

Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
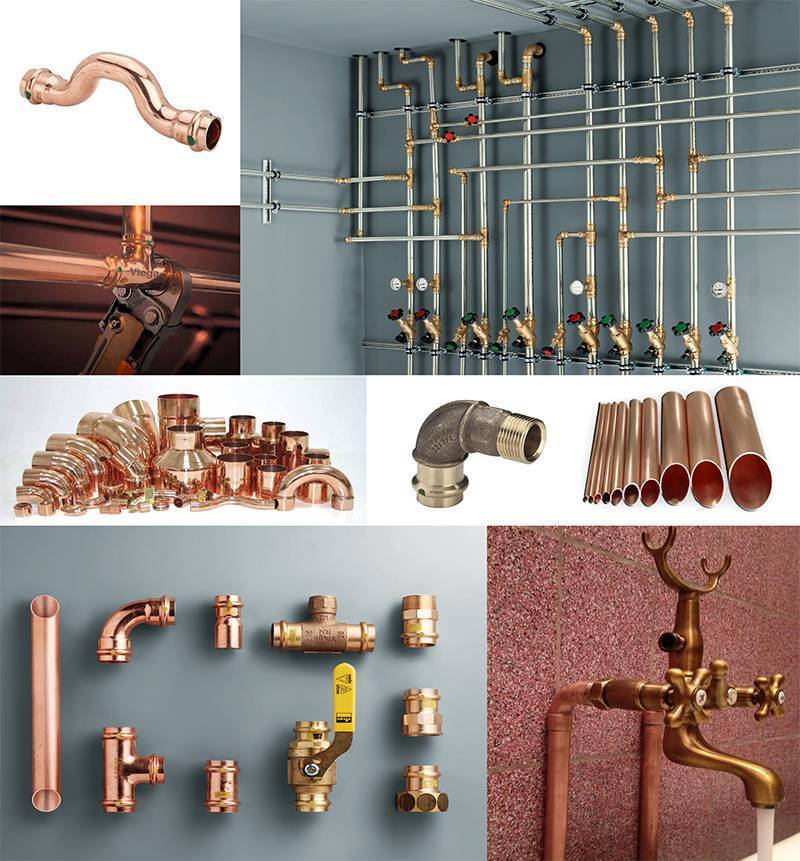
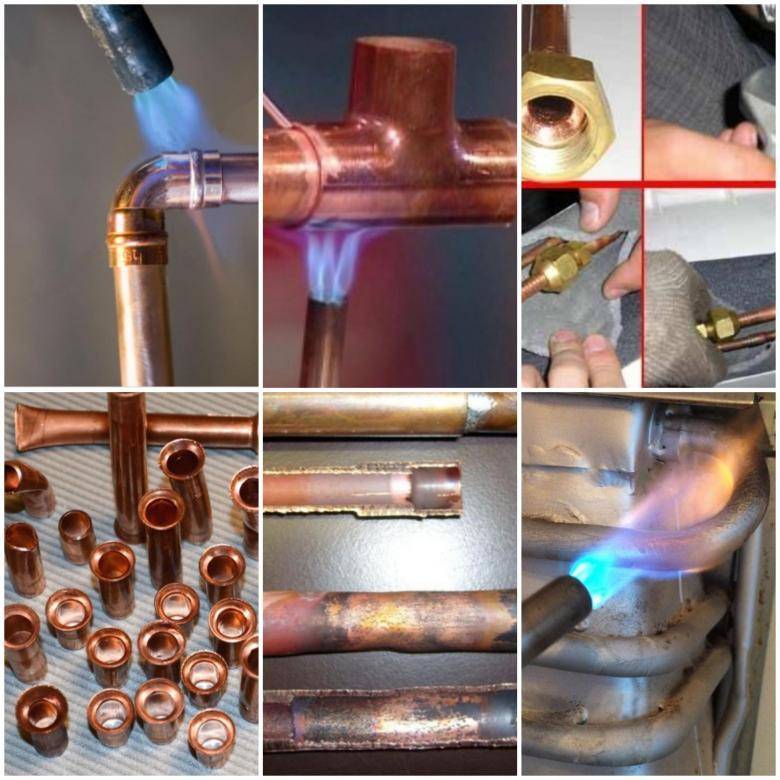
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или отопления из медных труб обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Сварка труб отопления что и как варить Разбираемся вместе
Сварка труб отопления является одним из самых надежных видов стыковки. Процесс соединения конструкций производится с помощью специальных аппаратов под действием высокой температуры. Такой вид сварки применяют как для металлических, так и для пластиковых труб.
Если отсутствуют любые навыки по сварке, то предпочтительно обратиться за помощью к специалистам.
Некоторые же способы стыковки можно осуществить самостоятельно с помощью необходимых инструментов и соблюдая технику безопасности. Сварка труб отопления сварщиком может обойтись вам по очень высокой цене. При этом стоимость сварочного аппарата невысока.
Примечание: цена зависит от диаметра труб, количества стыков, проходов, также цена будет увеличена, если сваривать трубы нужно на высоте, в стесненных или холодных условиях.
Сварка пластиковых труб
Справиться со сваркой пластиковых труб возможно своими усилиями, для этого процесса не требуется специальных знаний и навыков.
Аппарат для сварки пластиковых труб
Для работы с таким материалом требуется:
- ножницы для совершения резки труб;
- специальные насадки;
- сварочный аппарат.
Работая с пластиком необходимо быть внимательным и аккуратным, так как такой материал при термическом воздействии легко повредить или испортить.
Температура при сварке должна не превышать 1800 С, так как свыше этого показателя пластик способен оплавиться и пролиться внутрь трубопровода. Также применение в процессе стыковки небольших температур грозит негерметичным соединением, могут образоваться зазоры, которые повлекут за собой при эксплуатации утечки.
