

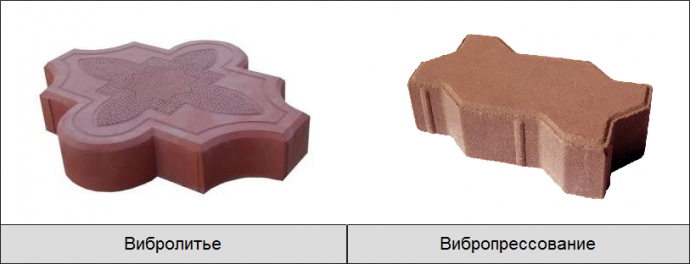
Какая брусчатка лучше: вибролитая или вибропрессованная?
Производится бетонное покрытие методом вибролитья или вибропрессования. Обе технологии позволяют получать определенные свойства от цементного раствора в ходе его застывания. Литье обеспечивает получение покрытия с гладкой поверхностью, которое имеет плотную структуру. Вибропрессование спрессовывает застывающий бетон, делая его структуру менее пористой, более прочной и легкой. Каждый вид покрытия имеет свои достоинства и недостатки. Поэтому нередко потребитель не может сразу понять, какое покрытие ему нужно.
Что лучше вибролитье или вибропрессование? Отзывы показывают, что выбирать покрытие нужно, исходя из особенностей территории, где оно будет укладываться. Дело не в том, какой материал лучше: вибропрессованный или литой. Имеет значение тип покрытия под конкретные условия. Только тогда покрытие будет:
- служить долго;
- ремонтопригодным.
Характеристики «вибропресса»
Преимущества
Высокое качество – главный плюс такой тротуарки. Минимизация влаги увеличивает срок службы материалов до нескольких десятков лет. Изделия допускается использовать и на пешеходных дорожках придомовой территории, и в зонах с интенсивным движением.
Поскольку оборудование стоит дорого, отсеиваются недобросовестные «фабриканты». Выбрать качественные материалы такого типа проще, чем в альтернативном случае.
Дополнительный плюс – шероховатая поверхность. На такой плитке сложнее поскользнуться, она безопаснее.
Недостаток
Минус один – более высокая цена. Но с учетом качества и «долголетия» изделий этим недостатком можно и стоит пренебречь.
Вибропрессованная или вибролитая брусчатка – какая лучше
Вибролитьё
Вибролитьевая тротуарная плитка – пример, пожалуй, идеального ландшафтного покрытия, превосходящего по всем параметрам традиционное, например, асфальтовое.
Производство вибролитой плитки достаточно простое, но требует высококачественного оборудования. Основные этапы его следующие:
- приготовление бетона – смешивание цемента с водой;
- заполнение бетонной смесью плиточных форм;
- помещение форм на виброплатформу;
- набор первичной прочности после вибрирования в течение 48 часов.
Такая плитка, изготовленная и уложенная в соответствии с технологическими требованиями, прослужит без дополнительного обслуживания и ремонта более 10 лет. Главное в этом деле — надежное основание и правильно установленный тротуарный бордюр, который зафиксирует покрытие.
Также вибролитые блоки для покрытия можно изготовить самостоятельно, однако это потребует немалых усилий: приобрести сырье и инструмент, подготовить вибрационную платформу, а затем выполнить все этапы производства. Если вы желаете этим заняться — рекомендуем в первую очередь узнать, как сделать вибростол для тротуарной плитки.
Для производства используется цемент – 100% натуральный компонент, смесь тонко измельченного клинкера и гипса. Клинкер получается методом обжига смеси известняка и глины, поэтому плитка, изготовленная из него – по сути, экологичный искусственный камень, очень похожий на природный.
Вибролитьевые изделия дают широкие дизайнерские возможности благодаря следующим качествам:
- может изготавливаться как имитация натурального камня, кирпича и других материалов;
- ничем не ограниченное количество цветов;
- разнообразие форм, цвета и текстур позволяет выкладывать невероятные узоры, орнаменты и настоящие художественные полотна, вплоть до градиентных.
Вибропрессовка
Вибропрессованная тротуарная плитка чрезвычайно прочна. Идентичность состава бетона, приготовленного в разное время (подготовка бетонной смеси по заранее созданному рецепту полностью компьютеризирована), способствует очень высокому уровню повторяемости качества готовой продукции. В состав бетона входят:
- особо чистый просеянный песок;
- цемент марки не ниже М400;
- щебень мелкой фракции;
- красящий пигмент;
- вода.
Для особых условий эксплуатации могут добавляться: пластификаторы, модификаторы, гидрофобные присадки.
