

Зажимы Wago
 Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Внутри таких клемм находится противоокислительная паста.
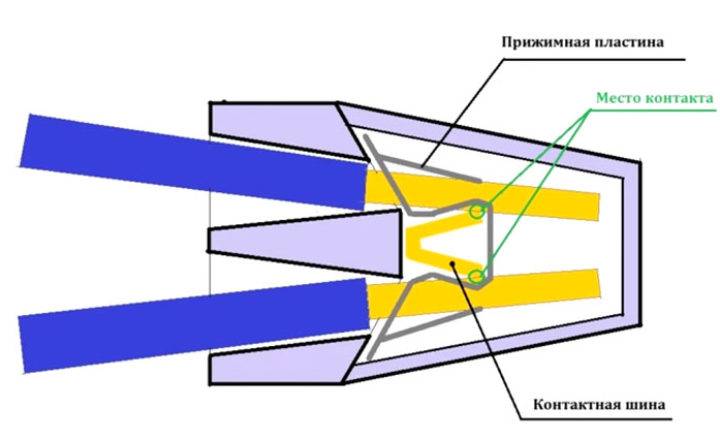
Однако споры о 100% надежности таких зажимов, тем более для розеточных, а не осветительных групп, не утихают до сих пор. При определенной укладке в ограниченном пространстве, контакт может ослабнуть, что неминуемо приведет к выгоранию.
Причем произойти это может даже при нагрузке ниже минимальной на которую рассчитаны Ваго. Почему и когда это происходит?
Дело в том, что когда сжимаются соединяемые проводники, между прижимной пластиной и местом контакта появляется небольшой зазор. Отсюда и все проблемы с нагревом.
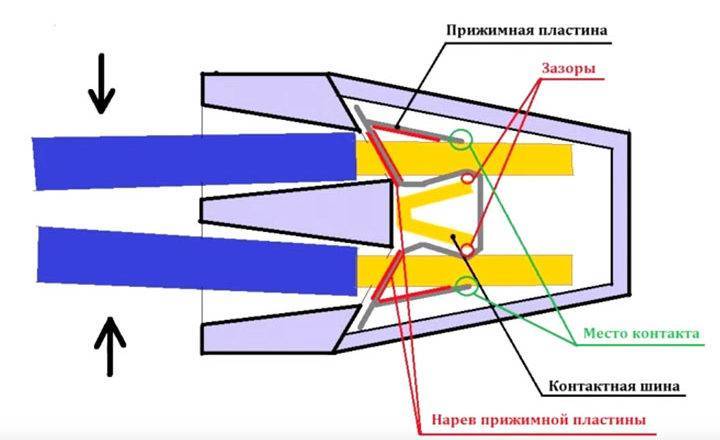
Вот очень наглядное видео, без лишних слов объясняющее данную проблему.
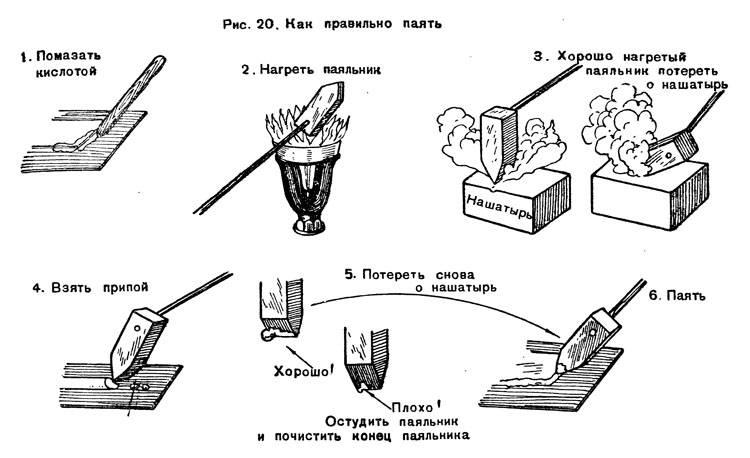
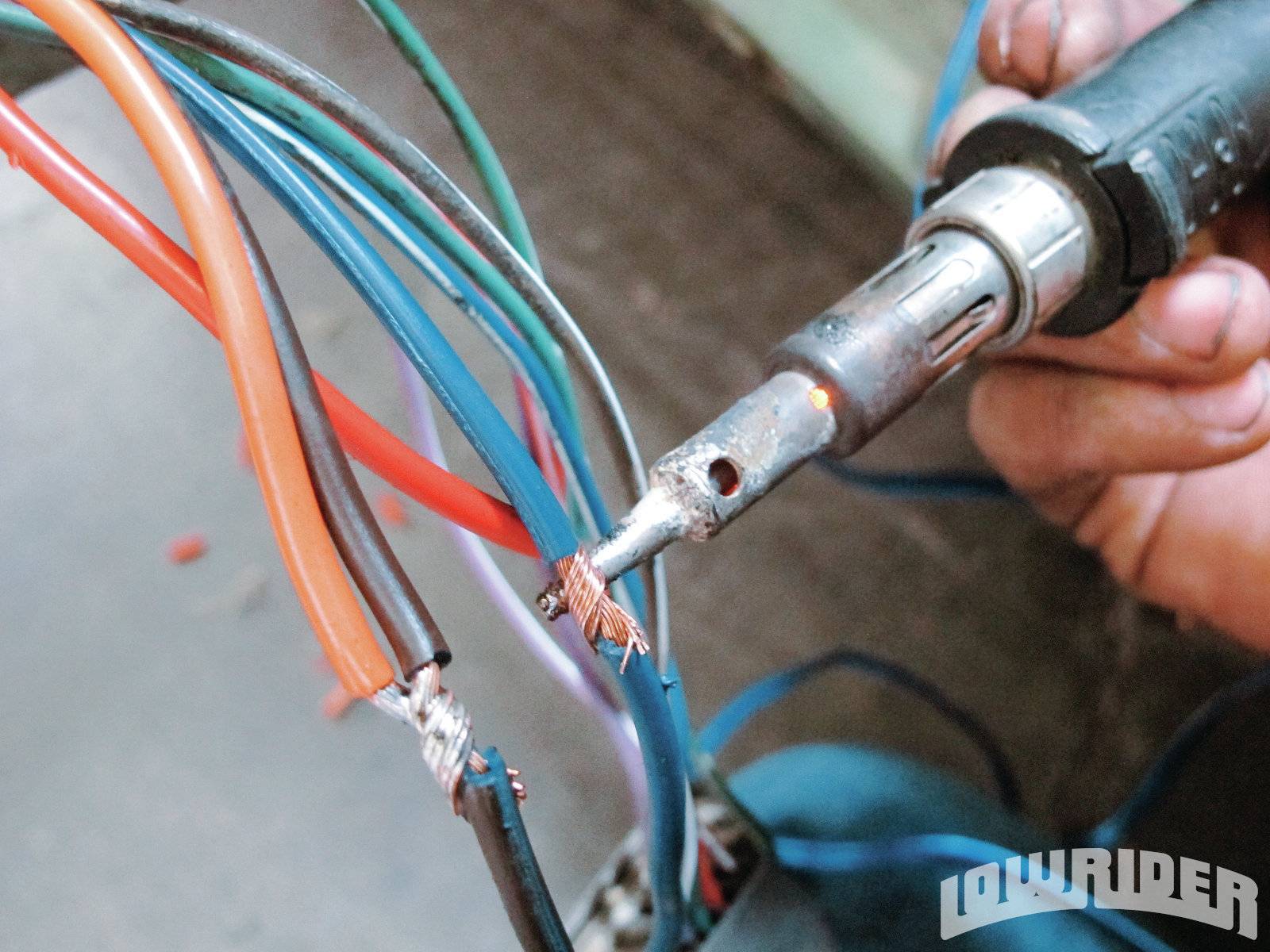
