Ставка, т. р. | Сумма, т.р. |
| Директор | 1 | 40 | 40 |
| Бухгалтер | 1 | 20 | 20 |
| Офис-менеджер | 1 | 25 | 25 |
| Рабочие | 3 | 35 | 75 |
| Подсобники | 2 | 20 | 40 |
| Итого | 200 |
Таким образом, на работу персонала ежемесячно будет уходить от 200 т. р. С учетом возможных премий возьмем за ориентир усредненную сумму в 230 т. р.
Технологии изготовления
Производство кафельной плитки мало отличается от изготовления керамической продукции. На протяжении многих лет оно остается неизменным.
Заводские методы
Кафельная плитка на заводах проходит следующие этапы:
- Подготовка смеси.
- Формирование изделий.
- Сушка в камерах.
- Глазурирование плиток.
- Обжиг в печи.
- Сортировка продукции.
Подготовка смеси и формирование изделий
На этапе подготовки происходит смешивание компонентов для получения необходимой однородности. В первую очередь глина измельчается, затем в нее добавляются различные добавки для получения нужного химического состава.
Перед этапом формирования глину обязательно смачивают. Насколько будет смачиваться сырье, и какие добавки будут в него входить, зависит от показателей готового изделия.
Под формовкой понимают прессование изделий. Для этого подготовленное сырье заливают в формы и прессуют под давление 400 кг/см 2 . В результате этого процесса получается достаточно прочный и очень плотный продукт.
Сушка и глазурирование плиток
На этапе сушки из изделий удаляется ненужная влага. Этот этап имеет особое значение. Дело в том, что влага в процессе обжига испарятся. Полученный пар сильно разрушает целостность плиточных изделий.
Глазурирование необходимо для придания плитки цвета или легкого оттенка. Нанесение глазури проводят перед этапом обжига. Высокая температура и последующее охлаждение превращают такое покрытие в специфическое стекло.
Такое покрытие выполняет защитные функции. В результате плитка не только получает эстетичный вид, но защищает изделие от негативных воздействий.
Обжиг и сортировка продукции
Еще один из очень серьезных этапов – обжиг. Высокие температуры печи приводят к необходимым химическим реакциям, в результате которых в плитке наступают физические изменения. В печи изделия двигаются по туннелю.







Температура печи отличается. Она колеблется в интервале от 900 до 1300 ºС
Очень важно на этом этапе постепенно уменьшение окружающей температуры. При неплавном переходе или при резкой ее смене, изделие может деформироваться
На этапе сортировка изделия подвергают проверке. Здесь оценивают толщину, габаритные размеры, наличие трещин и степень брака. Только после этого кафельную плитку упаковывают и отправляют на продажу.
В следующем видео представлено производство кафеля в заводских условиях:
Своими руками
Для самостоятельного изготовления кафельной плитки потребуется пройти следующие этапы:
- Подготовка сырьевой массы.
- Изготовление сырца.
- Проведение бисквитного обжига.
- Последующее декорирование.
Подготовка сырьевой массы и изготовление сырца
На первом подготовительном этапе очень важно правильно подобрать тип глины. Здесь обязательно нужно учитывать ее пластичность
Пластичное сырье позволяет сформировать абсолютно любую форму.
Анализ рынка
Как это принято в современном бизнесе, перед тем, как что-то предпринимать, разумно будет «прощупать почву». Ваше производство в итоге должно быть рассчитано на потребителей, иначе есть риск продать произведенное в убыток или без прибыли, что никак не может являться целью, ведь даже меценатство проще организовать прямой передачей денег или вещей.
Потребителями будут торговые посредники, в идеале – сети торговых точек.