Заводская технология изготовления вибропрессованных изделий обеспечивает точные размеры и приводит к тому, что брусчатка в несколько раз прочнее стандартного монолитного бетона. Такой материал может выдерживать десятилетия жесткой эксплуатации.
Выработка плитки методом вибропрессования
 Процесс изготовления плитки методом прессовки
Процесс изготовления плитки методом прессовки
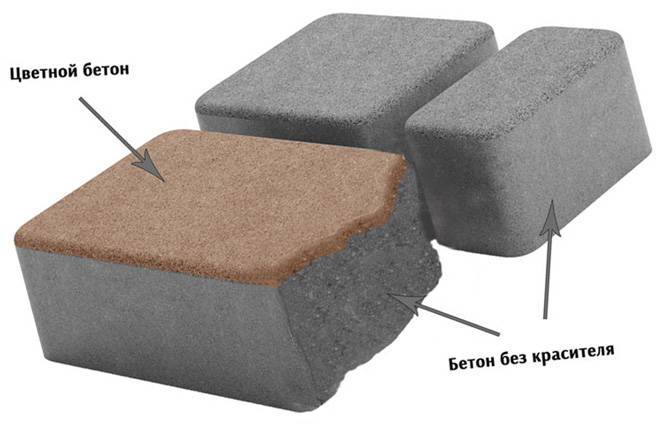
Вкратце описать данную технологию возможно так: раствор помещается в пресс-форму и затем вибрирует в вибропрессе под определенным давлением. Вибропрессование – метода, идеально подходящая для выработки крупных партий материала, потому что данный процесс поддается максимальной автоматизации. Более того, путем вибропрессовки возможно получить двухслойный продукт, а также цветную плитку. Процесс выработки готового материала на оборудовании данного типа проходит в несколько этапов:
- Приготовление раствора. Если плиточные изделия будут однослойного типа – раствор замешивается в одном бетоносмесителе, если в готовом продукте будет два слоя – задействуются два замешивающих смесь агрегата. Пропорции компонентов подбираются в индивидуальном порядке. Состав смеси для производства тротуарной плитки зависит от разных факторов: качества сырья, назначения готовой продукции и так далее. Как только смесь готова – ее тут же переливают в формы и устанавливают в пресс;
- Этап формовки. На формовочном этапе матрица устройства будет плотно прижиматься к площадке агрегата и после того, как пуансон опустится до нужного положения – происходит включение вибраторов. Вибрирующие импульсы будут воздействовать на загруженную смесь, и вызывать ее уплотнение. Процесс формовки не длится слишком долго – обычно через пять минут отформованные изделия полностью готовы, можно выключать пресс и перемещать продукцию на паллеты.
- Этап сушки. Для сушки плитка перемещается в спецпомещения, где его дополнительно обрабатывают, горячим паром. Если возможности сушить изделия паром нет, целесообразно в процессе замеса раствора, использовать специальные добавки для производства плитки, – например, портландцемент.
Подробно посмотреть процесс выработки плиточных изделий по методу вибропрессования можно на видео:
Вибропрессование также делится на два отдельных подвида: гиперпрессовка полусухая и вибропрессовка полусухая.
Рецептура приготовления смеси при полусухом вибропрессовании отличается тем, что компоненты засыпаются в бетоносмеситель в полусухом состоянии и к ним в обязательном порядке добавляется щебенка. Плитка, произведенная по данной методе очень и очень похожа на дикий камень.
При гиперпрессовке смесь уплотняется не при помощи вибрационных импульсов, а за счет воздействия давления. Для производства изделий по данной технологии чаще всего применяется двухсторонний пресс. По отзывам профессионалов, плитка, полученная методом гиперпрессования, отличается повышенной прочностью. Вибропрессование — технология, позволяющая получить продукт максимально устойчивый к температурным перепадам (и холоду и теплу), влаге, механическим воздействиям. ГОСТ на данный продукт позволяет использовать в качестве компонента смеси бетон с пониженным содержанием воды, а потому его производство получается экономичным.
Вибропрессованная тротуарная плитка: особенности процесса производства, состав, преимущества
Сырьевые компоненты такие же, как и у вибролитых изделий, а их пропорции, используемое оборудование, процесс изготовления отличаются. При изготовлении вибропрессованной тротуарной плитки, соответствующей ГОСТу 17608-2017, используется вибропресс.
Основные этапы производства:
- Подготовленную смесь заливают в матрицу;
- Формируют изделие с помощью пуансона;
- Матрицы размещают на конвейере или на поддоне.