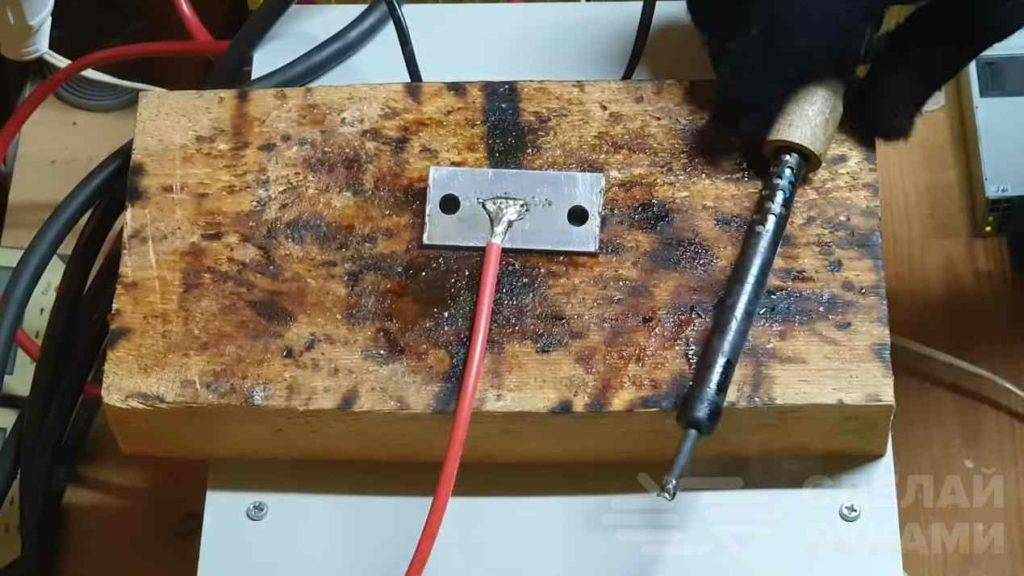
Подготовка нового паяльника
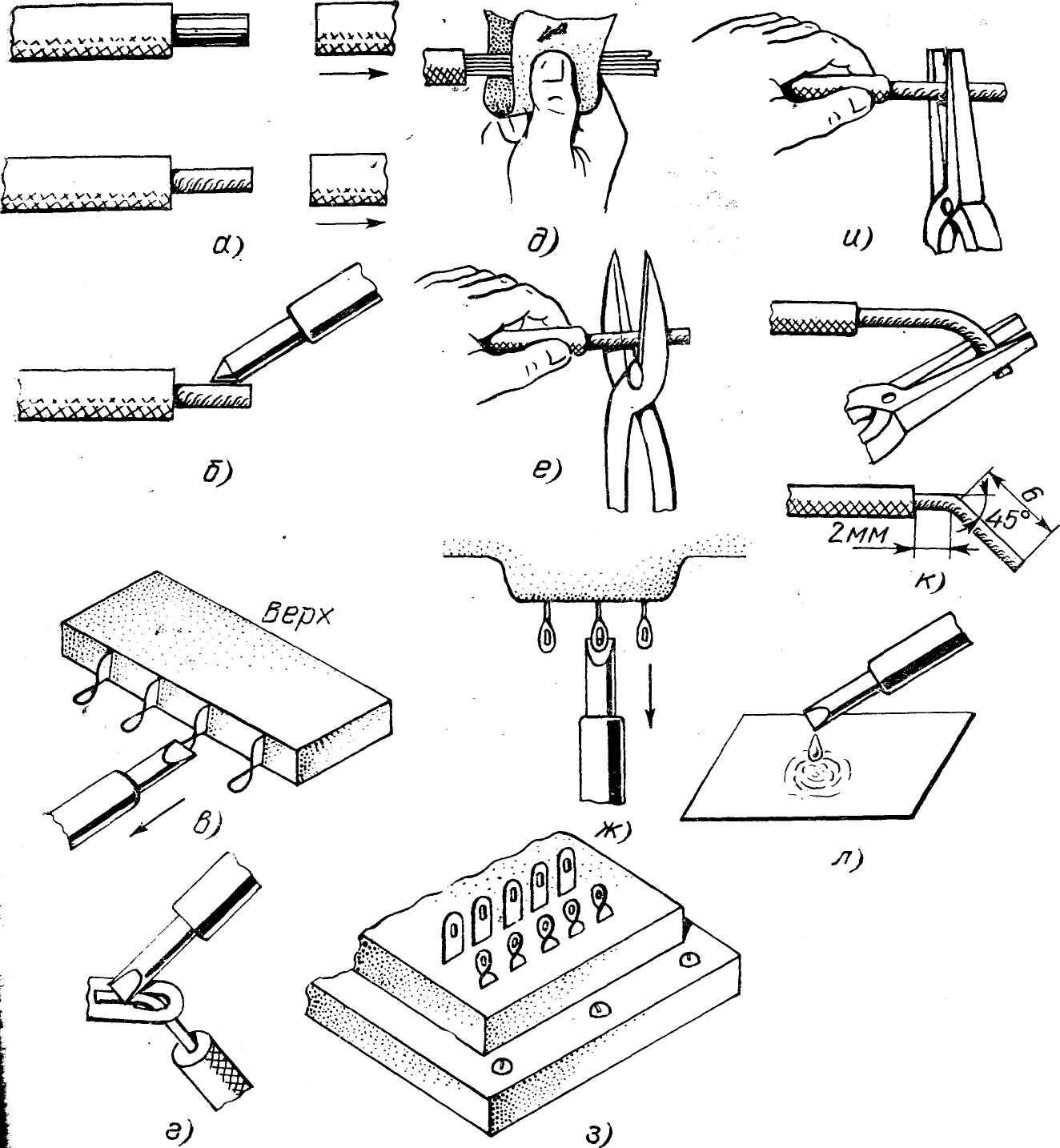
Подготовка паяльника к работе заключается в том, чтобы прокалить его исполнительную часть (жало) до такого состояния, при котором оно сможет полноценно выполнять свои функции.

Дело в том, что у любого паяльного инструмента, только что принесённого из магазина, на жало имеются следы окислов меди (они образуются после длительного контакта с воздухом). Естественно, что этот налёт ухудшает контакт с рабочими составами (припоем и флюсом).
Для достижения этого необходимо предпринять следующие шаги:
- Во-первых, следует тщательно прокалить жало до состояния, пока металл не приобретёт красновато-оранжевый оттенок. С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
- Во-вторых, по истечении определённого времени, когда на поверхности жала появится характерный для меди нагар, следует соскрести его любым острым металлическим предметом.
- В-третьих, очищенное от нагара жало паяльника должно пройти ещё одну операцию, называемую лужением. Для того чтобы качественно залудить наконечники любого типа следует научиться отличать варианты их исполнения.
Ошибка №6 Неправильный подбор флюса.

Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые
советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от
нее лучше.

По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
несколько микрокапелек кислоты.
А она
проникает во все поры, и простое протирание тряпочкой не всегда спасает.
Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со
старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется
соскрябывать все это дело ножиком.
Профессионалы
советуют воспользоваться стиральной резинкой.
