

Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.
Этапы формирования профиля:
По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Для чего на сталь наносят слой цинка
При эксплуатации в повышенной влажности воздуха (например, любой автомобиль) происходят первые коррозийные этапы. Оцинкованное покрытие может предотвратить это. Объяснение следующее: элемент в растворе, которым покрывается поверхность, создает со стальным изделием гальваническую пару, среди которой доминирующее значение будет у первого вещества, так как отрицательных электронов в заряде у него больше. При химических процессах окисления (реакция все же происходит) страдает этот верхний слой, но никак не сама сталь, фактически пропитка берет удар на себя. Но так как любая защита имеет тенденцию к разрушению, то и у оцинковки есть срок годности. Занимает он продолжительное время. А если и будет небольшая брешь, то при соприкосновении с водой произойдет еще одна реакция, где на ее месте появиться гидроксид цинка, который выполняет те же барьерные функции. Кроме барьера от взаимодействия с влагой и воздухом, раствор защищает от электрохимического влияния.
Ванна оцинкованая хозяйственная, 40 л, ГОСТ

Завершает наш обзор оцинкованных ванн хозяйственная модель на 40 л, которая представляет собой овальную ванну с серебристым цветом и компактными габаритами. Изготовлена из прочного металла с цинковым покрытием, она обладает высокой прочностью и долговечностью. Её объем составляет 40 литров, что может ограничивать использование для более длительных ванных процедур. Однако, данная модель компактна и удобна в транспортировке и установке. Достоинствами ванны являются прочность, надежность и овальная форма, обеспечивающая комфортное пространство. Однако, ограниченный объем, которые вмещают в себя эти ванны оцинкованные, может быть недостатком для некоторых пользователей.
Ванна оцинкованая хозяйственная, 40 л, ГОСТ
Достоинства:
- Прочность и долговечность благодаря металлическому корпусу и цинковому покрытию
- Компактные габариты, удобные для транспортировки и установки
- Овальная форма, создающая комфортное пространство
Недостатки:
Ограниченный объем ванной
Оцинкованные ванны являются популярным выбором для многих семей и домовладельцев, их практичность и надежность делают их идеальным решением для различных задач. Они обладают высокой степенью защиты от коррозии благодаря покрытию из цинка, что обеспечивает долговечность и сохранение привлекательного внешнего вида.
Оцинкованные ванны доступны в различных объемах и формах, позволяя выбрать подходящий вариант для конкретных потребностей. Они просты в уходе и обслуживании, и в то же время обладают высокими показателями качества. В общем, оцинкованные ванны являются надежным и удобным выбором для обеспечения комфорта и функциональности в ванной комнате.
4 Параметры домашнего гальванического цинкования
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
Некоторые “предмонтажные” правила
Установку стальной ванны своими руками можно начинать только после завершения работ по устройству пола. К этому моменту должна быть выполнена гидроизоляция, выровнен уровень пола и уложено напольное покрытие.
В старых домах пол в ванной делали с уклоном в 1-2% от двери, ссылаясь действующий СниП, согласно которому направление уклона располагали таким образом, чтобы сточные воды при отведении в каналы не пересекали проходы.
Современные действующие нормы требуют лишь наличие порога между ванной и коридором, который должен быть не ниже 2 см. Такое препятствие при площади комнаты в 3-4 кв.метра способно удерживать до 50 литров воды.
В идеале все же лучше обустраивать пол в ванной, предусматривая равномерный перепад уровней, который составляет 2 мм на каждый метр длины
Перед тем как установить стальную ванну необходимо проверить состояние канализационной системы. Обнаружив и исправив неполадки, вы предупредите себя от неприятностей после завершения монтажа, которые можно будет устранить лишь демонтировав систему.
Размещать конструкцию нужно так, чтобы иметь возможность без труда подключиться ко всем необходимым коммуникациям.
Стальные ванны прямоугольной формы чаще всего устанавливают на подставки, входящие в комплектацию изделия, материалом для их изготовления которых выступает оцинкованная сталь, обладающая повышенной устойчивостью к воздействию влаги
Модели нестандартной изогнутой формы нуждаются в более надежной фиксации, роль которой могут выполнить входящие в комплект опоры и дополнительно сооруженный каркас.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.










Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое (“чешуйчатое”) покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. “Холодное” покрытие может прослужить дольше, чем “горячее”, в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
Зачем нужна оцинкованная ванна
Оцинкованные ванны имеют несколько преимуществ, которые делают их популярным выбором для различных целей. Вот некоторые основные причины, по которым оцинкованные ванны могут быть полезными:
- Прочность и долговечность. Оцинкованная сталь, используемая для изготовления ванн, обладает высокой прочностью и стойкостью к воздействию влаги и химических веществ. Это делает оцинкованные ванны долговечными и устойчивыми к коррозии, что означает, что они будут служить вам долгие годы.
- Легкость ухода. Оцинкованные ванны обычно легко чистятся и моются. Поверхность с покрытием из цинка обладает гладкой текстурой, что упрощает удаление загрязнений и пятен. Это делает их практичным выбором для использования в бытовых условиях.
- Экономичность. Оцинкованные ванны обычно доступны по более низкой цене по сравнению с другими материалами, такими как чугун или акрил. Это делает их более доступными для широкого круга потребителей.
- Универсальное использование. Оцинкованные ванны могут использоваться как для принятия ванны, так и для других целей, таких как стирка белья, купание детей или хозяйственные задачи. Прочность и стойкость оцинкованных ванн делают их универсальным решением для различных нужд.
- Эстетическое привлекательность. Оцинкованные ванны обладают своим собственным стилем и эстетическим очарованием. Их серебристый цвет придает им классический и элегантный вид, который может вписаться в различные дизайны ванных комнат.
Оцинкованные ванны являются практичным и экономически выгодным выбором для тех, кто ищет прочную и функциональную ванну. Они предлагают преимущества прочности, долговечности, легкого ухода и эстетической привлекательности, делая их популярным выбором для многих домов и помещений.
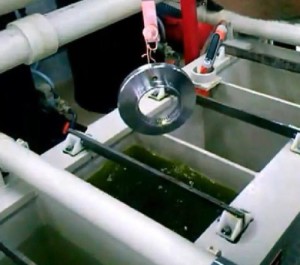
Категории ванн
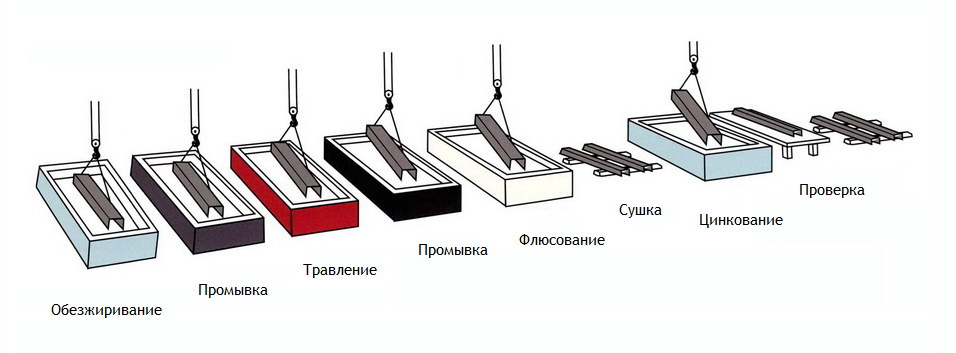
Горячее цинкование металлических заготовок и продукции осуществляется в специально оборудованном цехе. Ванны для предварительной обработки изделий расположены последовательно, в соответствии поэтапным порядком обработки деталей. Такая компоновка предполагает сокращение времени на нахождение металла в воздушной среде, соответственно качество защитного покрытия улучшается.
Для цинкования металла используются ванны двух категорий:
- резервуары для предварительной обработки – предназначены для очистки металла от различных загрязнений, нанесение тонкой пленки с целью улучшения адгезии. В стандартном цехе используются ванны обезжиривания, промывки, травления, флюсования и другие необходимые емкости;
- ванны для выполнения основных операций – используются для нанесения защитного покрытия. К таким емкостям предъявляются особые требования.
Стандартная ванна для цинка, предварительной и заключительной обработки должна соответствовать ряду общих требований. Материал, из которого изготовлена емкость, должен быть инертен по отношению к используемым химическим составам, способен выдерживать необходимый температурный режим. Также требуется обеспечить герметичность резервуара, возможность безопасной эксплуатации и обслуживания.
Инструменты для работы
Первым шагом является подбор специальных устройств. Если сложно представить, как поставить ножки ванной из акрила или стали, то необходимо подобрать универсальный набор бит, отверток и другого инвентаря. Он будет состоять из следующих приспособлений:
- простой карандаш;
- измерительная лента;
- уровень;
- дрель или шуруповерт со стандартным набором сверл и насадок;
- силиконовый герметик;
- набор крепежей;
- ножки с возможностью регулировки.
Вспомогательный инвентарь может понадобиться в процессе работы, если возникнут непредвиденные трудности. Дополнительно пригодится перфоратор и набор сверл к нему.
Особенности процесса
Покрытие, формируемое на обрабатываемой детали при помощи гальваники, может наноситься в технологических целях либо выполнять декоративные, защитные или сразу обе функции. В декоративных целях создают тонкий слой золота или серебра, а чтобы обеспечить надежную защиту поверхности обрабатываемой детали от коррозии, выполняют цинкование или гальваническое меднение.
Схема процесса электролиза
Сделать гальванику даже в домашних условиях несложно. Выполняют такую процедуру следующим образом.
- В диэлектрическую емкость с электролитом опускают два анода, подключаемые к плюсовому контакту источника электрического тока. Материалом изготовления таких анодов должен быть металл, слой из которого необходимо сформировать.