Применявшееся ранее пропаривание было исключено из технологического процесса в связи с неэффективностью этого этапа.
Преимущества процесса:

- простая расформовка;
- минимальное присутствие ручного труда;
- возможность изготовления как одно-, так и двухслойного изделия высокого качества.
Разновидность вибропрессования – гиперпрессование. Основное отличие этого процесса – высокое давление пуансона на смесь – до 0,4 МПа (4-х атмосфер). Гиперпрессованные ФЭМ – прочные, с гладкой поверхностью (зимой возможны проблемы со скольжением), низким водопоглощением, практически не поддаются механической обработке.
Сравнение эксплуатационных качеств тротуарной плитки
Элементы ФЭМ, произведенные разным способом, отличаются эксплуатационными свойствами и ценой изделия. При использовании одинакового сырья отличаются даже пропорции бетона, время формирования изделия и качество окрашивания.
Вибролитые фигурные элементы мощения
По технологии двухслойной заливки можно получить характеристики вибролитой тротуарной плитки:
- истираемость – от 0,7 г/см2;
- прочность – в пределах М200 – М300;
- морозостойкость – F150-200 (заявляется производителями, по факту не дотягивает и до 100 циклов);
- водопроницаемость – W4.
Это обусловлено высоким водоцементным соотношением 0,6, необходимым для формирования изделий без давления под собственным весом смеси и вибрациями стола.
Это бюджетный вариант ФЭМ для тропинок, стоянок и зон отдыха. Однако поверхность плитки слишком гладкая и скользкая. Поэтому производители используют рифление, насечки, фигурный орнамент на лицевой поверхности.
Качество вибролитой тротуарной плитки сильно колеблется от производителя к производителю. Так как оборудование для производства довольно простое, такая плитка часто производится в кустарных условиях, о качестве в этом случае не может идти и речи.
При мощении камень легко кроить диском по камню или откалывать кирочкой каменщика. Срок службы облицовки ограничен 5 – 8 годами в зависимости от конкретных условий. Выцветает покрытие еще быстрее, не переносит ударов при зимней очистке тротуаров ото льда.
Вибропрессованная тротуарная плитка
В результате одновременного сжатия смеси пуансоном и вибраций матрицы вибропрессованные фигурные элементы мощения получают характеристики:
- истираемость – 0,21 г/см2;
- прочность – М300 – М500;
- морозостойкость – F300;
- водопроницаемость – W6.
Улучшение свойств обусловлено более низким водоцементным соотношением смеси 0,55. Бетон равномерно распределятся внутри миниатюрной формы-опалубки под давлением пуансона и вибраций.

Вибропрессованная плитка «Старый город».
Работать с камнем легче за счет стабильных геометрических размеров. Однако его сложнее отрезать, отколоть и обработать иным способом. При вибропрессовании лицевая сторона получается шершавой, что увеличивает безопасность пешеходного трафика. При заполнении швов можно использовать дешевый песок, а не кварцевый, так как снижаются требования по его саморасклиниванию. Даже гладкие частицы речного песка цепляются за шершавые стенки, не выдуваются ветром, не вымываются дождем.








Вибропрессованные элементы ФЭМ чуть дороже вибролитой плитки, зато превосходят ее по основным эксплуатационным свойствам.
Гиперпрессованные элементы ФЭМ
При формировании ФЭМ мощными прессами без вибраций гиперпрессованная тротуарная плитка получает характеристики:
- истираемость – 0,4 г/м2;
- прочность – М300 – М650;
- морозостойкость – F300;
- водопроницаемость – W8.
Технология гиперпрессования позволяет дополнительно снизить водоцементное соотношение до 0,45 единиц. Это благоприятно сказывается на водонепроницаемости конструкционного материала и повышении морозостойкости, общего эксплуатационного ресурса.

Ассортимент гиперпрессованной плитки скромнее из-за высокой цены.
Гиперпрессованная тротуарная плитка дороже всего на 10 – 15%, зато служит без разрушения даже в сложных эксплуатационных условиях, имеет меньшую толщину.
Таким образом, при больших объемах мощения вибролитая плитка поможет сэкономить бюджет отделки. Вибропрессованные элементы ФЭМ имеют привлекательный дизайн, прочнее и надежнее, на них не скользит обувь. Гиперпрессованная брусчатка обеспечит максимальный ресурс покрытия, но ее сложно монтировать на извилистых и радиусных участках.