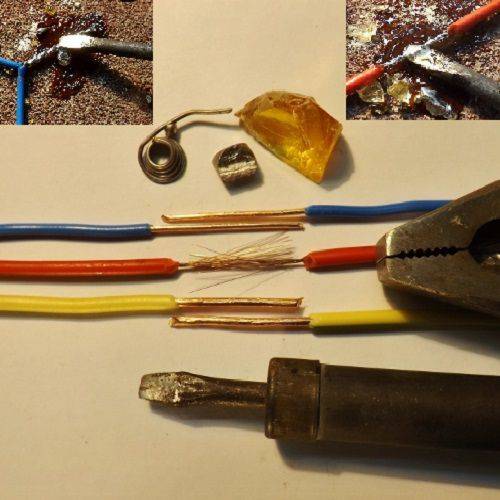
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
активные, содержащие кислоту
нейтральные
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами

Кислота
помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать
короткое замыкание.
Распространенные ошибки и техника безопасности
Использование электронагревательного прибора связано с определенным риском получения травмы. Чтобы этого избежать, надо соблюдать определенные правила:
- Держать паяльник только за ручку, подальше от нагретых металлических частей.
- Провод и вилка не должны иметь повреждений.
- В процессе надо следить, чтобы жало не касалось изоляции сетевого провода или других проводов. которые могут быть под напряжением.
- Подставка должна быть из негорючего материала.
- Помещение должно быть проветриваемым.
- Очень желательно работать в защитных очках, чтобы дым, брызги металла и флюса не попали в глаза.
