

Особенности крепления
Существует несколько распространенных способов крепления фиксатора на кабель. Все они различаются по сложности, качеству соединения и необходимости применения дополнительного оборудования. Оконечники устанавливают на провод при помощи следующих методов:
- Опрессовка — зажимание специальными клещами наконечника со вставленным в него кабелем.
- Закрепление с использованием болта или винта. Такая фиксация возможна только в специальных изделиях, предназначенных для этого. В них имеется отверстие в комплекте с болтом. Провод вставляется в наконечник до упора, и подходящий по размеру болт полностью закручивается. При условии качественного выполнения работ соединение довольно крепкое.
- Сварка.
- Пайка.
Самым простым способом является опрессовка, однако при отсутствии пресс-клещей и необходимости опрессовать силовой кабель этот метод будет представлять большую сложность. Поэтому можно воспользоваться пайкой или, если есть возможность, винтовым соединением. В промышленных условиях для опрессовки применяют механический или гидравлический пресс.
Электромонтер-кабельщикУчебное пособие
§ 41. Общие сведения о соединениях жил кабелей
Для присоединения жил кабелей к электротехническим устройствам их оконцовывают наконечниками, которые закрепляют на жилах опрессовкой, сваркой или пайкой. На кабелях с однопроволочными алюминиевыми жилами можно выпрессовывать наконечники из жилы кабеля. Медные многопроволочные жилы сечением 1—2,5 мм2 оконцовывают кольцевыми наконечниками (пестонами), а однопроволочные сечением 4—10 мм2 изгибают в кольцо.
Соединение жил кабелей в муфтах выполняют в соединительных и ответвительных гильзах опрессовкой, сваркой или пайкой. Все перечисленные способы имеют свои преимущества и недостатки.
Опрессовка не требует электрической энергии и нагрева; этот способ выгоднее других. Однако при этом способе необходимо следить за правильностью подбора наконечников, соединительных гильз и инструмента.
Соединение пайкой не нуждается в сложном оборудовании, приспособлениях и электрической энергии, но этот способ наиболее трудоемок.
Газовая сварка не требует электрической энергии, но нуждается в громоздком оборудовании и соблюдении особых правил техники безопасности при работе с газами. Сварка алюминиевых жил контактным разогревом обеспечивает однородный и стабильный контакт без применения припоя и достаточную механическую прочность. Этот способ характеризуется простой технологией, но применяется с использованием электрической энергии.
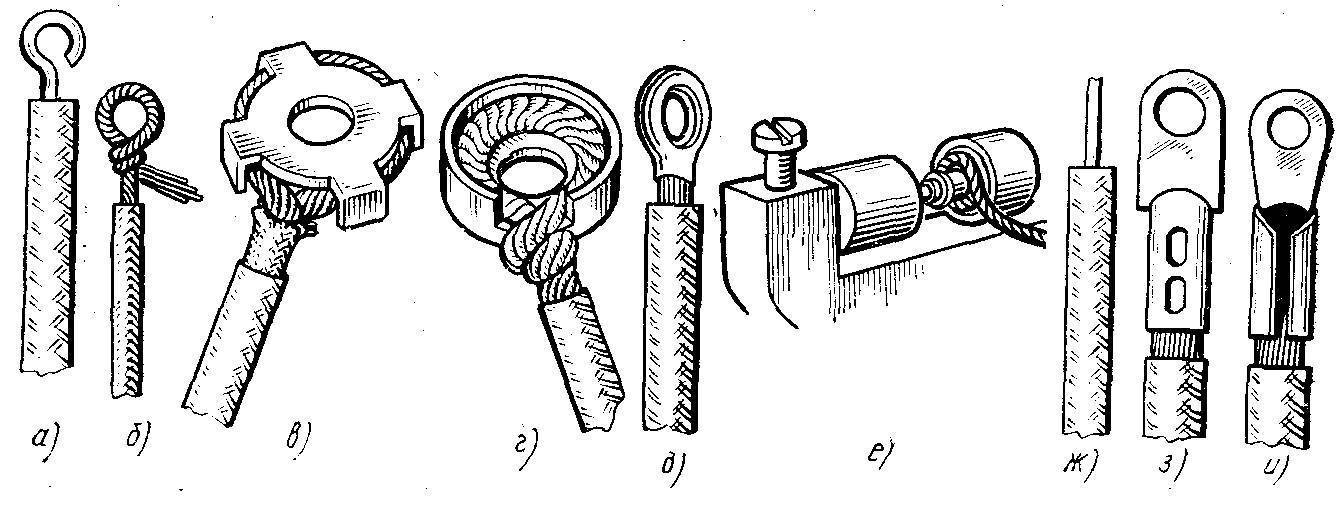
Термитная сварка не требует громоздкого оборудования, электрической энергии и технологически несложна. При термитной сварке необходимо соблюдать правила хранения патронов и спичек. Области применения способов оконцевания и соединения жил кабелей определяются в зависимости от материала жилы (алюминий, медь), напряжения кабеля и надежности того или иного способа (табл. 13). Наконечники и гильзы, применяемые для оконцевания и соединения жил проводов и кабелей, приведены на рис. 105.