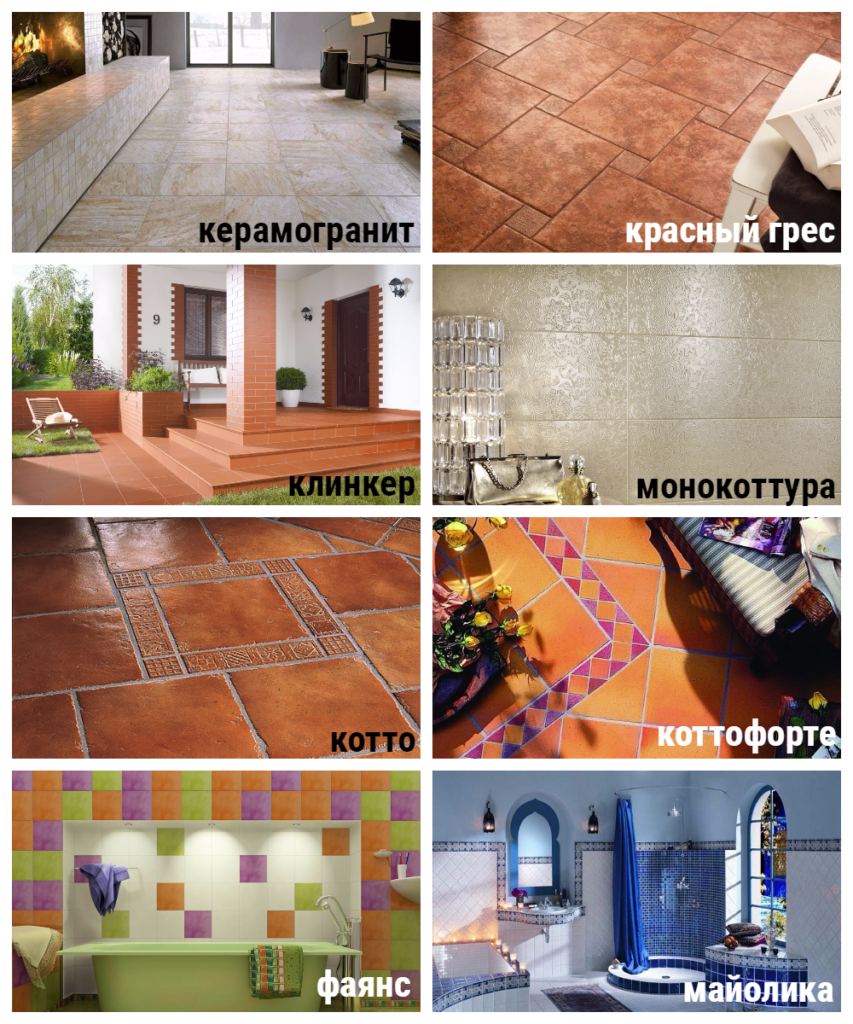
И плитка бывает разной. Существует около 8 ее видов, для различных поверхностей, с глазурью – покрывающим ее слоем цветного стекла – или без.
| Название | Виды глины | Глазурь | Назначение |
| Керамогранит (он же грес порчелланато) | несколько сортов светлой | обычно нет | полы внутри и снаружи зданий, фасады, подоконники, столешницы |
| Красный грес (он же керамогранит на красной основе) | красная | нет | полы снаружи и внутри зданий |
| Клинкер | несколько видов | иногда есть | внутренние и наружные полы, фасады, бортики вокруг бассейна |
| Монокоттура | красная и белая | есть | внутренние стены и полы, морозостойкие виды – для наружных полов |
| Котто | красная | обычно есть | внутренние, реже наружные полы и фасады зданий |
| Коттофорте | несколько сортов | цветная | внутренние полы |
| Фаянс | белая | цветная или прозрачная | внутренние стены и пол, помещение должно быть сухим |
| Майолика | красная | цветная | стены сухих помещений |
Показательней будет иллюстрация того, как это выглядит на практике.
Планируя открытие производственной линии, охватить эти 8 видов сразу можно, но понятно, что капиталовложений потребуется намного больше, так как технологии будут отличаться. Поэтому, если вы не готовы организовывать сразу завод на 8 линий со всем оснащением, то этап первый: логичнее будет выбрать поначалу два-три-пять, в зависимости от амбиций, самых популярных вида плитки. Для этого имеет смысл пообщаться с сотрудниками торговых точек, реализующих плитку конкурентов, на предмет того, что максимально пользуется спросом.
Этап второй: узнать у посредников, по каким ценам они закупают выбранные вами виды, объяснив такой интерес планами организовать более выгодный вариант за счет производства плитки «ближе к дому». Ведь очевидно, что выходить на рынок поставщиков, особенно в современных околокризисных условиях, лучше с более-менее демократичными ценами и хорошим качеством товара.
Проанализировав емкость рынка и цены, можно приступить к детальному продумыванию самого процесса.
Особенности производства
Керамическая плитка – едва ли не самый древний материал, использующийся в строительной сфере. До сих пор археологи раскапывают целые города, период существования которых относится к различным эпохам, как во всех жилых континентах, где подобие керомоплитки было неотъемлемой частью жилища. В чем ее особенность?
Керамическая плитка обладает множеством положительных качеств:
- «со стойкостью» переносит механические повреждения различного рода,
- не плавится и не деформируется даже во время воздействия высоких температур,
- имеет долгий срок службы.