Заявленные характеристики верны только для качественного производства, не зависимо от технологии. Крупные производители, как правило давно присутствуют на рынке, поэтому в качестве продукции можно удостоверится, попросив список крупных объектов на которых использовалась плитка. Или усомниться в качестве, если таких объектов нет.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Источник статьи: http://masterskayapola.ru/trotuarnaya-plitka/kakaya-luchshe-vibrolitaya-ili-vibropressovannaya.html
Секреты производства тротуарной плитки с помощью вибролитья
Дороги и тротуары при помощи брусчатки выглядят намного красивее, чем асфальтированные. Ранее мастера по созданию дорог пользовались необработанным камнем, но он имел острые края, сколы и асимметричную форму. Дорожки, которые выкладывались из такого камня, не приносили удобства. Со временем люди начали придумывать различные методы его обработки, в современном мире популярностью пользуется технология производства тротуарной плитки методом вибролитья.
Производство тротуарной плитки – одна из самых крупных промышленных отраслей, где осуществляют свою деятельность большие заводы и фабрики, а также частные предприятия. Этот результат получился потому, что плитка пользуется огромным спросом.
Технология производства тротуарной плитки — объемное вибропрессование
Методика производства тротуарной плитки
Существуют следующие способы производства тротуарной плитки:
- производство тротуарной плитки методом вибропрессования;
- выполнение изделий вибролитьем.
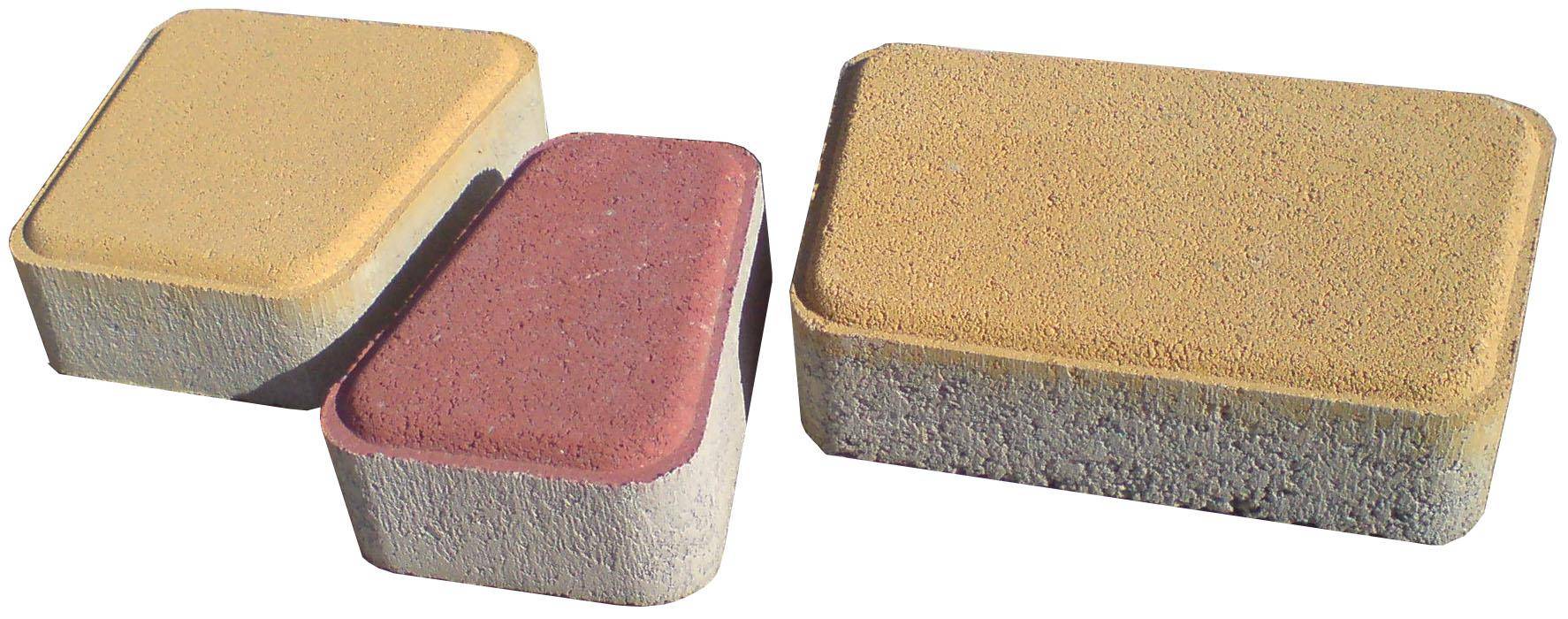
В процессе производства тротуарной плитки методом вибропрессования и вибролитья всегда используется компонент, который отвечает за прочность и долговечность готового изделия. С помощью добавления красителей плитка получается различных цветов.