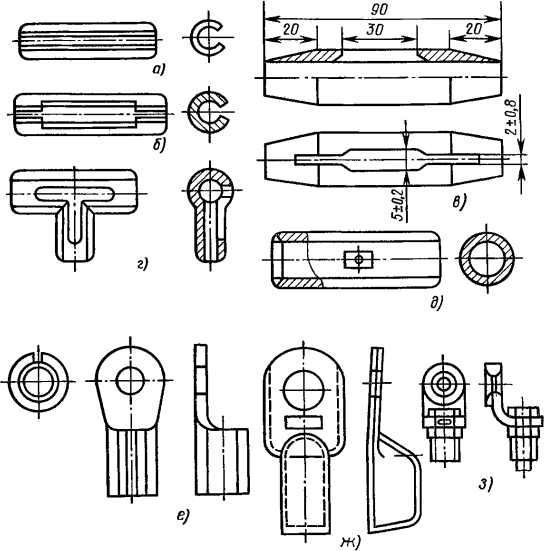
Рис. 105. Гильзы и наконечники для пайки, опрессовки и сварки жил проводов и кабелей:
а, б — гильзы для пайки жил сечением до 10 и 16 — 240 мм2, в — гильза для пайки жил кабеля напряжением 20—35 кВ, г — ответвительная гильза для пайки, д — гильза для опрессовки, е—з — наконечники для пайки, опрессовки и сварки
При выполнении оконцеваний, соединений и присоединений жил кабелей следует учитывать физико-механические особенности алюминия, из которого в основном изготовляют жилы кабелей. Алюминий в воздухе окисляется и на его поверхности появляется пленка оксида.
Таблица 13.
Области применения способов оконцевания и соединения изолированных жил проводов и кабелей

У меди в обычных условиях пленка оксида образуется медленно, она легко удаляется и мало влияет на качество контактного соединения. На алюминии пленка оксида образуется быстро, обладает большой твердостью и значительным электрическим сопротивлением. Пленка оксида алюминия тугоплавка и затрудняет пайку и сварку (температура плавления пленки 2000 °С). По сравнению с медью алюминий обладает низким пределом текучести.
Алюминиевые контактные соединения после затяжки со временем ослабевают. Необходимо также учитывать, что алюминий обладает большой теплоемкостью, требующей значительного количества теплоты при сплавлении алюминиевых жил. Сочетание теплоемкости с большой теплопроводностью создает опасность чрезмерного перегрева изоляции алюминиевых жил при сварке или пайке, а образование в соединениях алюминия с медью или сталью гальванической пары разрушает контакт этих соединений.
Наконечники для проводов под опрессовку: основные характеристики
Наконечники (оконцеватели) проводов – универсальные детали, используемые для контактного соединения кабелей. Применение подобных изделий положительным образом сказывается на функционировании электрической цепи в целом. На рынке представлен огромный ассортимент наконечников различного типа, поэтому потребителям не составляет труда подобрать соответствующий вариант для выполнения определенных работ по электромонтажу.
Производители предлагают большой ассортимент наконечников разных видов
Наконечники для многожильного провода позволяют создать надежное соединение с различными компонентами электроцепи:
- винтовым зажимом;
- клеммником;
- бытовым электроприбором;
- другим кабелем.