- предлагает богатый выбор фасонов, форм и расцветок,
- позволяет облицовывать практически любые поверхности как внутри, так и снаружи здания (фасад, пол, ванная, туалет, кухня, прихожая, гостиная, спальня).
Всем описанным свойствам керамоплитка обязана строгим соблюдением технологии производства, поэтому завод по изготовлению керамической плитки стоит открывать, только если есть желание придерживаться высоких стандартов качества. В противном случае предприятие «погорит», не успев и открыться.
Виды керамической плитки
Для наибольшей отдачи и, соответственно, прибыли, даже самое маленькое предприятие должно выпускать сразу несколько видов керамической плитки. Тогда потребитель сможет выбрать наиболее понравившийся образец и точно останется с вами.
Керамическая плитка бывает следующих видов:
- котто,
- клинкер,
- плитка однообжиговая,
- плитка двухобжиговая,
- керамогранит.
От выбора вида стройматериала будет зависеть множество дальнейших действий: сама линия производства, методы изготовления, выбор оборудования и инвентаря, рецептура и сырье.
В зависимости от области использования плитку подразделяют на:
- мозаичную,
- напольную,
- настенную,
- отделочную (для внутренних работ),
- облицовочную (для наружных работ).
Самым востребованным на данный момент является производство кафельной плитки для пола и стен.
 Нанесение фотопринта при помощи специальной камеры для напыления.
Нанесение фотопринта при помощи специальной камеры для напыления.
Преимущества и недостатки бизнеса
Безусловно, будущему производителю плитки будет интересно узнать, какие существуют преимущества и недостатки бизнеса у завода по изготовлению керамической плитки.
Здесь и дальше мы будем вести разговор о небольшом предприятии, мини-цехе, потому как не зная заранее эту «кухню», лучше всего начинать дело с малого, а потом, постепенно расширять ассортимент.
Среди преимуществ мини-цеха по производству керамической плитки можно перечислить:
- доступная ценовая политика на товар привлекает большое количество покупателей, которые готовы брать продукцию во множественном числе;
- большой ассортимент позволяет клиенту найти подходящий для него образец именно у вас;
- возможность общения с потребителем, частным лицом, которого найти проще, чем оптовика;
- возможность оснащения небольшого предприятия недорогостоящим оборудованием и инвентарем;
- низкая стоимость сырья и материалов;
- практически полностью автоматизированный процесс изготовления.
К сожалению, риски у такого бизнеса тоже имеются:
- зависимость сбыта от сезона: как правило, люди предпочитают делать ремонт в весенний и летний периоды, поэтому зимой и осенью реализовать всю выпускаемую в полном объеме продукцию вряд ли получится;
- быстро меняющаяся мода: на протяжении одного месяца покупает принт «дикий огурец», а в следующем месяце покупателю интересна тенденция изделий с матовым покрытие и в пастельных тонах;
- необходимость разработки собственной рецептуры;
- необходимость разработки уникальных коллекций.
Оценив как следует все плюсы и минусы, нужно принять твердое решение – надо ли вам действительно вкладывать свои средства в подобную компанию или же стоит поискать вариант более подходящий.
Технология
Рассматривая такое изделие, как керамическая плитка, технология производства которой приводится ниже.
Нужно вспомнить — алгоритм работы всех предприятий, производящих строительные изделия примерно одинаков:
- Сортировка и хранение исходного сырья
- Смешивание ингредиентов в первичную массу
- Формовка
- Механические, тепловые и другие физические воздействия на исходный материал
- Контроль качества и складирование.
Технология производства керамической плитки — это ряд мероприятий, последовательно приводящих, к созданию готового продукта.