Процесс сварки полипропиленовых труб смотрите ниже
Помните, что очень важно, чтобы на место пайки не попадала вода, на это особое внимание обращает автор ролика, также он говорит о том, что трубопровод нужно наполнять водой не ранее чем через один час после окончания работ
https://youtube.com/watch?v=Qw2Nvx1gtO0
Электросварка металлических трубопроводов
Для сварки труб отопления из металла применяется метод стыка с зазором в 2-3 мм.
При таком соединении не должно происходить плавление краев труб, стыковка осуществляется плавленой проволокой в зазоре.
Желательно подбирать равные по размеру трубы, для более прочной и надежной сварки.
Поверхность трубопроводов перед выполнением работ следует очистить. Концы труб должны быть ровными. Заранее должна быть продумана схема монтажа труб, размер необходимых участков, в связи с этим нужно выполнить нарезку металлических конструкций.
Процесс сварки производится по окружности. В зависимости от толщины труб применяется несколько слоев сварки, но не менее двух. Перед новым швом обязательно удаляется шлак.
В видео ниже показано, как выполнять сварку труб из стали с зазором за два прохода. Весьма детальный и полезный ролик.
Газовая сварка
Газовая сварка труб — более дорогой вид соединения, чем электросварка.
При использовании газового инструмента соединение происходит с использованием расплавленного металла на поверхность шва.
Показано, как при помощи газовой сварки соединить трубы
Для произведения шва окружность труб по предполагаемому шву делят на 4 условных отрезка, по котором происходит заполнение шва. При исполнении сварки в четыре отрезка, каждую проработанную часть поворачивают вниз.
Сварка, как метод стыковки, регламентируется ГОСТом, СНиПом по тепловым сетям.
При выполнении сварочных работ газом также необходимо предпринять меры безопасности. Необходимо облачится в защитный костюм, а на голову и глаза нужно надеть специальный шлем-маску. Проводить все работы нужно вдали от легковоспламеняющихся объектов.




Холодная сварка
Также известен такой способ соединения как холодная сварка труб отопления.
Мужчина наносит холодную сварку на стык труб
Он представляет собой эпоксидный клей со стальным порошком. Применяется как шпаклевка. Способ позволяет склеивать фактически любые материалы, включая пластик и металлы. Такой способ сварки чаще всего применяется для отдельных швов либо для заделывания зазоров.
Холодной сваркой вы, кстати, можете сварить не только трубы. К примеру, Виктор из ролика ниже, отремонтировал таким способом рукоятку топора. Довольно полезно и познавательно.
Проверить герметичность любого шва можно с помощью мыльного раствора, который наносится на стык. Через трубу подается воздух. Если имеются зазоры, то на месте стыков появляются пузырьки.
Надеемся, что статья была полезна и актуальна вам. Будем сильно признательны ,если нажмете на кнопки социальных сетей, которые расположены ниже. Пусть и другие прочтут этот материал.
Способы сварки медных труб
Технология сварки меди, оборудование и электроды выбираются, прежде всего, в зависимости требуемой герметичности шва, назначения свариваемых труб и прочих желаемых характеристик соединения.
Как правило, применяется два метод соединения медных труб — это газовая (ацетиленовая) и электродуговая сварка. В качестве электродов для электродуговых работ могут применяться как плавкие, так и неплавкие электроды — мы рассмотрим оба вида.
Помимо этого, для соединения медных труб могут использоваться такие технологии, как соединение прессованием и соединение разъемными соединениями — для этого применяются различные соединительные элементы, фитинги и так далее.
Несмотря на то, что эти способы позволяют достичь достаточно прочного и надежного соединения, в данной статье они рассматриваться не будут, поскольку она посвящена именно соединению медных труб.
Сварка медных труб плавкими электродами
Ручная сварка медных труб с использованием плавких покрытых электродов дает возможность получать удовлетворительные свойства сварного соединения, однако состав шва будет иметь существенные отличия от состава металла самих труб — это происходит за счет легирования меди раскислителями во время сварочного процесса.
Раскислители для соединения меди вводятся в проволоку электрода и в его покрытие. При этом для добавок в проволоку электрода могут применяться кремний, марганец, олово, фосфор, цинк и так далее; в покрытие же добавляются такие материалы, как плавиковый и полевой шпаты, ферросилиций, ферромарганец, кремнистая медь и так далее, само же покрытие замешивается, как правило, на жидком стекле.
Недостатки этого метода сварочных работ — это сниженная тепло- и электропроводность сварного шва, особенно при работе медными электродами, сильное разбрызгивание, повышенная пористость шва и отличия его химического состава от основного металла.
В качестве плавких электродов используются такие электроды, как «Комсомолец-100», «МН-5», для бронз — «МНЖ5-1».
Возможна сварка меди плавкими электродами с использованием флюсового покрытия — в частности, может применяться керамический флюс типа ЖМ-1. Для того, чтобы повысить характеристики соединения, могут использоваться электроды из бронзы — это, например, электроды БрКМЦ3-1.
Пайка меди своими руками в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
Припои бывают:
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс.
Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси.
Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
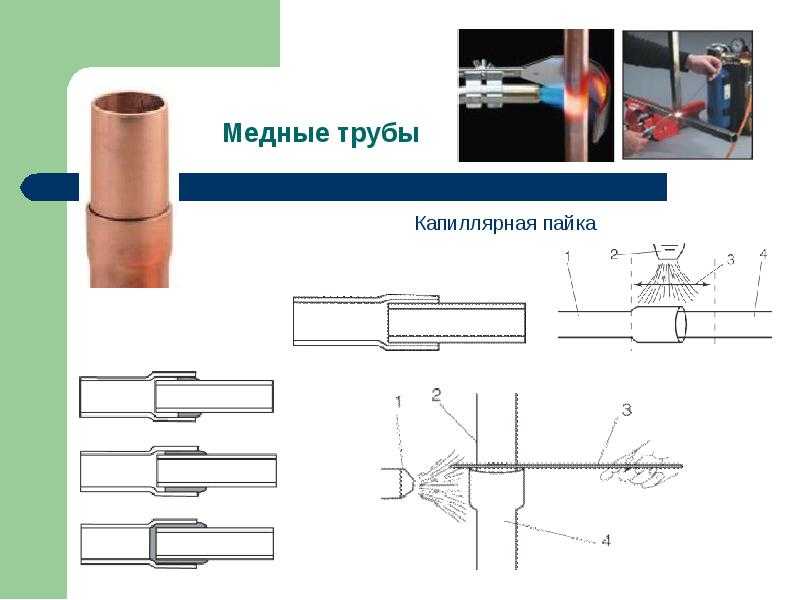
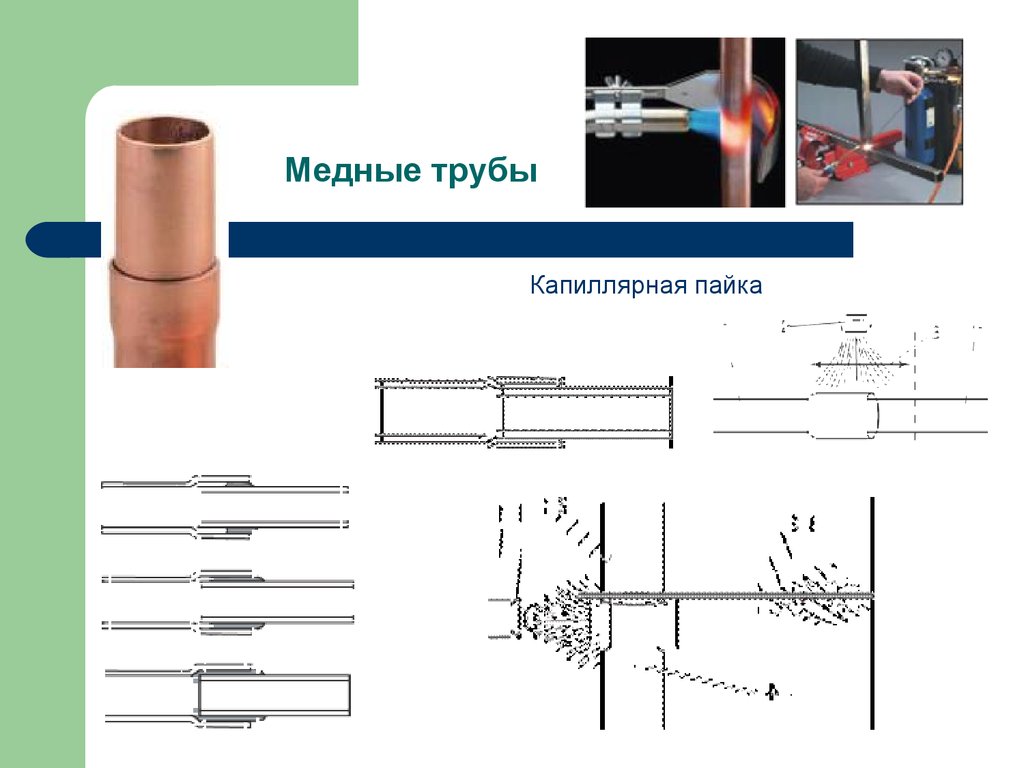
3 Как паять медные трубы?
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей
Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.

После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.
Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.

После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации. Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается
Такие же действия выполняются со вторым сегментом
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.




При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
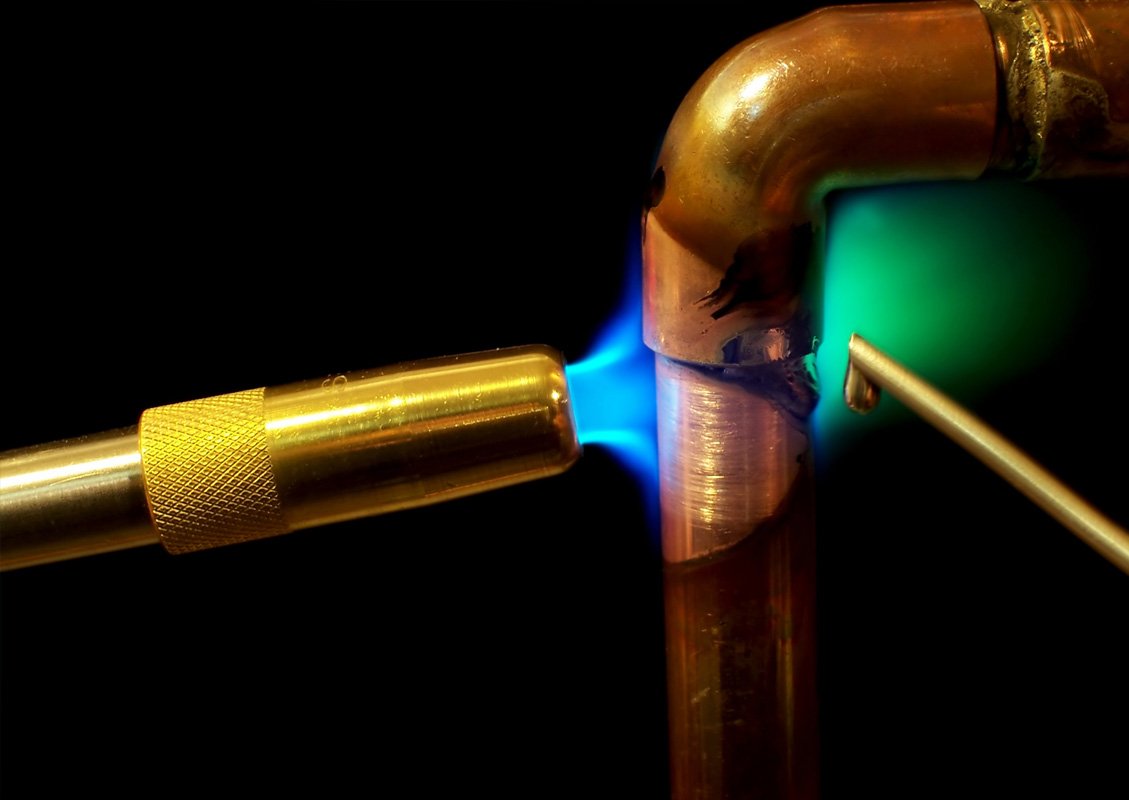
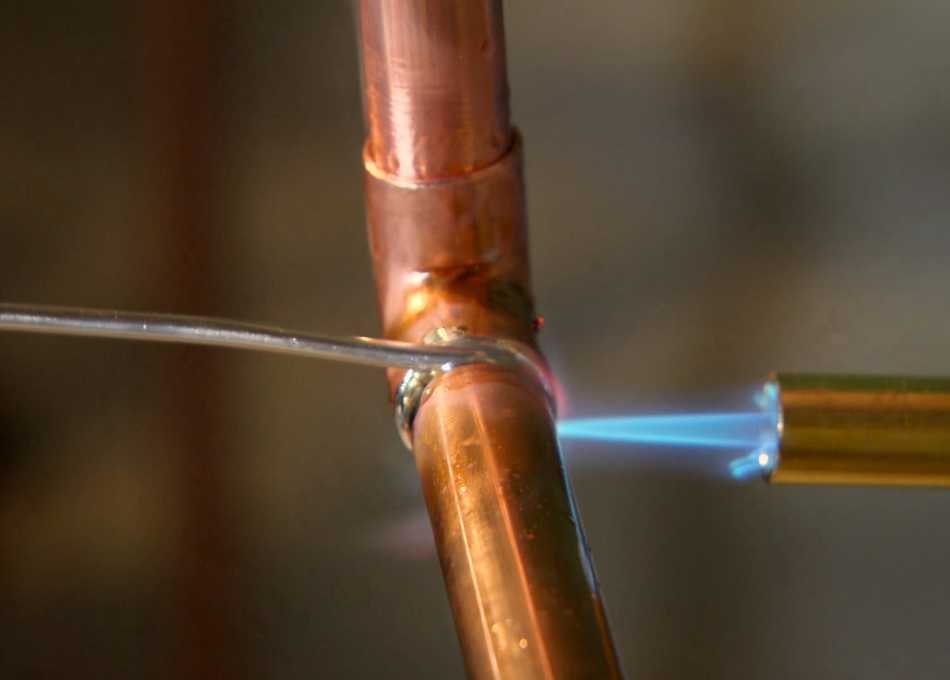
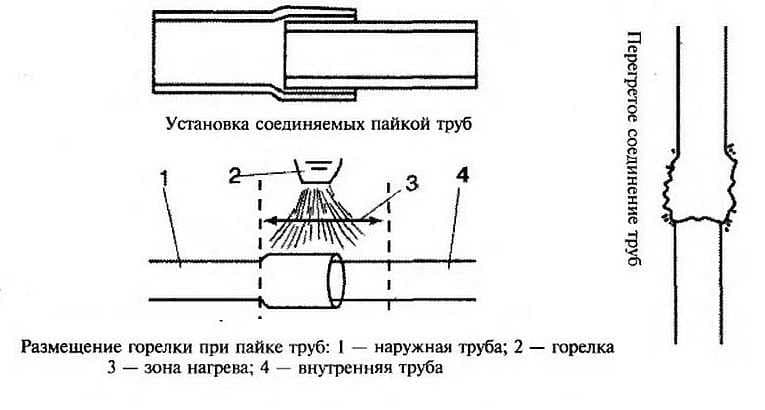
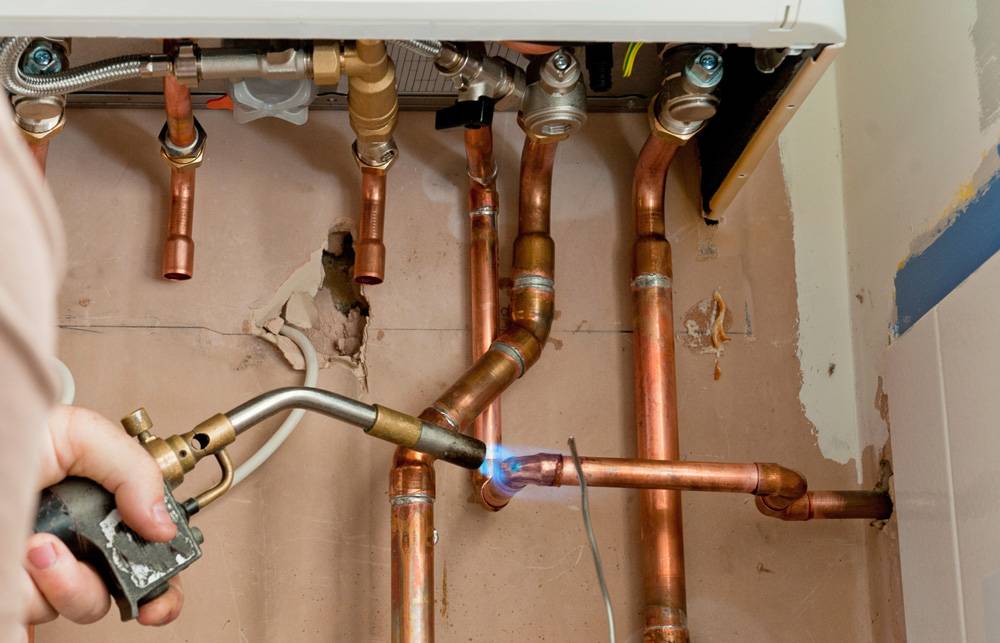
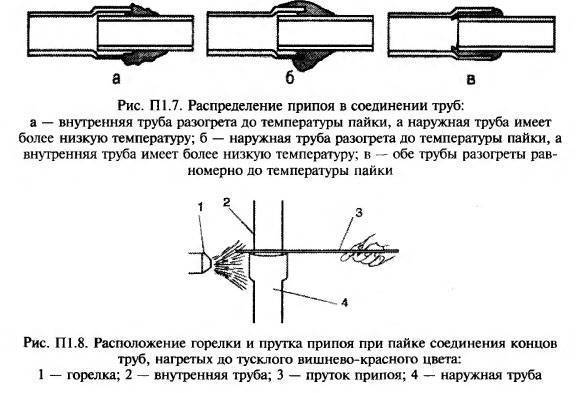
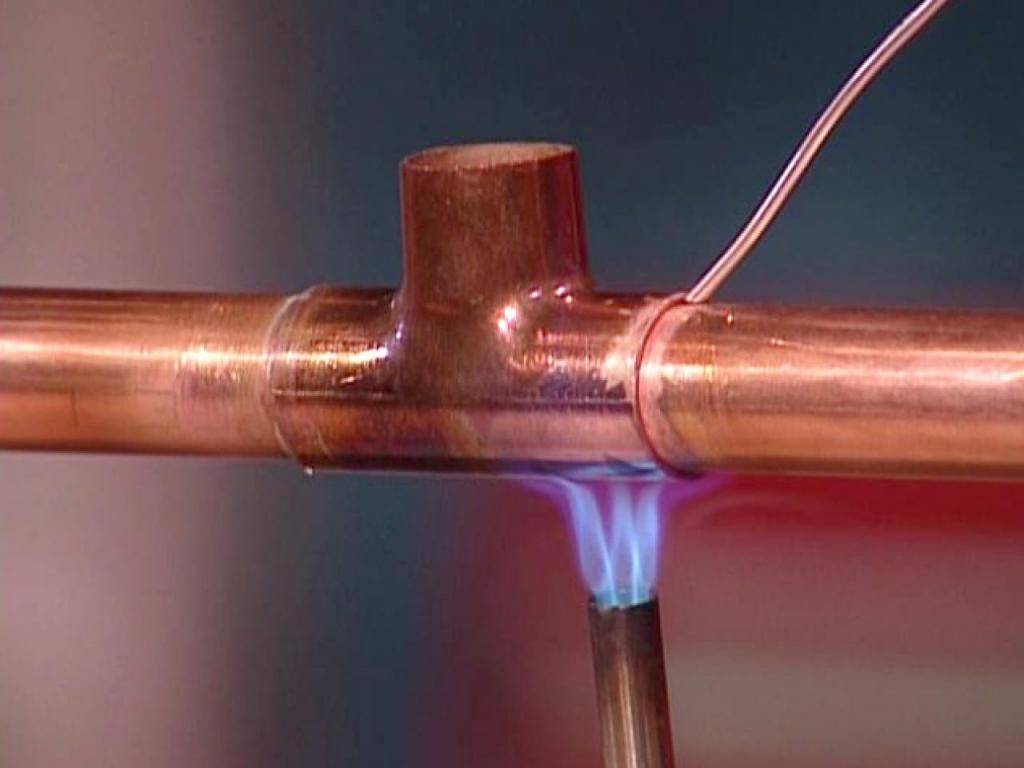
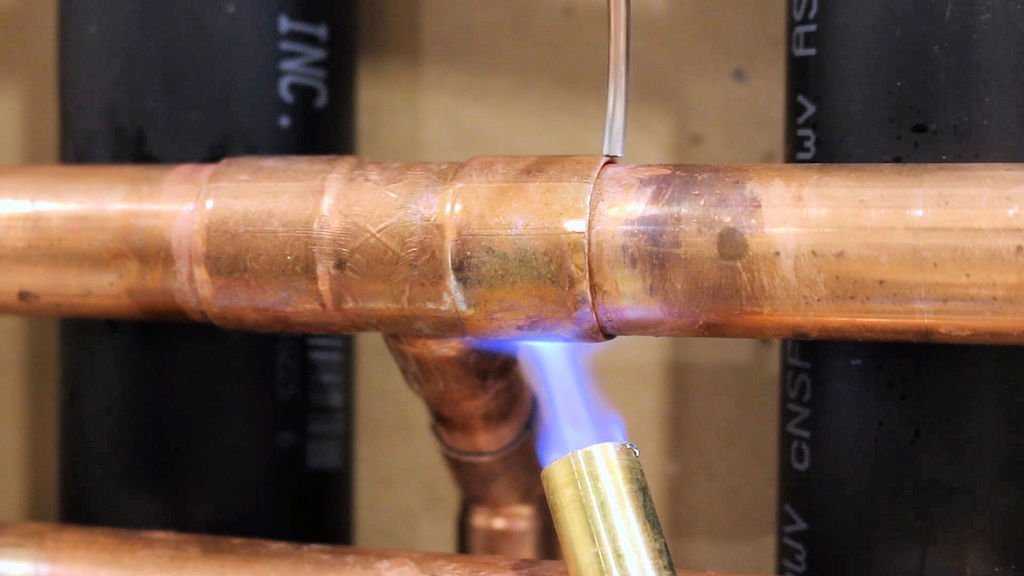
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