Наконечники отлично проявляют себя в цепях, где часто возникают сильные вибрации. Их также можно применять в тех случаях, когда стандартные методы соединения не подходят. Например, если жилы имеют недостаточную длину, нельзя будет использовать метод пайки или сварку. Для опрессовки проводов в такой ситуации на оголенный конец просто устанавливается наконечник или гильза, после чего этот участок обжимается.
Преимущества применения наконечников:
- Пучок жил остается нетронутым, он не расплющивается и не разваливается.
- Зона соединения не обгорает и не нагревается.
- Сохраняется целостность проводов.
- Металлические жилы надежно защищены от попадания влаги и воздуха.
- Все провода пучка принимают участие в передаче тока.
- Наконечники обладают большой площадью контакта.
Благодаря наконечникам пучок проводов остается целостным и не разваливается
Соединение кабелей методом опрессовки используется на производстве (подключение силовых линий) и в бытовых условиях. Популярность этого способа, в отличие от применения обычных зажимов, обусловлена высокой надежностью. Кроме этого, соединить провода с помощью наконечника гораздо легче, чем при использовании пайки или сварки.
Заливка муфт массой.
Кабельную массу перед заливкой в муфту освобождают от тары, в которой она доставляется с завода, помещают в специальное ведро и осторожно разогревают на жаровне или в электрическом разогревателе. Разогревать массу в заводской упаковке без вскрытия крышки не разрешается, так как может получиться взрыв. Кабельную массу нагревают постепенно
Температуру контролируют термометром. Во время нагрева массу тщательно перемешивают чистой металлической мешалкой (деревянной нельзя, так как из. нее в массу может попасть влага). При недостаточном или небрежном перемешивании или при пользовании загрязненной мешалкой кабельная масса может пригореть и загрязниться. Доводить массу до кипения нельзя —она при этом портится. Закипевшая, пригоревшая или вспыхнувшая кабельная масса для заливки муфт непригодна. Вспыхнувшую массу тушат (закрывают крышки и покрывают ведра мешковиной, смоченной в воде).
Перед заливкой муфты или перед прошпаркой небольшое количество кабельной массы должно сливаться для очистки носика ведра от возможного загрязнения его мусором или пылью
Кабельную массу нагревают постепенно. Температуру контролируют термометром. Во время нагрева массу тщательно перемешивают чистой металлической мешалкой (деревянной нельзя, так как из. нее в массу может попасть влага). При недостаточном или небрежном перемешивании или при пользовании загрязненной мешалкой кабельная масса может пригореть и загрязниться. Доводить массу до кипения нельзя —она при этом портится. Закипевшая, пригоревшая или вспыхнувшая кабельная масса для заливки муфт непригодна. Вспыхнувшую массу тушат (закрывают крышки и покрывают ведра мешковиной, смоченной в воде).
Перед заливкой муфты или перед прошпаркой небольшое количество кабельной массы должно сливаться для очистки носика ведра от возможного загрязнения его мусором или пылью.
В чем проблема соединений проводов
Основная проблема соединений проводов в электропроводке это соединения проводов или жил кабелей из алюминия и меди. Так в чем же проблема?

При скрутке меди и алюминия, от контакта меди и алюминия, образуется химическое соединение, которую часто называют, «рыжая смерть». Это соединение, имея более плотную кристаллическую решетку, чем медь и алюминий, ослабляет контакт соединения.
Кроме этого, такое соединение разрушает оксидную пленку вокруг алюминия (Al2O3), а это провоцирует коррозию алюминия, что опять приводит к ослабеванию контакта.
Это все так, но есть свои, но!
- Во-первых, эти процессы протекают быстро только на воздухе, при доступе влаги, сероводорода и других агрессивных катализаторов.
- Во-вторых, эти процессы протекают очень медленно, если вы хорошо заизолировали скрутку меди и алюминия. Нарушение контакта в такой крутке может занять 10-20 лет и возможный ток в электропроводки квартиры не повлияет на время разрушения скрутки.
Все это я пишу не для того, чтобы агитировать вас на скрутку алюминия и меди. Нет! Просто, если, где-то, кто-то сделал у вас такую скрутку, паниковать не нужно. Я уверен, что она проработает десятки лет.









Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Стандартные ошибки при обжиме
Существует несколько типичных ошибок, которые совершают начинающие электрики или те, кто сам осуществляет процесс опрессовки жил. Например:
- Использованная гильза имеет сечение меньше, чем провод. Никогда не нужно уменьшать сечение жил и подстраивать ее под диаметр гильзы. Это повергает к повышению сопротивления и уменьшению пропускной способности. Там, где было совмещение, жила будет нагреваться и разрушаться.
- Гильза с большим размером. Если гнездо используется с большим диаметром, то это не принесет крепкого и надежного объединения. Даже если сгибать провод в несколько раз, это не приведет к хорошей работе, так как механическая прочность упадет почти в два раза.
- Разрезание гильзы на несколько частей. При обжимке кабеля с малой длиной оголенных концов неудобно работать клещами, да и площадь контакта уменьшается.
- Опрессовка должна осуществляться исключительно пресс-клещами. Для этого метода совмещения были придуманы особые инструменты. Поэтому не стоит применять пассатижи или молоток, так как это может повредить как гильзу, так и кабель. Чтобы этого не случилось необходимо пользоваться таким инструментом, как пресс-клещи, так как они значительно упрощают работу в обжатии кабельных соединений.

Вот и все, что хотелось рассказать вам о том, как производится опрессовка проводов гильзами. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Способы соединения светодиодной ленты
- Какая изолента лучше для электропроводки
- Как найти распределительную коробку в стене
Основные ошибки при опрессовке соединений
Главная ошибка при опрессовке – это неправильный выбор гильзы. Если она значительно меньше, то проводник будет сильно передавлен кромкой гильзы. Это может привести к поломке сплющенной жилы.
При этом с другой стороны – если она слишком большая, то контакт будет не слишком надежным. В такой ситуации провода могут шататься внутри жилы. Со временем подобные соединения будет нагреваться и подгорать, что, в конечном счете, приведет к потере контакта.
Вторая ошибка – это неправильно подобранные пуансоны и матрицы. Это может привести к аналогичному эффекту, в результате чрезмерного или слабого обжима гильзы. Данная проблема усложняется тем, что рабочие элементы инструмента со временем изнашиваются и теряют свои первостепенные характеристики.
ВАЖНО! Нельзя укорачивать заводскую гильзу – это приведет к снижению надежности контакта. Третья ошибка – это использование для опрессовки кабельных наконечников и гильз зубила и молотка. С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть
Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно
С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть. Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно
Третья ошибка – это использование для опрессовки кабельных наконечников и гильз зубила и молотка. С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть. Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно.
В конце представим рекомендуемое сочетание сечения жил и кабельных гильз:
1.Общее сечение жил в пресс-гильзе – 7,5 мм/кв. Кабельная пресс-гильза – 4-1. Пресс-клещи – ПК-3.
2.Общее сечение жил в пресс-гильзе – 13 мм/кв. Кабельная пресс-гильза – 5-1. Пресс-клещи – ПК-3.
3.Общее сечение жил в пресс-гильзе – 15 мм/кв. Кабельная пресс-гильза – 4-2. Пресс-клещи – ПК-3.
4.Общее сечение жил в пресс-гильзе – 20 мм/кв. Кабельная пресс-гильза – 6-1. Пресс-клещи – ПК-3.
5.Общее сечение жил в пресс-гильзе – 26 мм/кв. Кабельная пресс-гильза – 5-2. Пресс-клещи – ПК-3.
6.Общее сечение жил в пресс-гильзе – 41 мм/кв. Кабельная пресс-гильза – 6-2. Пресс-клещи – ПК-3.
1. Применение гильз сечением меньше чем провод
Никогда не пользуйтесь гильзами меньшего, чем требуется диаметра. Чтобы вставить провода в них, необходимо уменьшить диаметр жилы, что делают, срезая часть проводника и уменьшая поперечное сечение провода.
Т.е. если вы хотите нарастить провод сечением 2.5 мм2, а гильза у вас на 1.5 мм2, не нужно брать напильник и обтесывать провода чтобы они влезли в гильзу.
Уменьшение сечения провода приводит и к снижению механической прочности соединения. При любом стороннем воздействии он может элементарно переломиться. Искать место обрыва в разветвленной сети — дело непростое даже для профессионального электрика, если, конечно, нет специальных приборов. А они есть не в каждом доме.