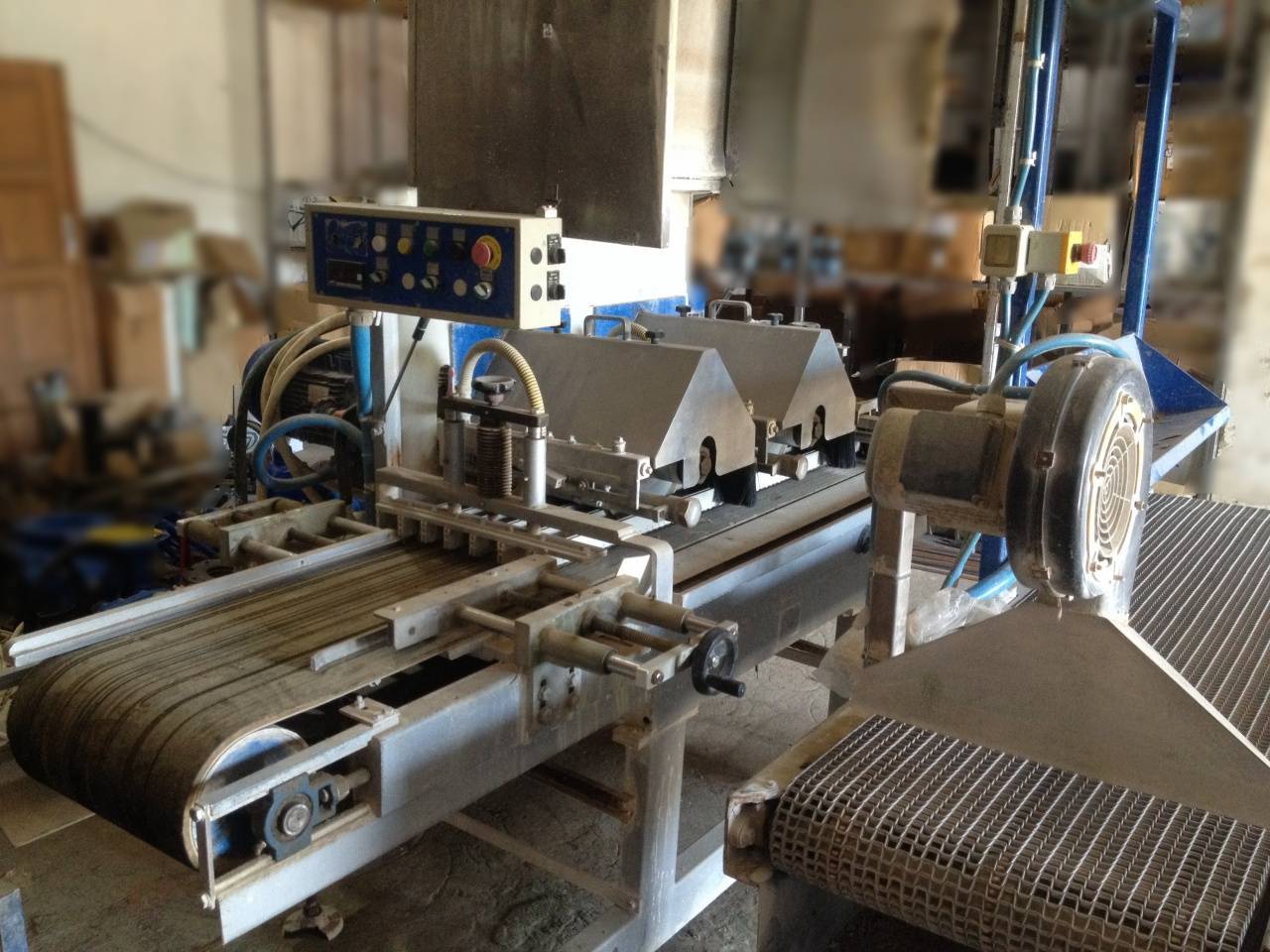
 На открытых участках видно только разъезжающую плитку от формовки до упаковки
На открытых участках видно только разъезжающую плитку от формовки до упаковки
Один из секретов получения качественной плитки состоит в тщательном предварительном отборе и соблюдении пропорций в смешивании главных компонентов: глины, песка, полевого шпата. Все составляющие должны быть чистыми, без примесей. Карьерная глина непригодна для производства, ее нужно сначала подготовить к дальнейшему использованию. Сырье для производства керамической плитки подвергается измельчению в дробильно-размольных машинах, методом магнитной сепарации удаляются окислы железа.






 В этих печах плитка получает свою твердость
В этих печах плитка получает свою твердость
Дробление и перемешивание преследуют главную цель – создание максимально однородной массы. В зависимости от способа формования в нее может добавляться вода.
 На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
Формирование геометрических размеров будущих изделий происходит одним из трех способов:
- Экструдером. Механизм вытягивает тестообразную массу в широкую ленту установленной толщины, здесь же она нарезается на фрагменты.
- Прессом. Гидравлическое устройство со специальным штампом сдавливает приготовленную смесь с двух сторон усилием равным 300–500 кг/см2.
- Литьем. Разбавленная до полужидкого состояния масса заливается в заранее приготовленные формы.
Следует отметить, что два первых способа получили большее распространение.