Защитные очки помогут избежать проблем
Кроме перечисленного, надо соблюдать и другие разумные и очевидные правила безопасности.
Для наглядности смотрите видео.
Научиться паять несложно. Но этот процесс требует аккуратности, усидчивости, а навыки приобретаются в процессе тренировок.



Процесс пайки электропаяльником
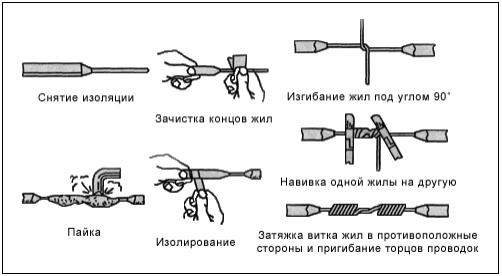
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
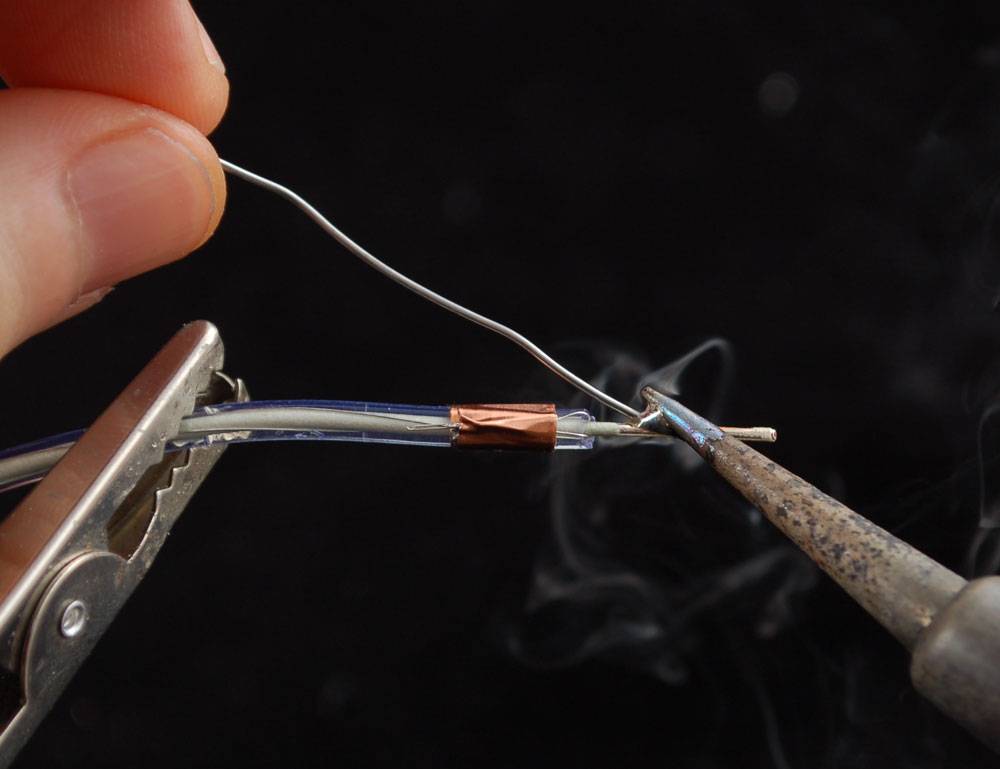
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать Лужение провда
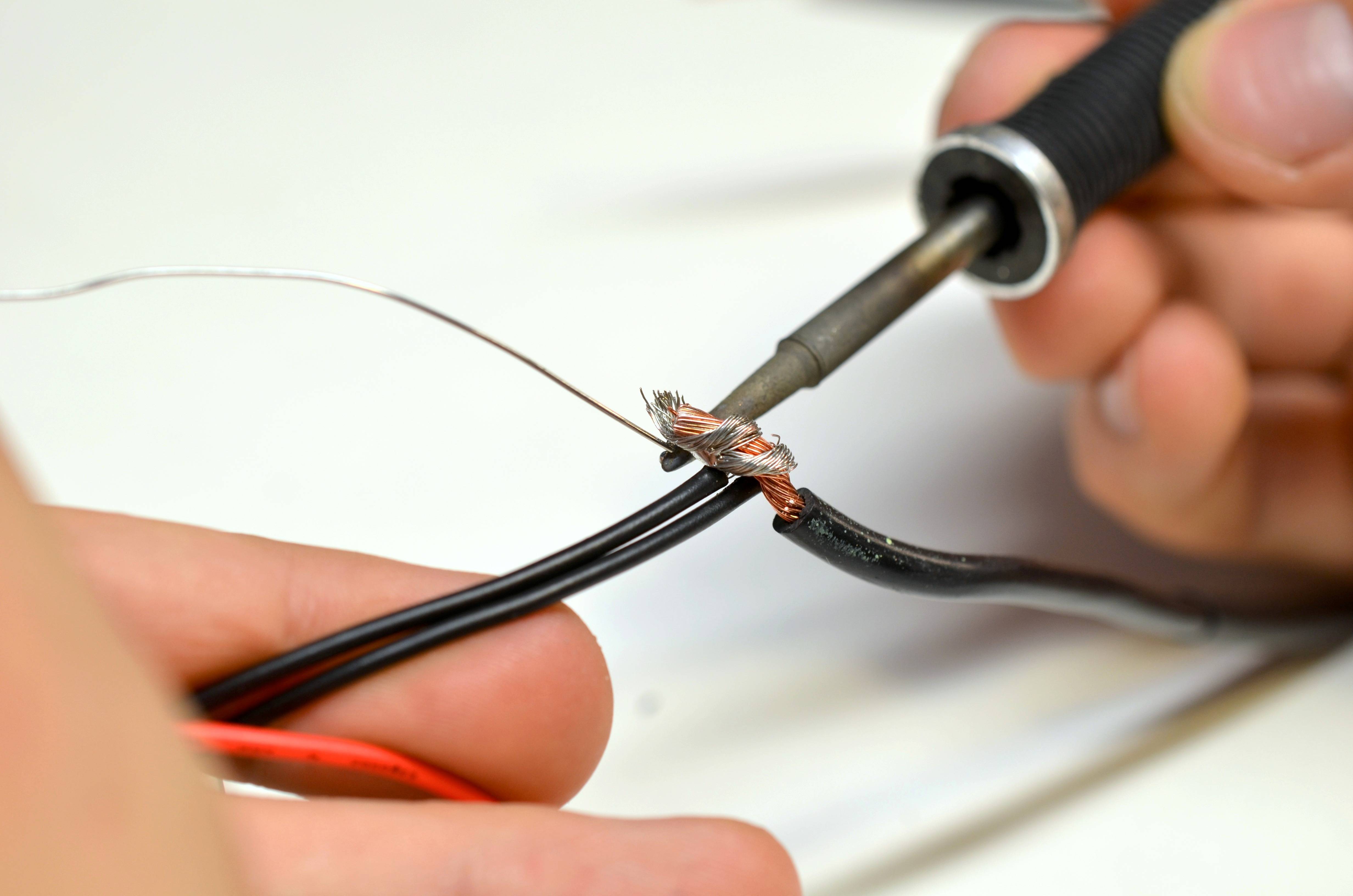
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
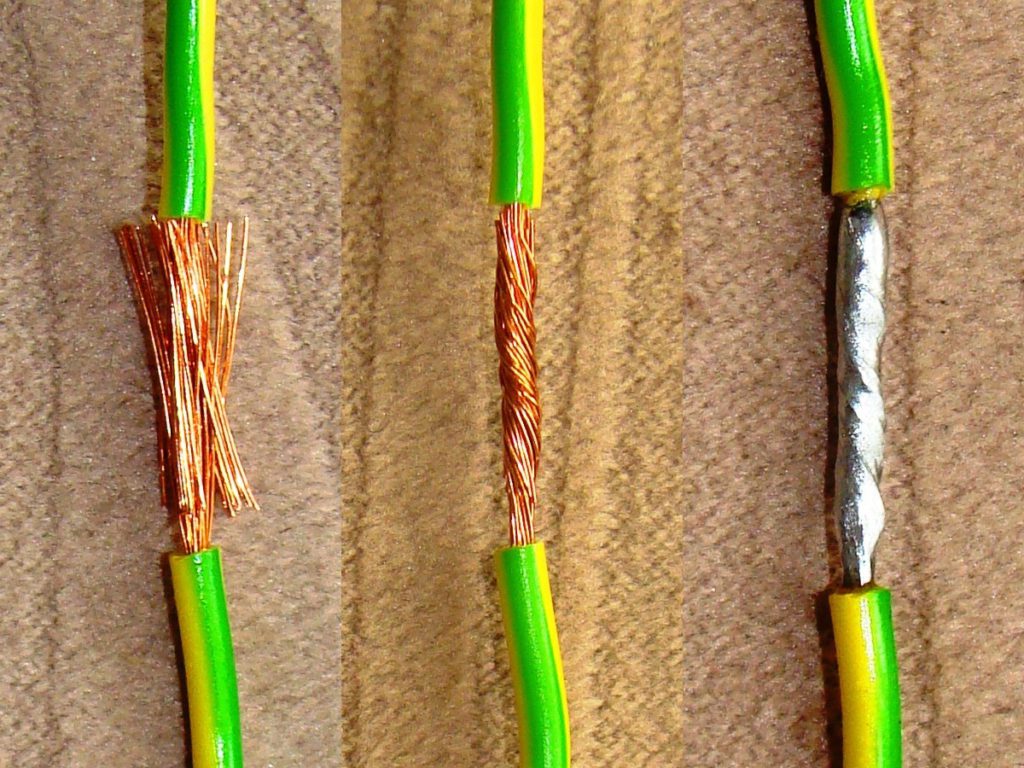
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
← Подключение электрозвонка в квартире, домеКак подключить магнитный пускатель —
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Когда и для чего при пайке используют канифоль
Как правильно паять паяльником с канифолью