2. Использование гильз большого диаметра
Увеличение диаметра гильзы тоже пользы не приносит. Добиться надежного и крепкого соединения не всегда удается. Применение «народного» метода сгибания концов провода вдвое можно считать лишь частичным выходом. Практика показывает, что механическая прочность опрессованного соединения в таком случае снижается тоже почти вдвое.









3. Разрезание гильз на несколько кусков
Таким методом пользуются многие новички, дабы сэкономить на гильзах. Не укорачивайте заводскую гильзу. Это приводит не только к неудобству работы клещами, но и к повышению сопротивления. Последствия описаны в первом совете. Механическая прочность тоже уменьшается вследствие снижения длины контактного участка.
Назначение и область применения
 Алюминиевые и медные наконечники для кабелей
Алюминиевые и медные наконечники для кабелей
Основная задача наконечников – обеспечить надежный контакт между несколькими проводниками, шиной и проводом, а также зажимом и проводом. Также их используют, чтобы упростить монтажные работы, связанные с электротехническим оборудованием, при выполнении каких-либо технологических операций.
Кабельные наконечники служат качественным аналогом различных скруток и всех типов самодельных соединений, которые еще очень распространены. Это недорогое и простое в применении приспособление служит гарантом качественной фиксации провода внутри гильзы.
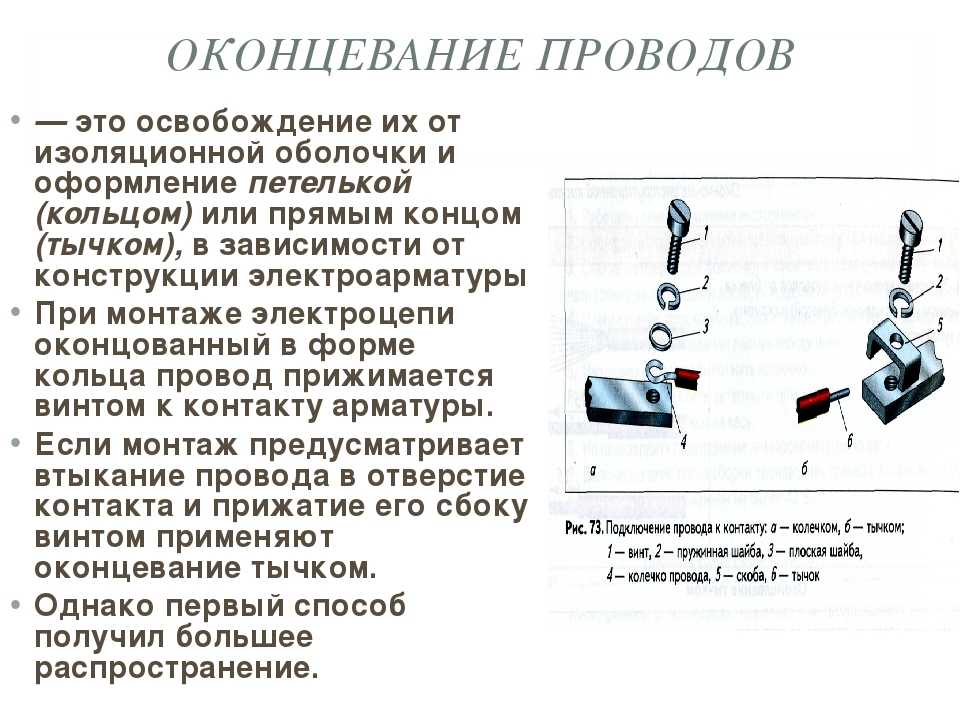
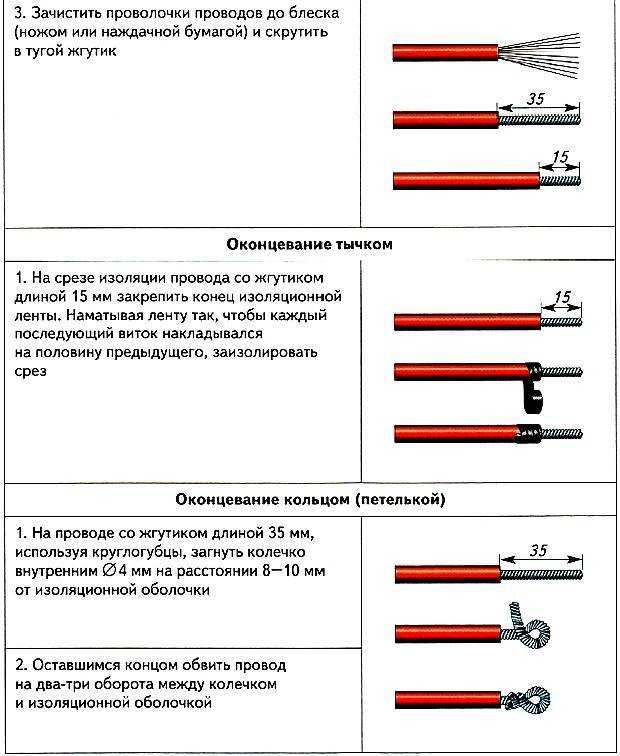
Как оконцевать провод без наконечника
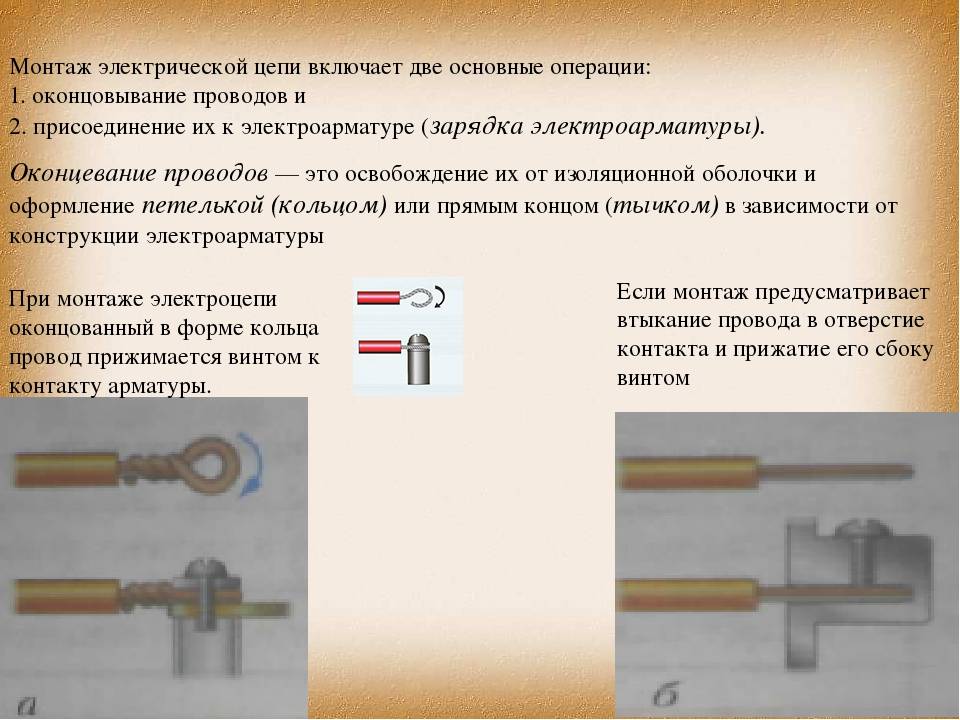
Применение наконечников — это удобный способ оконцовки провода. Однако они не всегда есть под рукой. В таком случае оконцовка кабеля производится без наконечников. Зачищенную от изоляции и грязи токоведущую жилу вручную сгибают в форме кольца (ушка) под болт. Для формовки соединения следует применять длинногубцы с округлой внешней стороной. Полученное соединение менее надежно, чем наконечник заводского исполнения.
Если провод медный, то ушко под болт можно залудить припоем. Загибать кольцо необходимо по направлению закручивания винта, чтобы в процессе затяжки ушко закручивалось вокруг болта, а не наоборот.

Как сделать скрутку с пайкой для создания надежного электрического контакта: 3 способа
При пайке создается надежный электрический контакт за счет проникновения расплавленного припоя во все пустоты. Между витками скрутки и припоем создается прочное сцепление взаимной диффузии обоих металлов.