Если сразу после формовки сырую плитку подвергнуть обжигу, то содержащаяся в ней лишняя вода разорвет материал. Для того чтобы подготовить полуфабрикат к дальнейшим операциям, его подвергают предварительной сушке. После ее проведения содержание влаги в глине должно составлять 0.1–0.3%. Время, отведенное для подсушивания в скоростных сушилках, зависит от плотности и толщины заготовок. Так, производство керамических плиток для полов предусматривает сушку полуфабриката в течение 30–60 минут.
 А так выглядит перевозка роботом плитки для окончательной упаковки
А так выглядит перевозка роботом плитки для окончательной упаковки
Основная термическая обработка материала производится в специальных печах. Технология изготовления керамической плитки предусматривает два варианта обжига. Керамический гранит, основная масса напольной и настенной декоративной плитки делаются в технике однократного обжига. По этой методике на полуфабрикат вначале наносится глазурь, а затем он отправляется в печь, где при температуре в 900–14000C происходит спекание минеральных компонентов, получается монолитная прочная структура. Производство кафеля двойного обжига подразумевает сначала обжиг глиняного черепка, затем нанесение на него глазури и потом повторный обжиг с более низкой температурой, достаточной для расплавления глазури, но не влияющей на структуру основы.
 Марка производителя технологический линии красуется на самом видном месте.
Марка производителя технологический линии красуется на самом видном месте.
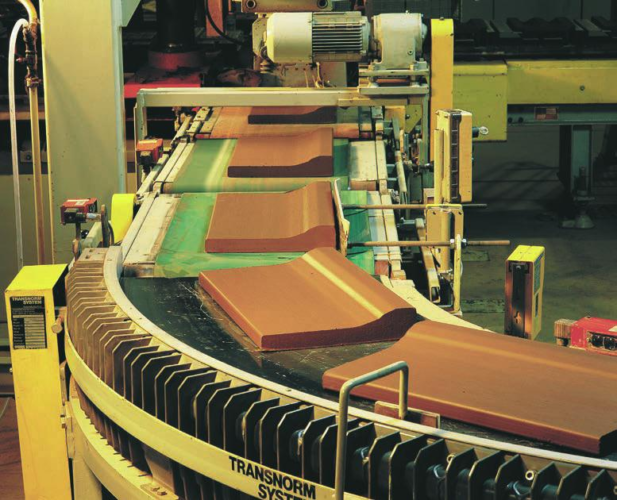
 Если плитка на линии движется, значит процесс её подготовки еще не закончен Производство напольной керамической плитки имеет свои особенности. Они заключаются в создании дополнительных условий, способствующих полному спеканию массы. С этой целью в шихту добавляются плавни (пегматиты, натриевые и кальциевые шпаты). Результат – улучшение прочности на изгиб и повышенное сопротивление абразивному воздействию. Для того чтобы ускорить процесс обжига используются присадки (тальк, магнезит и доломит).Остывшая готовая плитка проходит контроль качества и сортировку по сериям.
Если плитка на линии движется, значит процесс её подготовки еще не закончен Производство напольной керамической плитки имеет свои особенности. Они заключаются в создании дополнительных условий, способствующих полному спеканию массы. С этой целью в шихту добавляются плавни (пегматиты, натриевые и кальциевые шпаты). Результат – улучшение прочности на изгиб и повышенное сопротивление абразивному воздействию. Для того чтобы ускорить процесс обжига используются присадки (тальк, магнезит и доломит).Остывшая готовая плитка проходит контроль качества и сортировку по сериям.
 Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
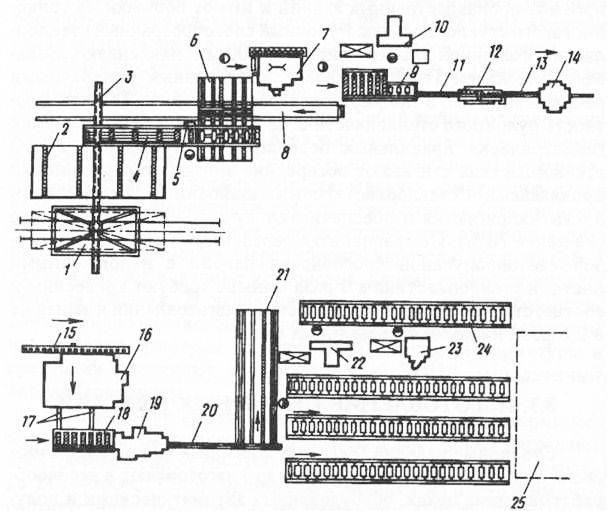
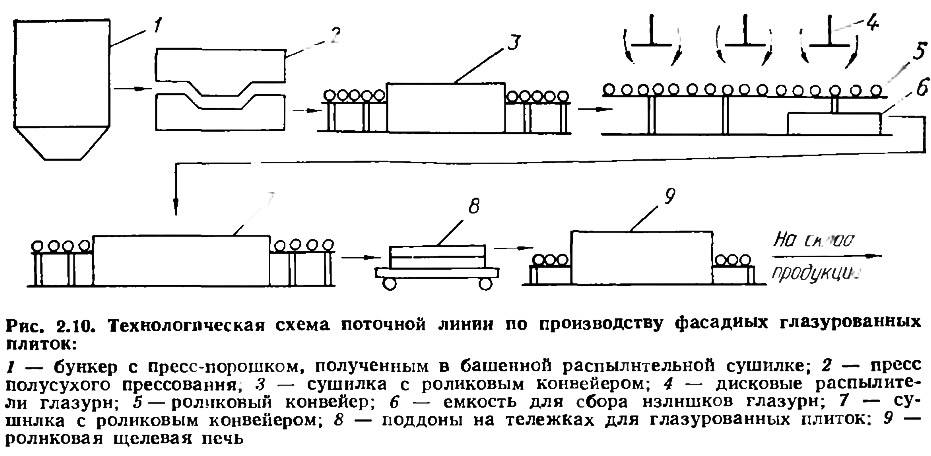
Технологическая схема производства керамической плитки
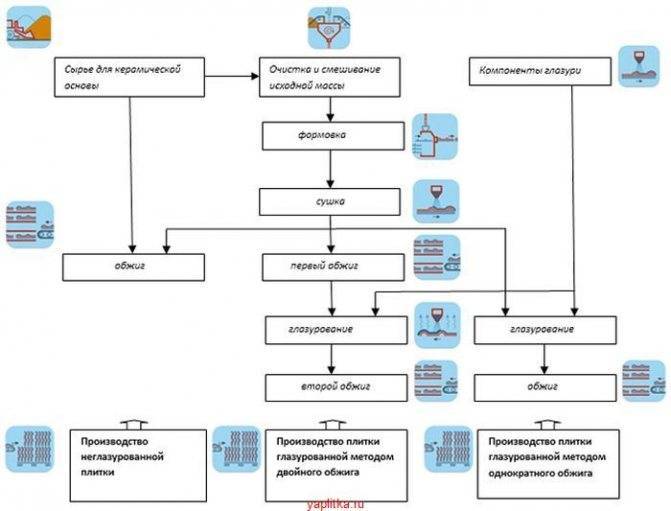 Перед вами наглядная схема производства керамической плитки разного вида Представленное на видео производство керамической плитки наглядно иллюстрирует весь процесс.
Перед вами наглядная схема производства керамической плитки разного вида Представленное на видео производство керамической плитки наглядно иллюстрирует весь процесс.
Оборудование для производства керамической плитки
В зависимости от цели предприятия
Предприятиям, которые только начинают изготовление керамической плитки необходимо соответствующие оборудование:
- Бетономешалка или емкости, изготовленные из нержавеющей стали, оснащенные перемешивающим устройством;
- Вибростанок;
- Формы для керамической плитки;
- Промышленная печь для сушки изделий и обжига;
- Камера для напыления глазури, рисунков.
Если цель предприятия — изготавливать уникальные товары, тогда может потребоваться дополнительное производственное оснащение:
- Усовершенствованная напылительная камера;
- Набор трафаретов, позволяющих наносить уникальный и оригинальный рисунок на плитку.