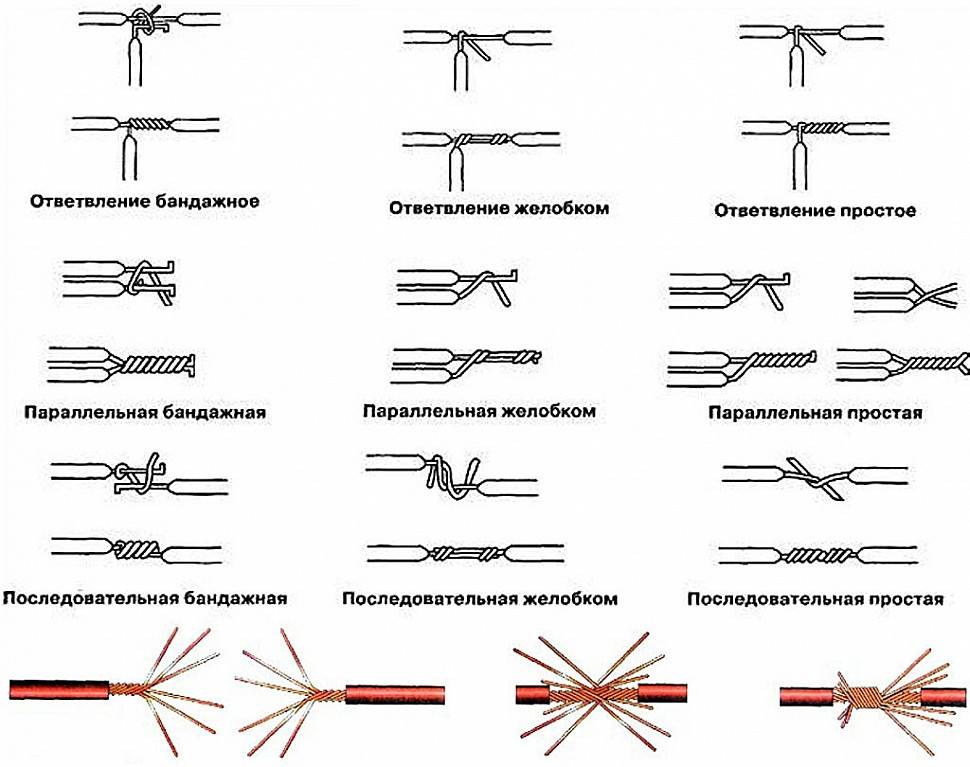
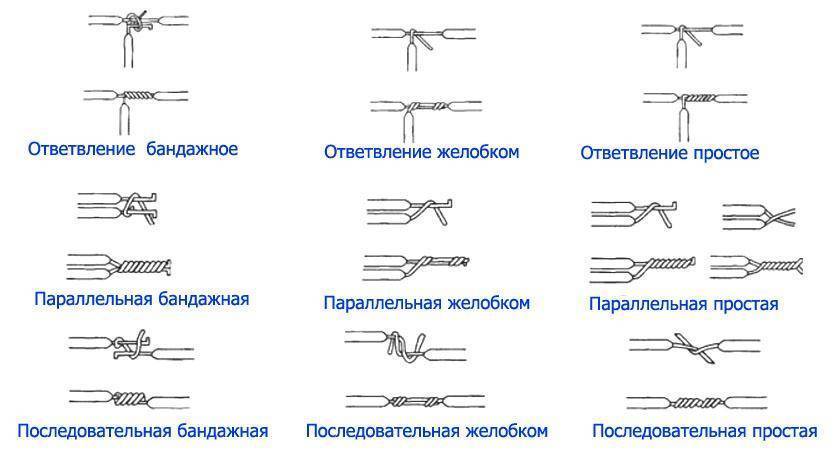
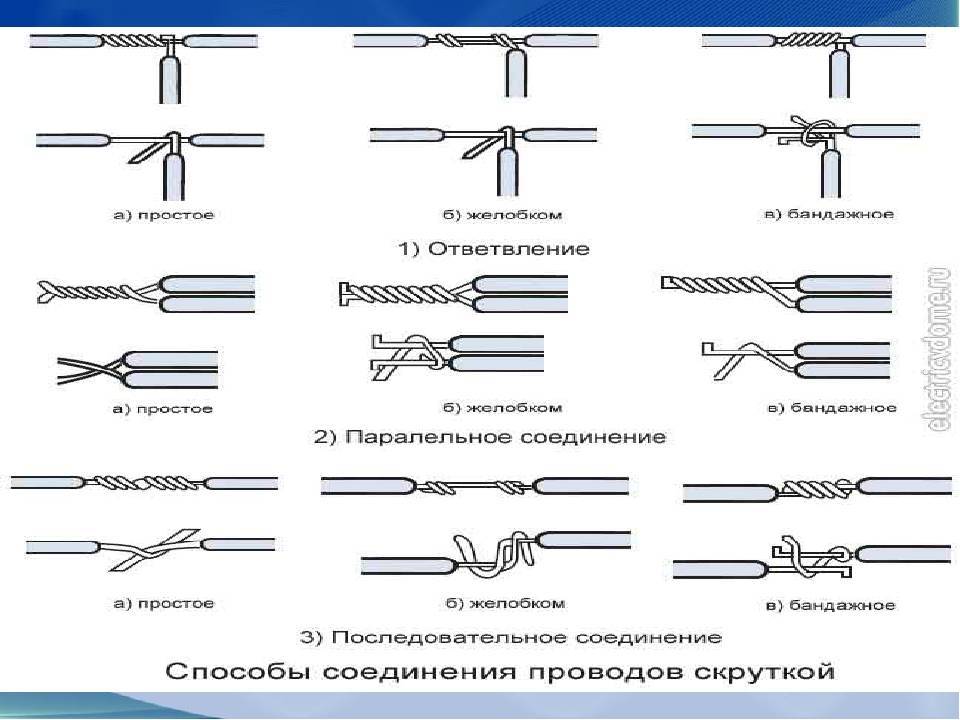
Способы соединения электрических проводов между собой
Как можно соединить провода в распределительной коробке?
Как правильно припаять провода к штекеру наушников?
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.





Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Давайте паять!
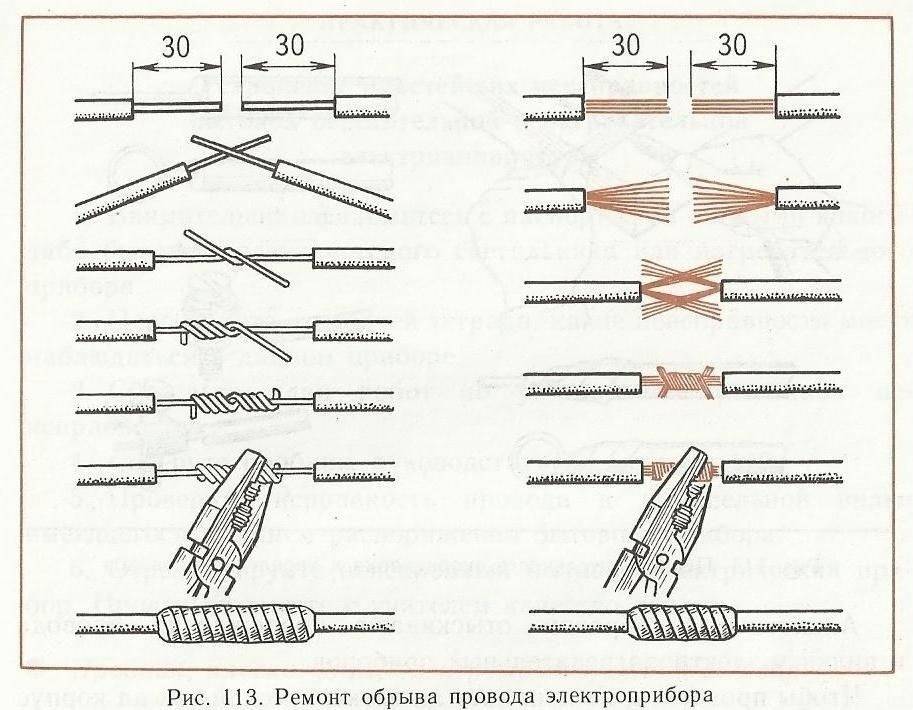
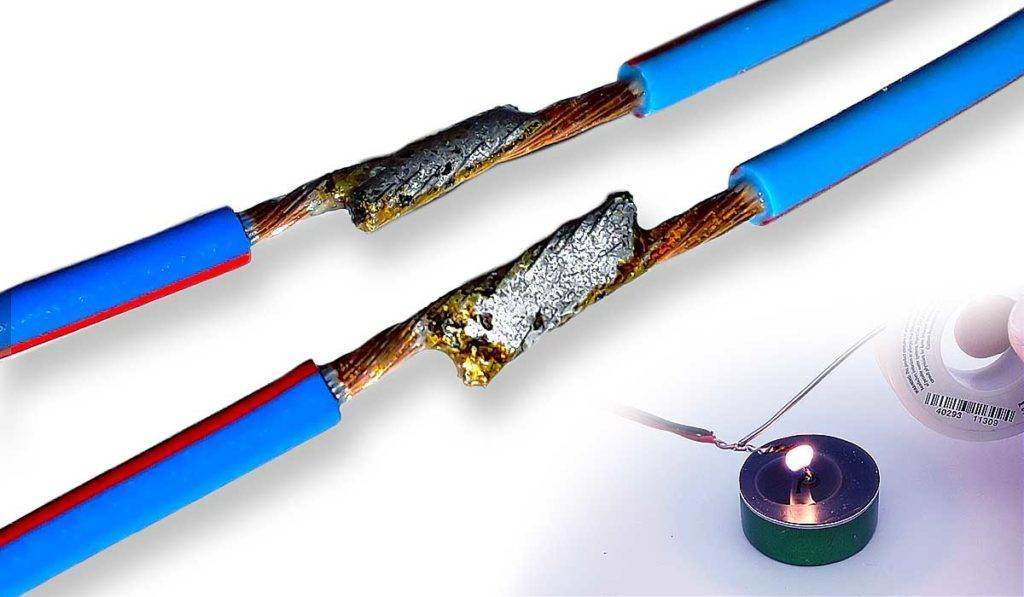
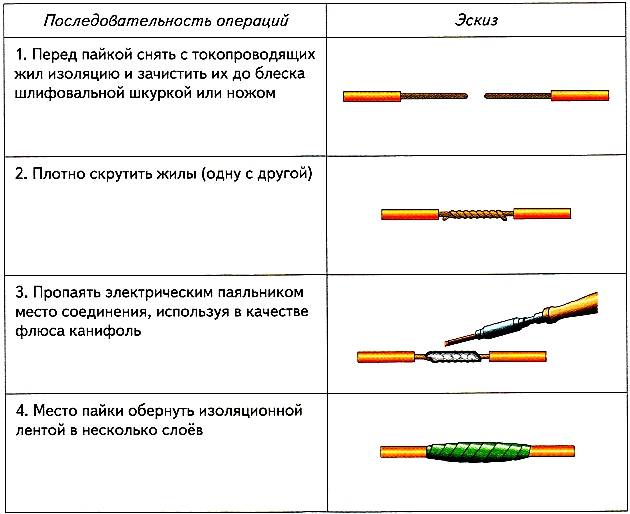
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:
Какие дополнительные инструменты понадобятся при работе паяльником
При работе рассматриваемым инструментом понадобится иметь не только расходные материалы, но еще и вспомогательные инструменты.