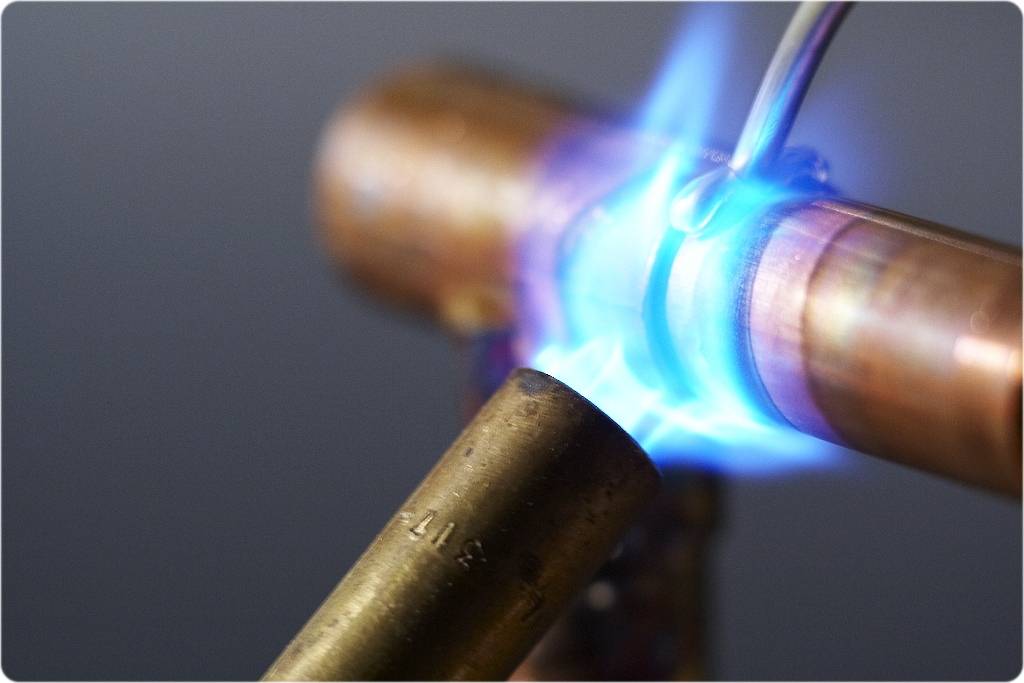
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
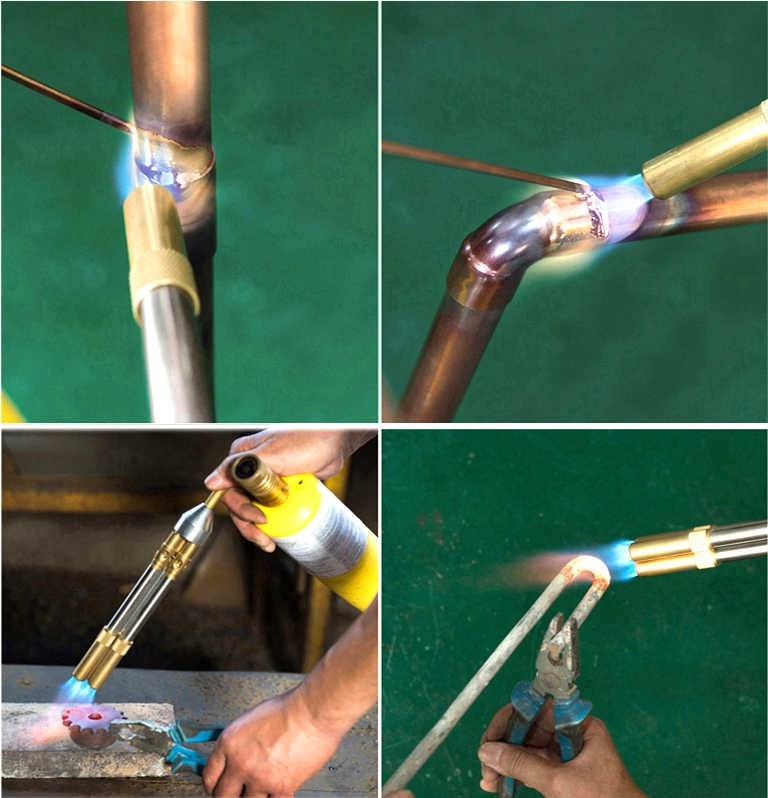
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
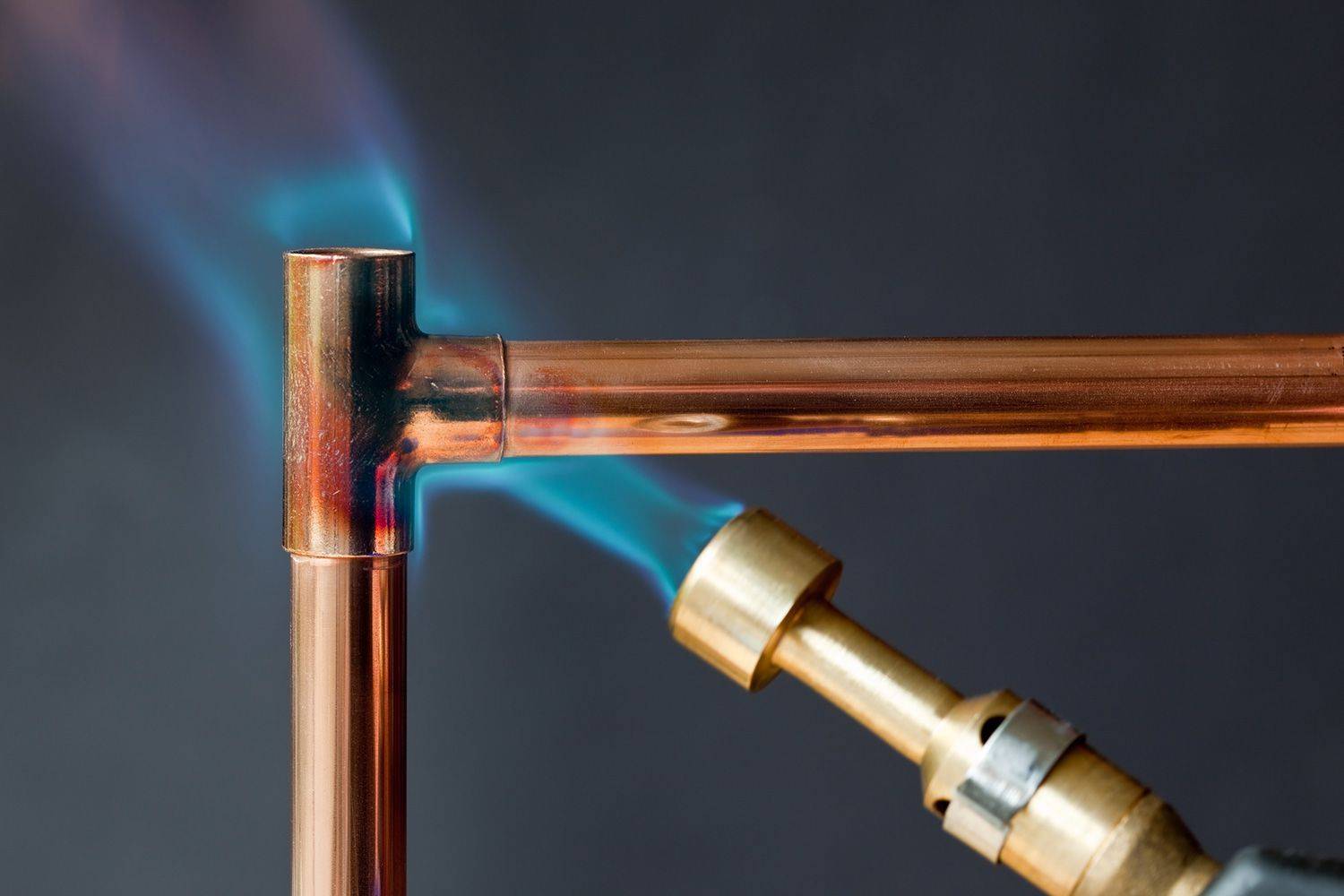
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.




Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
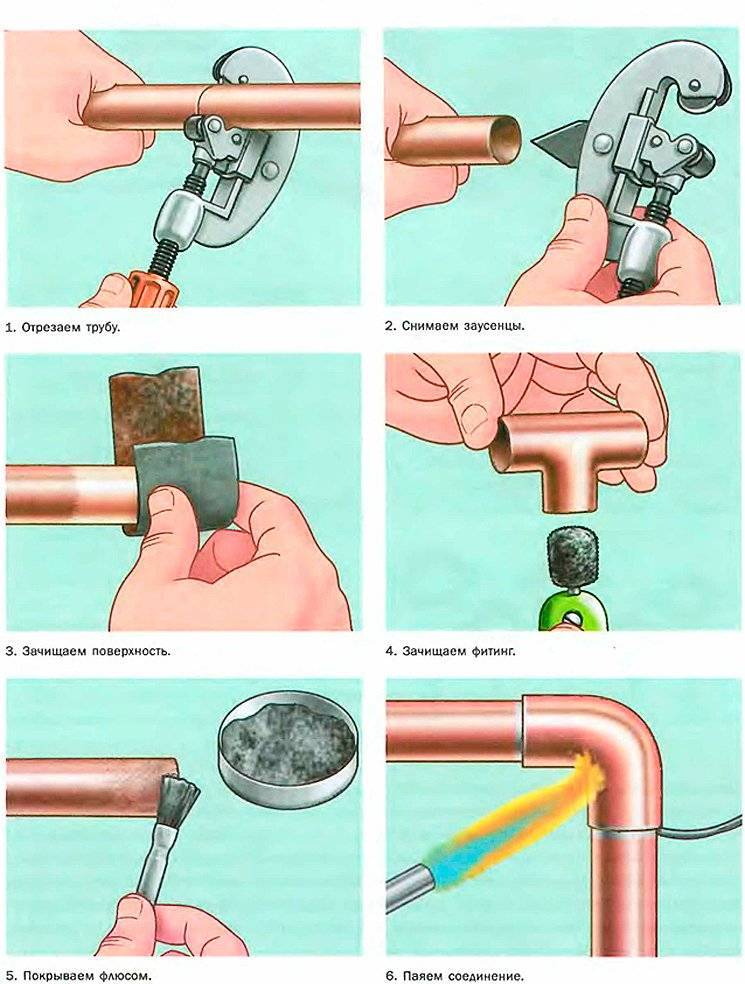
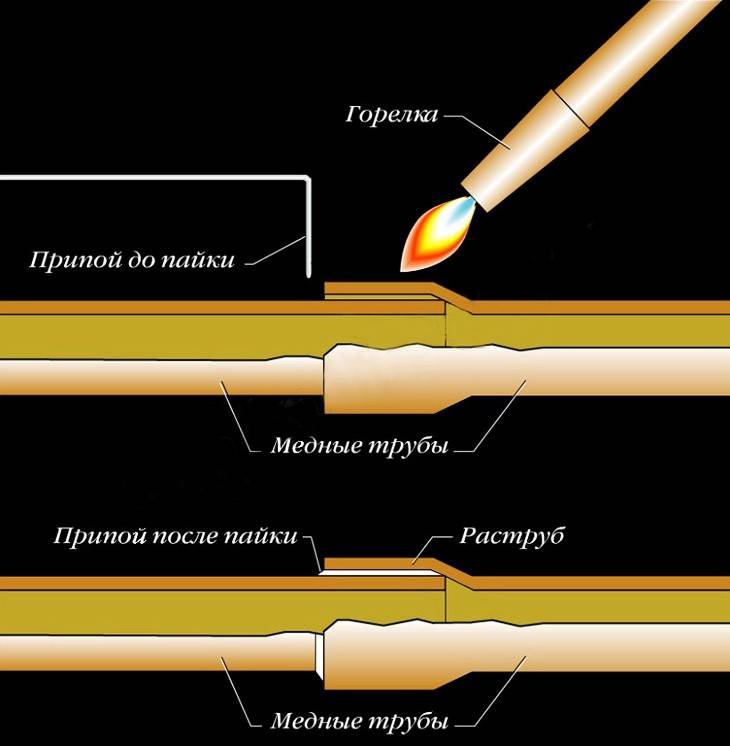
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
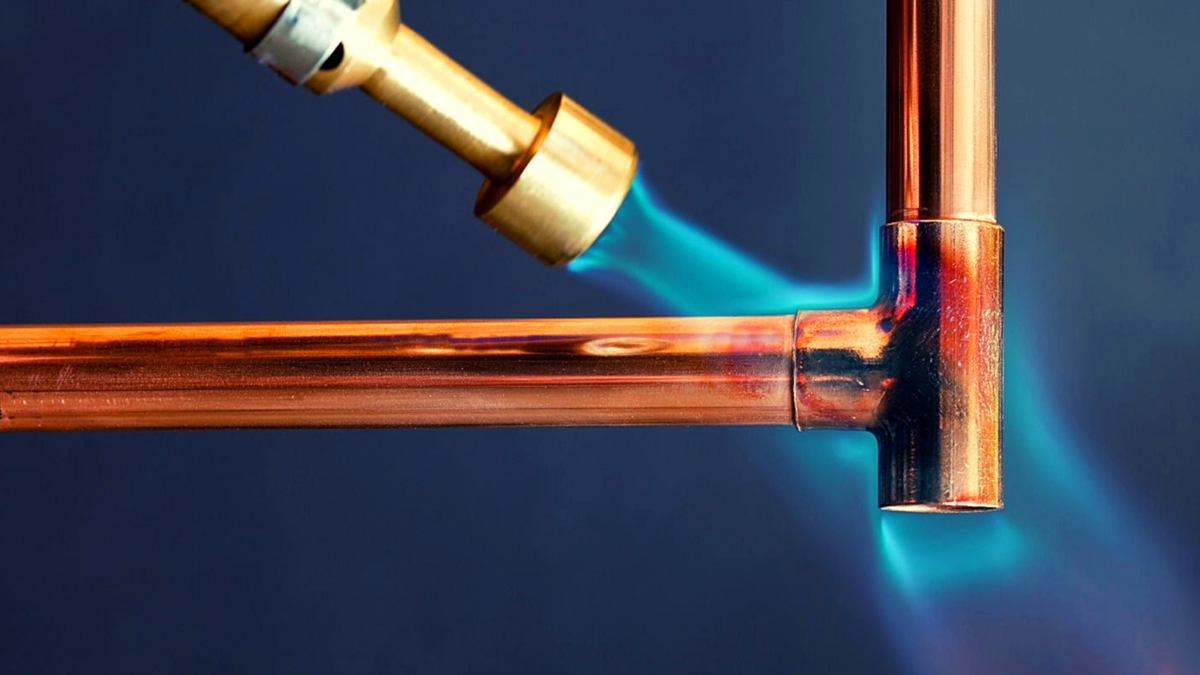