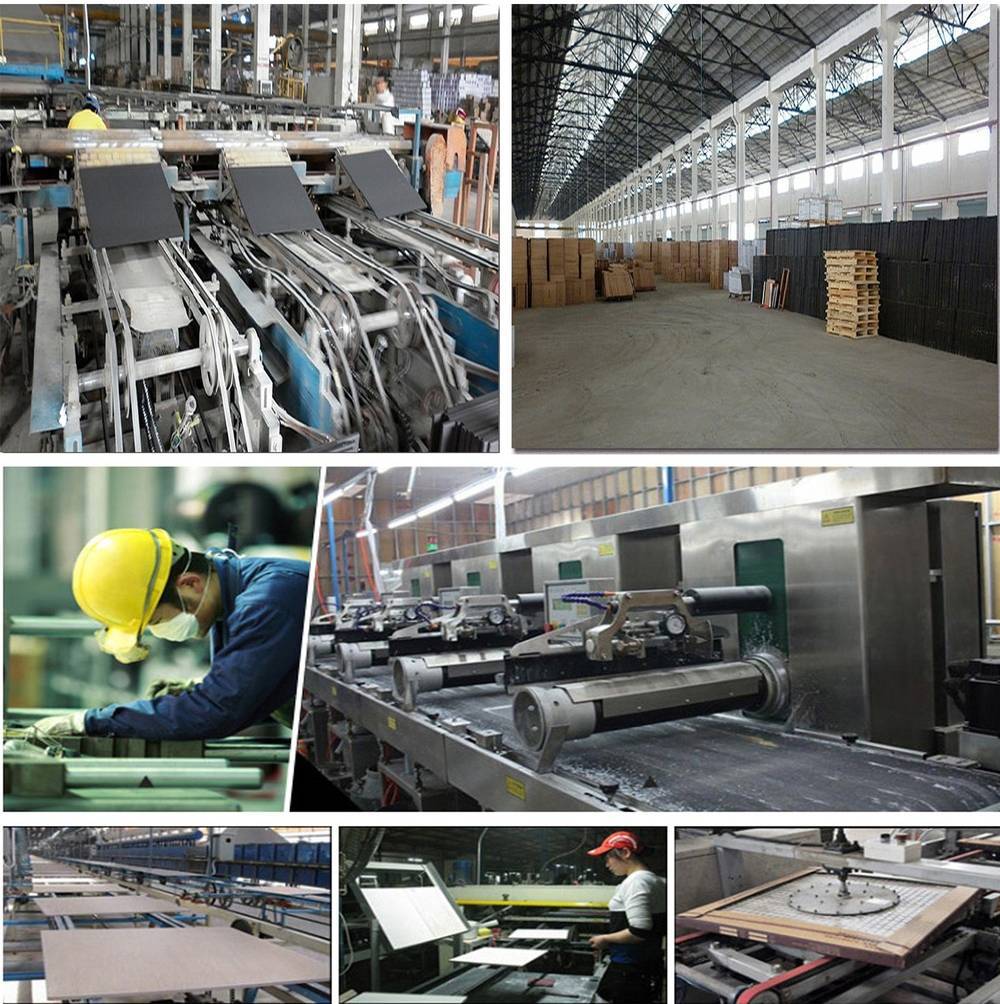
Линия по производству керамической плитки
На крупных заводах, лидирующих по объемам продаж керамической плитки, установлены автоматизированные линии. Как правило, на отечественных предприятиях устанавливается импортное оборудование Испанского и Итальянского производства. Линии SACMI, установленные на заводах, позволяют изготавливать облицовочные плитки однократного и двукратного обжига (рис. 4). Сделать продукцию конкурентоспособной можно, оснастив дизайн-бюро оборудованием для лазерного обжига силиконовых барабанов компании «Assoprint», изготовленного в Италии.

Обжиг материала

Камера для обжига керамической плитки
После завершения глазуровки плитку нужно обжечь. Это позволяет ей приобрести достаточную прочность и пористость. Процесс обжига может происходить одно или двухступенчато. Все зависит от выбранной технологии и требований к плитке. Обычно сырец подвергается обработке при температуре 1000-1300 градусов. Многие домашние производства работают при 850-900 градусов, чего очень часто полностью достаточно.
Однократный обжиг в основном применяется для плитки, которая сформирована мокрым способом. Для этого используется печи, оснащенные фрезерными роликами. Они обеспечивают температуру до 1150 градусов. В таких печах сырец находится около часа.
Двукратному обжигу подвергают образцы, которые сформированы сухим способом. Они подвергаются действию более низких температур. После первичной обработки плитка отправляется на повторный обжиг с глазуровкой. Два этих процесса происходят в одной и той же печи туннельного типа. Она представляет собой камеру, где заготовки медленно перемещаются на конвейере по огнеупорным лентам. В таких печах обжиг занимает 2-3 дня. Обычно он происходит при температуре 1300 градусов.
После такой обработки плитка остывает, сортируется и пакуется. В результате получают материал, который полностью готов к дальнейшему применению. Также в условиях производства обычно проверяют свойства образцов на их соответствие общепринятым нормам.
Упаковка керамической плитки
Сушка изделия и покрытие глазурью
На следующей стадии выполняется сушка изделий, с помощью которой из плитки удаляется излишняя влага. Без этой стадии не обойтись, поскольку без удаления излишков влаги на этапе обжига будет происходить интенсивное парообразование. Образующийся избыток пара станет причиной нарушения целостности плиточных изделий, и на выходе получится слишком много бракованного продукта.