Пайка обеспечивает гарантированно долговечный электрический контакт, обладающий хорошей проводимостью. Она требует соблюдения определенной технологии и качественной подготовки.
С проводов надо снять изоляцию, зачистить металл жил от окислов, пропитать его флюсом. Он уберет с подготавливаемой поверхности все органические загрязнения.
Кислотные флюсы, например, раствор цинка в серной кислоте или аспирин сложно удалить с поверхности спаянных деталей. Оставшиеся капельки со временем вступают химическую реакцию с металлом жил, нарушают их проводимость.
Для пайки электрических схем используют канифоль. Ее можно растворить в этиловом спирте и наносить кисточкой на соединяемые провода.
При пайке скруток подготовленный раствор флюса удобно держать в небольшом флаконе и просто окунать в него зачищенные и скрученные провода поочередно. Так работать можно на высоте.
Обычные электрические паяльники с резистивным нагревом затрудняют такую работу: требуется выполнять много действий по распределению припоя по поверхности скрутки и хорошо прогревать ее.
Для электрических проводов бытовой сети удобно пользоваться газовыми паяльниками, пламя которых направляют на специальный тигель с припоем, закрепленный на удалении от горелки.
Обработанную раствором канифоли скрутку, даже расположенную высоко над потолком в распределительной коробке, помещают на короткое время в тигель с расплавленным припоем и извлекают.
Аналогичную работу можно выполнять электрическим паяльником для полипропиленовых труб. Определенная часть электриков приспособилась хорошо и быстро пропаивать им скрутки.
Еще один современный способ получения качественной пайки практически любых металлов заключается в использовании паяльной пасты, которая специально создана для применения в электромонтажных работах.
Ее просто наносят палочкой на скрутку, как показано ниже для алюминиевой проволоки, и затем прогревают в пламени горелки.
Сцепление металлов отличается хорошей проводимостью тока. При небольших объёмах электромонтажных работ в квартире можно вполне обойтись пламенем обычной зажигалки.
Паста обладает нейтральной кислотностью с pH порядка 7,5. Она экономно расходуется. Если на месте спайки осталось много флюса, то его легко смыть водой и протереть бумажной салфеткой.
Паяльную пасту ELP рекомендуют для соединения проводов из разных металлов, включая и медь с алюминием. Она исключает эффект создания гальванопары за счет явления диффузии, создаваемой при частичном проникновении припоя в поверхностный слой спаиваемых проводов.
Самозажимные клеммники WAGO: плюсы и минусы конструкций
Эта технология соединения электрической схемы основана на быстром создании контакта с проводом при его прижатии отдельным ножом-пластиной к клеммной перемычке за счет переключения механического рычажка.
Подвижная клемма ВАГО, обеспечивая хорошее удержание жилы, немного деформирует металл провода. Это ее недостаток.
Если контакт будет не плотный, то WAGO может просто выгореть при максимальных токах. По этой причине эту конструкцию лучше тоже использовать для осветительных устройств, но не розеточных групп.
Если схема подвергалась перегрузкам или протеканию токов коротких замыканий, то состояние контактов лучше проверить.
ВАГО производятся большим количеством серий и конструктивных исполнений с возможностью одновременного подключения от 2 до 8 жил поперечного сечения 0,75÷4 мм кв.
Они имеют много особенностей, например, клеммы WAGO серии 2273-244 снабжаются контактной пастой для алюминиевой жилы. В них можно стыковать различные металлы.







Чтобы вам было легче понять, как соединять провода правильно рекомендую посмотреть видеоролик владельца Советы электрика. Он сравнивает показатели нагрева различных соединителей при номинальном токе.
Работа спорная, поэтому по ней много комментариев, высказывающих разные мнения. Посмотрите их тоже: польза очевидна.
Особенности использования наконечников НШВИ
Для изготовления штыревых втулочных наконечников используется электролитическая медь. На тыльной стороне изделия располагается изоляция. Чтобы предотвратить повреждение металла коррозией, медь обрабатывается с помощью гальванического лужения. Размер этих наконечников варьируется в пределах 0,25-150 мм.