Технология производства тротуарной плитки вибропрессованием отличается от процесса литья. В этом случае оборудование потребуется сложной конфигурации и функциональности.
Пресс-формы с готовым раствором обязаны находиться в вибропрессе, но в большинстве случаев это условие выполняет технологическая установка. Производство вибропрессованной тротуарной плитки исключает ручной труд, изготовление иного вида очень сложное.
Технология производства тротуарной плитки методом вибролитья потребует механизмы, приобрести их мастера могут по доступным ценам, а некоторые из них специалисты рекомендуют сделать самостоятельно в домашних условиях. Многие предприниматели начинали свою деятельность именно с такого процесса.
Вибролитая плитка
Вибролитая как указано ранее в статье изготавливается при помощи непрерывной вибрации и длительного застывания готовой смеси. При этом готовое изделие имеет гладкую поверхность, что облегчает чистку от снега или грязи. Чтобы верно определить, какая тротуарная плитка лучше вибролитая или вибропрессованная по цветовой гамме, можно посмотреть на достаточно большой выбор вибролитых плиток. Потому как именно у этого изделия самые яркие и разнообразные цвета.

Также вибролитое изделие обладает разной формой, которая прекрасно воплощает в реальность любые идеи на участке.
Изготовление вибролитой плитки в цене гораздо ниже, чем вибропрессованная. Объемы производительства данного изделия всегда гораздо меньше, чем при изготовлении другой. Оборудование для изготовления именно такой плитки также стоит недорого и каждый день появляется все больше новых компаний, которые выпускают более новое оборудование, что дает большую конкуренцию и уменьшение цен на данные изделия.
Вибропрессование — современный метод производства брусчатки

Из того же самого исходного сырья (цемент, песок, гравий, модификаторы и вода) на современных производствах выпускают тротуарную плитку методом вибропрессования. Метод очень похож, но применение автоматики позволяет поставить выпуск продукции на поток:
- Автоматика точно дозирует состав бетонной смеси.
- Фигурные формы заполняют полусухим составом — меньше воды, короче время твердения.
- В пределах партии все плитки получаются одинаковой толщины .
- Вибропресс уплотняет бетонную смесь совместным воздействием статической и динамической нагрузки, что снижает вероятность образования полостей и других дефектов формовки.
- Простая расформовка заготовок.
- Возможно изготовление одно- или двухслойных изделий с более высоким прочностными характеристиками.
- Поточное производство с минимальным присутствием ручного труда дает возможность выпускать большие партии товара.
Налицо явное преимущество брусчатки, полученной методом вибропрессования.
Состав бетона
С помощью состава бетонного раствора есть возможность определить эстетику готового покрытия и эксплуатационные особенности изделий. Тротуарной плиткой пользуются не только в частных загородных домах для сооружения дорожек, но и при оформлении городских улиц.
Бетонный раствор, из которого будет изготовлена плитка, обязан соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия обязаны производиться из мелкозернистого и тяжелого бетона, обладать прочностью. А также они обязаны быть надежны в эксплуатации при низких температурах и поглощать влагу.
Состав для смеси тротуарной плитки, которая производится вибролитьем, имеет отличие – огромное число заполнителя, в качестве него часто используют щебень. В таком случае размер зерен принимается от 5 до 20 мм. Производство этим методом предусматривает присутствие подвижности раствора, поэтому здесь присутствуют эффективные стабилизаторы и пластификаторы.
Основные пропорции по этой технологии очень похожи с рецептом тяжелого бетона. Если имеются особенные формы, то плитку мастера могут изготовить запросто самостоятельно. Это относится и к раствору, который специалисты замешивают гравитационным смесителем.
Технологии производства
Вибростол для плитки
Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине.
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.
С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины.
К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков.
На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить.
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог: Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.








Источник
Сравнение характеристик
Сравнение эксплуатационных качеств тротуарной плитки
Изготовление брусчатки в домашних условиях
Оборудование
Чтобы самостоятельно открыть линию по производству брусчатки, потребуется такое оборудование:
- вибростанок;
- бетоносмеситель;
- формы из пластика;
- резервуары для хранения компонентов сырья;
- емкость для приготовления смеси;
- киянка;
- лопата;
- мастерок;
- уровень.
Главная задача на этапе организации производства – правильно выбрать формы для заливки смеси. Именно от качества форм будет зависеть вид готовых изделий.