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
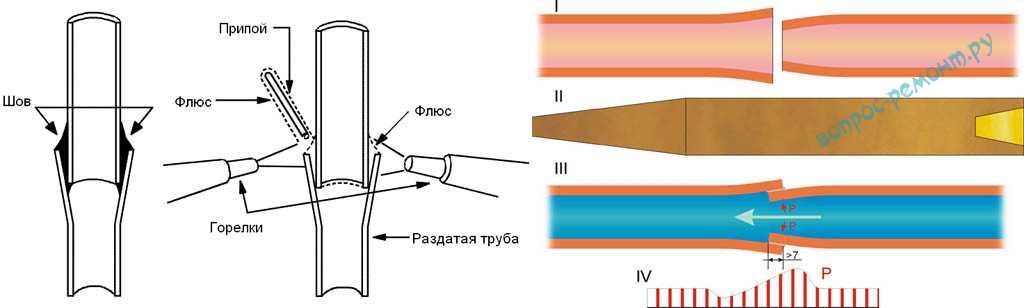
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Ручная сварка угольными и графитовыми электродами
Ручная сварка меди угольными и графитовыми электродами применяется ограниченно и, в основном, для малоответственных изделий. Остановимся, вкратце, на её технологии. Угольные электроды целесообразно применять при сварке меди, толщиной до 15мм. При большей толщине применяют графитовые электроды. Угольные и графитовые электроды затачивают на конус на 1/3 его длины. Сварку ведет на постоянном токе прямой полярности длинной дугой. Плотность тока на электроде составляет 200-400 А/см2.
Присадочный пруток не погружают в сварочную ванну, а держат на расстоянии 5-6мм от неё под углом 30° к изделию. Электрод держат под углом 75-90° к изделию. Для защиты металла от окисления применяют флюс, состоящий на 94-96% из плавленой буры и 4-6% металлического магния. Флюс наносят на присадочный пруток, предварительно смочив его в жидком стекле.
Если толщина свариваемого металла превышает 5мм, стыковое соединение сваривают с разделкой кромок с суммарным углом 70-90°. Зазор между кромками 0,5мм. Сварку выполняют на графитовой или асбестовой подкладке. Электрод наклоняют «углом вперёд» на 10-20° от вертикали. Металл толщиной до 5мм проковывают без подогрева, а при большей толщине — с подогревом до 800°С и последующим быстрым охлаждением. Сварку рекомендуется выполнять за один проход, чтобы обеспечить наилучший механические свойства шва.