Специальная подставка — нужна для того, чтобы не держать разогретый паяльник в руке. Подставку можно приобрести, но ее конструкция настолько примитивна, что она может быть изготовлена самостоятельно. Для этого понадобится отрезок деревянной доски, на которой размещаются опоры из стальной проволоки, изогнутые в виду рожек Напильник или рашпиль — нужен для того, чтобы заточить жало. С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами




Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке Пассатижи или пинцет — при работе паяльником эти инструменты играют важную роль. Ведь при нагревании жилы провода или детали, происходит передача тепла по всей поверхности. Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог
Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог. Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
После объединения деталей посредством пайки могут понадобиться — спирт, если использовались флюсы, изолента или термоусадочные трубки, предназначенные для изоляции участка и его защиты от воздействия внешних факторов.
Возможные проблемы при пайке
Частые ошибки, которых следует избегать:
- Работа под напряжением. Вся электроника должна быть отключена от электропитания. Высокая температура влияет на физические процессы в элементах, что приводит к их выходу из строя.
- Высокий уровень загрязнения. Нужно чистить жало и места обработки, прежде чем начинать и обеспечивать продвижение процесса.
- Механические повреждения паяльника. Из-за них может не достигаться требуемая температура для эффективной работы.
- Использование уже непригодных расходников. Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
Запаять элементы и схемы качественно новичкам сложно, даже если используются самые лучшие инструменты. Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
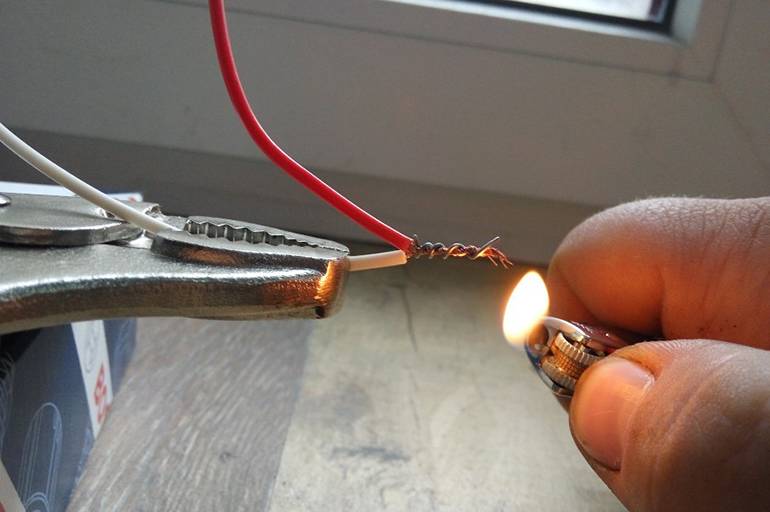
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться. Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.