В целях экономии можно сделать формы самостоятельно. Для их изготовления можно использовать пластиковые емкости, металлические обрезки или деревянные доски. Однако каждый раз перед заливкой смеси такие формы нужно будет смазывать, чтобы изделие легче было извлечь.
Для смазки подойдет машинное масло, олифа или даже средство для мытья посуды. Например, можно перемешать машинное масло (30 г) с теплой водой (500 мл) и жидким мылом (1 ч. л.). Эту смесь можно использовать для смазывания внутренней поверхности форм.
Число форм зависит от масштабов производства. Необходимо приобрести или сделать хотя бы столько форм, сколько умещается на поверхность стола. Чтобы процесс производства происходил быстрее, умножьте это количество на 2. Поскольку материал застывает долго, во время приготовления одной партии можно будет сделать другую.
Каких видов бывают формы для брусчатки
Для уплотнения раствора и удаления из него воздуха используется специальный станок. Если объемы производства небольшие, вибрации можно осуществлять вручную, с помощью постукивания киянкой по поверхности стола. Однако гораздо удобнее и быстрее использовать специальное оборудование, цены на него достаточно приемлемые и быстро окупятся. К примеру, стоимость станка (вибростола) составляет от 14 тыс. руб.
Себестоимость производства
Чтобы сделать 1 м2 брусчатки, понадобится 0,06 м3 бетонного раствора. Начальные расходы составляют около 150 тыс. руб. Себестоимость изделий – примерно 200-250 руб. за 1 м2, в то время как рыночная цена колеблется от 300 до 400 руб. за 1 м2. Чтобы повысить рентабельность производства, можно не только изготавливать материал, но и предоставлять услуги по его доставке и укладке.
Основные этапы технологического процесса
Как же делают брусчатку:
- Песок и цемент перемешивают. В воду добавляют пигмент и пластификатор, перемешивают. Воду вливают в сухую смесь, замешивают, чтобы получить вязкую консистенцию. Чтобы цвет брусчатки был более ярким и чистым, пигмент можно добавить не на этапе смешивания компонентов, а уже после того, как массу поместили в формы, и она немного застыла. Материал посыпают красящим веществом и аккуратно втирают его металлической гладилкой.
- Формы раскладывают на вибростоле, смазывают и заполняют раствором. Чтобы изделия вышли более прочными, их следует армировать с помощью металлических прутьев.
- Вибростол включают на несколько минут, чтобы раствор распределился равномерно. Если нет вибростола, постукивают по обычному столу киянкой.
- Смесь оставляют на 24 часа, чтобы она застыла. При высокой влажности воздуха время застывания увеличивают до 72 часов.
- Изделия вынимают из форм, выкладывают под навес для сушки на 7-10 дней. Если погода жаркая, брусчатку необходимо брызгать водой, чтобы она не потрескалась.
- Когда брусчатка высохнет и изменит окраску, ее можно использовать для укладки.
На видео рассказывается о том, как осуществляется изготовление брусчатки своими руками, на примере тротуарной плитки:
https://youtube.com/watch?v=Y48zCUd527E
Необходимый стройматериал и оборудование
Чтобы сделать тротуарную плитку необходимо использовать качественные компоненты
Рассмотрим особенности и важность каждого компонента. . Цемент. Основой тротуарной плитки является цемент
Для производства используется марка 400. Приоритет отдается М500. Этот показатель указывает на прочность сжатия
Основой тротуарной плитки является цемент. Для производства используется марка 400. Приоритет отдается М500. Этот показатель указывает на прочность сжатия
Цемент. Основой тротуарной плитки является цемент. Для производства используется марка 400. Приоритет отдается М500. Этот показатель указывает на прочность сжатия.
Цемент М500 позволит изготовить материал с такими свойствами:
- Водостойкость.
- Прочность.
- Морозостойкость.
Важно! Используйте только свежий цемент. Покупайте цемент там, где он хранится в сухом и теплом складе. Свежесть проверить просто: возьмите горстку сухого цемента в ладошку и сожмите ее
Если он просочится сквозь пальцы, значит, он высокого качества
Свежесть проверить просто: возьмите горстку сухого цемента в ладошку и сожмите ее. Если он просочится сквозь пальцы, значит, он высокого качества.
Наполнитель. В состав смеси обязательно включается наполнитель.
Для приготовления брусчатки может использоваться такой наполнитель:
- Щебень мелкой фракции.
- Отсев.
- Шлак.
- Песок фракции до 0,6 мм.
- Галька.