При обжиме НШВИ значительно экономится время, что позволяет упростить процесс подключения электротехнических устройств. Наконечники пригодны для бытового использования. Они предназначены для обжима многожильных проводов любого типа. Производители выпускают НШВИ двух видов. Одни наконечники применяются для обжима одного провода, а другие рассчитаны на два.
Изделия маркируются следующим образом:
- Одинарные – первая цифра маркировки означает размер сечения, а вторая отображает длину контактной части.
- Двойные – цифра «2» в скобках указывает, что данный наконечник предназначен для сращивания двух проводов, а следующее число означает, каков размер сечения каждого из них.
Размеры обжимных наконечников НШВИ бывают от 0,25 до 150 мм
Желательно, чтобы размер хвостовика в наконечнике был немного больше, чем сечение провода, т. е. его оголенных жил. Так, для кабеля 1,25 мм следует приобрести НШВИ сечением 1,5 мм.
Основные правила обжима проводов наконечниками втулочного типа
Качественно соединить провода с помощью наконечника можно и в домашних условиях, не имея профессиональных навыков и знаний. Для этого нужно придерживаться основных правил:
- Правильно подобрать тип и размер наконечника для проводов под обжим.
- Тщательно и правильно зачистить жилы.
- Использовать в работе только специализированный инструмент.
- В точности соблюдать технологию обжима.
Обычно изоляция на проводе снимается с учетом размера контактной части наконечника. После зачистки конец жилы должен совпадать с краем втулки. Чтобы этого добиться, к длине очищенного участка нужно прибавить 2-3 мм
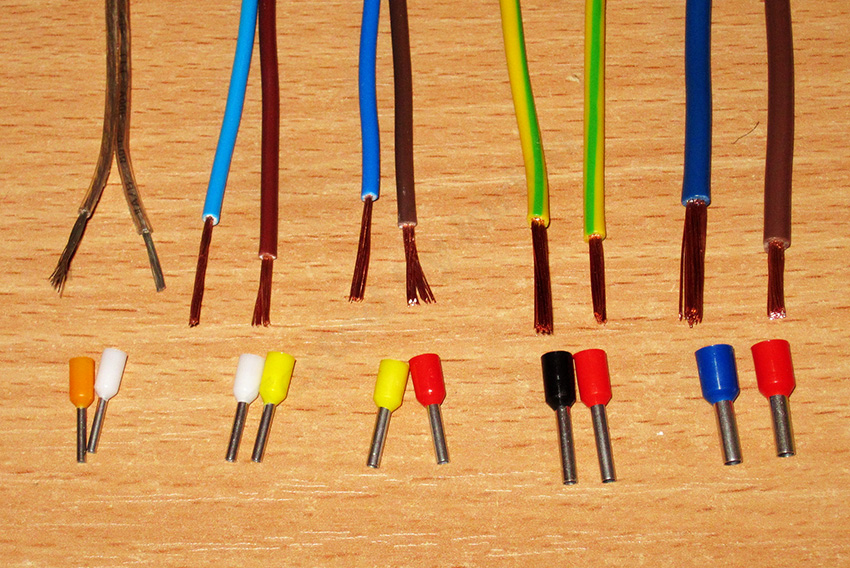
Очень важно правильно подобрать размер наконечника. Чтобы не ошибиться, нужно ориентироваться по цветовой маркировке, в которую окрашены изолирующие манжеты

Для опрессовки проводов втулочными наконечниками необходимо использовать только специальные инструменты
Существуют некоторые тонкости в работе с изолированными соединителями. Обязательно нужно проследить, чтобы изоляционный материал на проводе до упора заходил внутрь манжеты и полностью перекрывался ею.
Подготовительные работы выполняются в следующем порядке:
- Жилы срезаются строго перпендикулярно.
- Чтобы снять изоляционный слой с жил, необходимо учитывать размер хвостовика и прибавки.
- Если жилы медные, с их поверхности необходимо убрать оксидную пленку. Для этого оголенный участок обезжиривается, после чего смазывается вазелином технического назначения.
- Если форма жил секторная, придется их скруглить.
- Если жилы провода изготовлены из алюминия, этот металл нужно зачистить до блеска. После этого оголенный участок обрабатывается кварце-вазелиновой смазкой, которая предотвратит появление оксидной пленки.