Глазурование требуется для придания плиточным изделиям определенной расцветки либо оттенка. Покрытие глазурью выполняется накануне обжига. Глазуруют плитки посредством обливания и пульверизации. Высокотемпературная обработка изделий в печи и процесс остывания превращают такой вид покрытия в своеобразное стекло. Это покрытие выполняет не только эстетическую, но и защитную функцию. В итоге кафель будет защищен от негативного влияния внешних факторов и обретет высокие гигиенические свойства.

Технология изготовления плитки в заводских условиях
Производство изделий различных видов отличается. В каждом из случаев ключевым является процесс обжига: он либо реализуется несколько раз, либо же — однократно. По этой причине составляется технологическая схема, которая позволяет разделить этапы производства и упростить данный процесс, если одновременно изготавливаются разные виды плитки:
- Неглазурованный отделочный материал подвергается обжигу однократно.
- Глазурованная плитка делится на виды: некоторые разновидности проходят обжиг однократно, дополнительно к тому выполняется глазурование; другие — подвергаются воздействию высоких температур несколько раз и вместе с тем глазурируются.
Технология производства керамической плитки реализуется поэтапно:
- подготавливается сырье: выполняется замес основного материала, формовка заготовок;
- сушка;
- изделия подвергаются воздействию высоких температур;
- материал глазурируется;
- обжиг выполняется повторно;
- сортировка.
Этап глазурования может быть пропущен.
Подготовка сырья и формовка плиток
Если необходимо, некоторые компоненты измельчают, затем их смешивают. Соотношение сырья отличается, что зависит от разновидности плитки. Консистенция пластичной массы должна быть равномерной, что позволит обеспечить высокое качество изделий.








Процесс формования происходит после того, как будет смочен материал. Количество воды тоже отличается. Формовка изделий происходит разными способами. Технологические процессы производства керамической плитки:
В первом случае на заготовки оказывает воздействие высокое давление. Степень увлажнения данного типа плитки при этом составляет 4-7%. Прессованный материал характеризуется повышенной прочностью. Преимуществом таких изделий является равномерная плотность. На заготовки оказывается давление до 400 кг/см².
Если используется экструзия, пластичная масса увлажняется более интенсивно — до 15%. Затем полученный материал пропускается через экструдер. На выходе получают сформованную полосу небольшой толщины. Затем она нарезается в соответствии с типоразмерами. Преимуществом данной технологии является более точная геометрия изделий. Важную роль при этом играет экструдер.
Сушка кафеля и его глазурирование
Изделия содержат влагу. Если ее не удалить, снизится качество материала. В данном случае во время обжига будет выделяться пар, способствующий разрушению изделия. Глазурирование выполняется разными способами. Покрытие расплавляется по поверхности изделий. Можно получить разные цвета глазури. В данном случае пластичная масса при производстве заготовок не окрашивается с помощью пигментов. Для сравнения, неглазурированный материал получают посредством красителей, которые добавляются непосредственно в массу.
Обжиг в печи и сортировка
На последнем этапе заготовки подвергаются воздействию высоких температур (до 1450°С в зависимости от типа материала). Происходит спекание частиц, что позволяет получить монолитное изделие. От интенсивности температурного воздействия зависит прочность материала. В результате получают продукцию следующих видов:
В первом случае производится однократный обжиг. При этом на выходе получают материал с отличными характеристиками: высокой прочностью, влаго- и морозостойкостью. Его используют для монтажа на объектах любого целевого назначения.
Бикоттура отличается более высокой пористостью, что негативно влияет на качество. Продукция данного вида уступает рассмотренному выше аналогу по морозостойкости и прочности. В таком случае обжиг выполняется 2 раза. Это влияет и на себестоимость материала. Учитывая, что продукция монокоттура требует меньших затрат (однократный обжиг), ее цена ниже.
По окончании производственного процесса выполняется сортировка готовых изделий. Их края должны быть ровными. Если продукция не соответствует основным критериям, ее рассортировывают по группам с учетом размеров, тона.
Источник статьи: http://oplitke.com/montazh/proizvodstvo-keramicheskoj-plitki
Формовка
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А — метод экструзии (производство плиток котто, клинкер). Группа В — метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования
(около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см.кв.) уплотняется и приобретает определенную прочность. Уже на этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d’Italia — рельефная, у Celadon — вогнутая и т.д.).