Важно! Песок не должен иметь примеси глины и других элементов. Вода
Для приготовления смеси применяется проточная вода из крана. Недопустимо брать жидкость из открытых водоемов.
Вода. Для приготовления смеси применяется проточная вода из крана. Недопустимо брать жидкость из открытых водоемов. 
Пластификатор. Используется для достижения следующих целей:
- Облегчения приготовления раствора.
- Сокращение расхода жидкости.
- Сокращения расхода цемента.
- Придания смеси необходимых свойств: пластичность, прочность и прочее.
- Придание готовой плитке особых свойств: морозостойкость, влагостойкость, низкий коэффициент истирания.
Пластификатор бывает в сухом виде или готовом. Покупаете доступный для вас. Большой популярностью пользуются такие составы, как Полипласт СП-1, Вестпласт, Master Silk, Plastimix F. Домашние мастера часто приобретают Суперпластификатор С-3.
Краситель. При базовом исполнении полученная брусчатка имеет серый цвет. При желании покрасить ее, используются органические или минеральные пигменты. Натуральные создают матовый окрас, искусственный – яркий и устойчивый цвет к перепаду температуры воздуха и химсоединений.Фиброволокно. Выполняет роль армирования. Значительно увеличивается прочность готового изделия. Идеально подойдет полипропиленовая фибра. 
Смазка для формы. Без нее изъять заготовку из формы будет очень сложно.
Еще форма может смазываться:
- Отработанным моторным маслом.
- Мыльным раствором.
- Растительное масло.
Важно! Также практикуется раствор из соли. Но спустя время на поверхности могут быть соляные разводы. Поэтому лучше использовать недорогой мыльный раствор
Поэтому лучше использовать недорогой мыльный раствор.
Что касается оборудования, то необходимо подготовить следующее:
- Бетономешалка. Необходима для смешивания всех компонентов смеси в определенных пропорциях. При ее отсутствии все работы выполняются вручную при помощи кельмы и лопаты. Процесс этот трудоемкий, поэтому лучше арендовать на время бетономешалку.
- Вибростол. Необходим для удаления из формы с раствором воздуха и пустот. Также раствор равномерно заполняет все пространство внутри формы. Сделать его можно самостоятельно. Необходима плита и металлическая рама. Также используется пружина и вибродвигатель. Пружины фиксируются к столешнице и при помощи двигателя столешница вибрирует. Есть технология и без вибростола, но результат может быть хуже.
- Формочки. Их можно купить готовыми из силикона, пластика, полиуретана и прочее. С целью экономии можно изготовить формы тротуарной плитки своими руками.
- Ведро, тазик и другая емкость для приготовления смеси.
Для выполнения работ, также необходим сопутствующий инструментарий:
- Резиновые перчатки.
- Сухая ветошь.
- Кисточка.
- Лопата.
- Мастерок и другое.
Самостоятельное производство: за и против
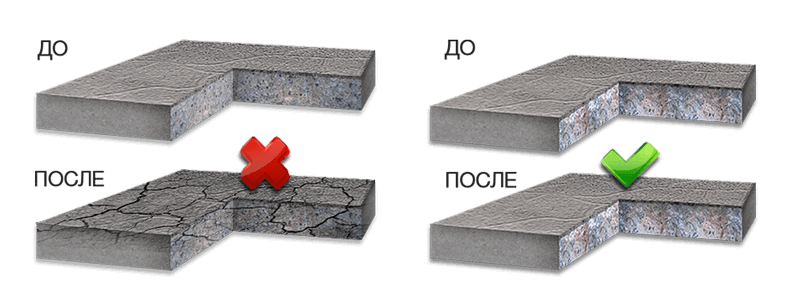
Методика двойной заливки позволяет сделать лучше характеристики эксплуатации, которыми наделена тротуарная плитка, сделанная способом сухого прессования:
- надёжность;
- стираемость:
- устойчивость к морозам;
- водопроницаемость.
Качество блоков зависит от того, как точно соблюдено производственная технология.
- Стоимость изделия 300х300х50 превосходит цену вибролитых тротуарных плит практически вполовину, а вибропрессованных — на 15-20%.
- На сухопрессованных плитах не скользит обувь.
- Изделия имеют красивый дизайн.
- Могут выдержать высокие нагрузки при меньшей толщине.
- Брусчатка, когда станок вибропрессовки употреблялся для изготовления, не разрушается в сложных эксплуатационных условиях.
Форма для производства блоков
Сделанная таким вариантом вибропрессованная брусчатка с названием «Древний город» различается немалым количеством заполнителя. Сухопрессованная плитка позволяет применять мелкофракционный щебень.





При изготовлении брусчатки собственноручно нужно отойти в сторону от технологии изготовления в очень большом масштабе.
- Повышение подвижности состава смеси в форме понижает интенсивность вибрации.
- В состав раствора в первую очередь вводить водный ингибитор.
- Соотношение заменителя, входящего в состав бетона, прямо пропорциональна цементному расходу.
Самостоятельное изготовление плит
Собираясь собственноручно делать брусчатку, нужно продумать все мелочи, сосчитать стоимость оборудования и материалов, приготовить место для хранения и сушки изделий.
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?

При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.

Статистика ремонтов дорожного полотна показывает, что дороге из вибропрессованной плитки 1-й ремонт потребуется не менее, чем 25 лет, тогда как для литой межремонтный период составляет 5-10 лет. При этом только 20-30 % прессованных элементов дороги потребуют замены, тогда как у литых изделий этот показатель достигает 70-80%.
Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.
Вибролитье или сухопресс: что лучше?
Принимая решение купить, скажем, тротуарную плитку, люди сталкиваются с некоей дилеммой между двумя совершенно разными технологиями. И вполне логично, что в первую очередь у них возникает вопрос: какая плитка лучше – вибролитая или сухопрессованная? Дать однозначный ответ на этот вопрос просто невозможно. Дело в том, что эксплуатационные характеристики тротуарной плитки определены ГОСТом, и та плитка, которая этим требованиям соответствует, и будет лучшей. А вот добиться такого соответствия можно обеими технологиями
Так чем же руководствоваться и на что же обратить внимание в первую очередь? Процесс производства Для начала немного о технологии. Сухопрессованная плитка получается методом засыпки готовой сухой смеси (с небольшим количеством воды) в металлические формы с последующим прессованием под давлением
Этот способ высокопроизводителен, поскольку допускает высокую степень автоматизации производства. Вибролитую плитку изготавливают методом заливки раствора в пластиковые формы с последующим вибрированием на вибростоле и выдерживанием в течение суток. Так как возможность автоматизации отсутствует, этот способ имеет меньшую производительность, что в некоторой степени сказывается на стоимости. Характеристики продукции Сухопрессованная плитка: 1. Используемый бетон имеет низкое водоцементное соотношение, что обеспечивает хорошую морозостойкость и высокую прочность и оптимизирует расход цемента. 2. Изделия имеют идеальную параллельность поверхностей и строгую геометрию формы. 3. Сухопрессованная плитка имеет шершавую поверхность, что особенно удобно при мощении остановок (участков разгона и торможения транспорта) и складов. 4. Сухопресс, в отличие от вибролитья, сохраняет свою цветовую насыщенность в течение всего срока службы, а он составляет не менее 25 лет. Однако дефицит воды не позволяет красителям растворяться качественно для получения чистого и яркого цвета, который достигается методом вибролитья. 5. Поверхность такой плитки можно полировать, шлифовать и т.д. Вибролитая плитка: 1. Изделия не имеют идеальную параллельность поверхностей. 2. За счет высокого водоцементного соотношения морозостойкость изделий уменьшается. Но эта проблема решается применением пластификаторов и модификаторов, однако этот фактор увеличивает себестоимость продукции. 3. Вибролитая плитка в меньшей степени подвержена крошению, в отличие от сухопрессованной. 4. Полученная литьевым методом плитка имеет гладкую лицевую поверхность, насыщенный и яркий цвет. 5. Срок службы – 10-15 лет. Так какой плитке отдать предпочтение? Сказать однозначно, что такая-то плитка лучше, а такая-то хуже, было бы неправильно. Оба вида имеют неоспоримые преимущества, поэтому выбор, в первую очередь, должен основываться на вкусовых предпочтениях потребителя. Что обычно выбирают? Сухопресс идеально подходит для крупных промышленных объектов, поскольку производительность у него выше, а укладка проще, что, соответственно, сокращает расходы. По этой же причине сухопрессованную плитку выбирают для мощения городских территорий, больших площадей, складских помещений, терминалов и т.п. Элитную вибролитую плитку, как правило, выбирают индивидуальные застройщики, владельцы кафе и ресторанов с летними площадками, для обустройства территории перед магазином т.д., другими словами, для небольших площадей. Теперь понятно, почему менеджеры компаний по производству тротуарной плитки не берутся давать советы – чтобы Вы ни выбрали, ваш выбор в любом случае будет правильным!
Источник статьи: http://evrobruk.prom.ua/a135317-vibrolite-ili-suhopress.html