- Само обрабатываемое изделие, подключаемое к минусовому контакту источника электрического тока и, таким образом, выступающее в роли катода, помещается в электролите между анодами.
- Гальванизация, то есть процесс переноса молекул металла с электролита на изделие-катод, начинает происходить в тот момент, когда замыкается полученная электрическая сеть.
Схема гальванической установки
Как выбрать хорошую оцинкованную ванну
При выборе хорошей оцинкованной ванны следует учитывать несколько ключевых факторов. Вот некоторые рекомендации, которые могут помочь вам принять правильное решение:
Качество материала
Обратите внимание на качество оцинкованной стали, используемой для изготовления ванны. Убедитесь, что материал высокого качества и имеет должное покрытие из цинка
Это гарантирует прочность и долговечность ванны.
Размер и форма. Выберите оцинкованную ванну, соответствующую размеру и форме вашей ванной комнаты. Убедитесь, что ванна будет подходящей по габаритам и вместится в доступное пространство.
Объем. Определите необходимый объем ванны в соответствии с вашими потребностями. Учтите количество людей, которые будут использовать ванну, а также цели использования, такие как купание или стирка белья.
Дополнительные особенности. Рассмотрите наличие дополнительных особенностей, которые могут повысить удобство использования оцинкованной ванны. Например, наличие ручек для удобства перемещения или специальных отверстий для слива воды.
Бренд и репутация. Выбирайте ванны от известных и надежных производителей, которые имеют хорошую репутацию в отрасли. Более известные бренды обычно обеспечивают высокое качество и долговечность своих продуктов.
Цена. Установите бюджет и найдите варианты ванн, соответствующие вашим финансовым возможностям. Сравните цены разных моделей и выберите оптимальное соотношение цены и качества.
Отзывы и рекомендации. Исследуйте отзывы и рекомендации других покупателей о конкретной модели оцинкованной ванны, которую вы рассматриваете. Это может помочь вам сделать более информированный выбор.
Следуя этим рекомендациям, вы сможете выбрать хорошую оцинкованную ванну, которая соответствует вашим потребностям, прочна, долговечна и функциональна.
На этом наш топ лучших оцинкованных ванн подходит к концу. Мы надеемся, что данный обзор помог вам определиться с выбором. Удачи!
Необходимое оборудование
Гальваника своими руками может быть качественно выполнена с использованием даже самого простейшего оборудования, которое есть в арсенале многих мастеров. В первую очередь следует подобрать источник постоянного тока, который обязательно должен быть оснащен регулятором выходного напряжения. Наличие такого регулятора необходимо для того, чтобы иметь возможность плавно и в широких пределах изменять мощность вашего самодельного устройства для гальваники.
В качестве источника питания в домашних условиях очень удобно использовать выпрямитель электрического тока, который можно собрать самостоятельно (или приобрести серийную модель). Многие умельцы, выполняющие нанесение гальванического покрытия в домашних условиях, в качестве источника тока применяют серийные сварочные аппараты.
Для домашней гальваники подойдет стабилизированный блок питания с регулируемым напряжением (1,5–12 В)
Гальваническая ванна своими руками также может быть изготовлена без особых проблем. В качестве такой ванны можно использовать любую емкость из стекла или пластика, при этом необходимо учитывать, что в такую емкость для гальваники должна помещаться как обрабатываемая деталь, так и требуемое количество электролита
Очень важно также, чтобы ванна была достаточно прочной и могла выдерживать высокую температуру, величина которой может доходить до 80°
Аноды, используемые для осуществления гальваники в домашних условиях, выполняют сразу несколько важных функций:
- подводят в электролит электрический ток и обеспечивают равномерное распределение последнего по обрабатываемой поверхности;
- возмещают убыль наносимого на изделие металла, расходуемого из химического состава электролита;
- способствуют протеканию некоторых окислительных процессов.
Гальваника дома не может быть осуществлена без использования нагревательного прибора, при помощи которого электролит доводится до требуемой рабочей температуры. Очень удобно, когда интенсивность нагрева, обеспечиваемого таким устройством, может регулироваться. Если ориентироваться на опыт домашних умельцев, которые уже имеют опыт нанесения гальванических покрытий в домашних условиях, можно порекомендовать использовать в качестве нагревательного прибора небольшую электроплитку или обычный утюг с регулировкой степени нагрева подошвы.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».








Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.
4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

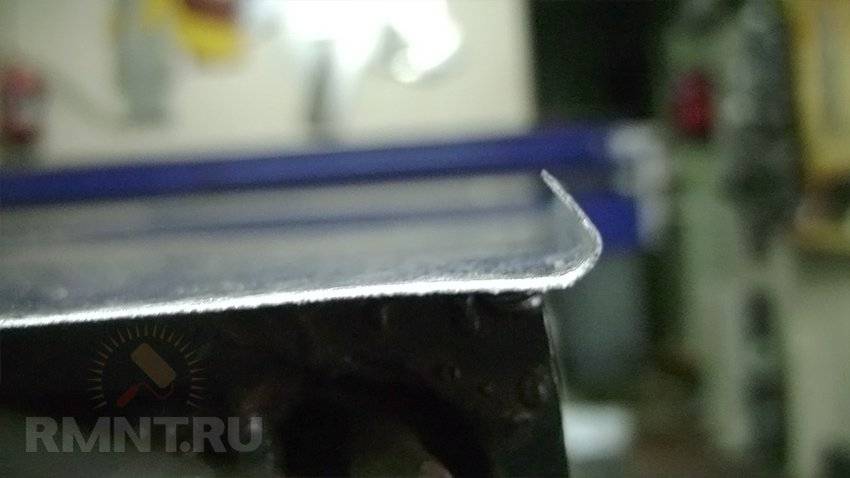
5. В итоге получится лист с такими загибами по краям:

6. Обжимаем руками заготовку вокруг трубы «пушки».


7. Зацепляем оба загиба друг за друга.

8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.


10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.

В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Концепция бизнеса
Сфера применения пластиковых ведер очень широка. Хорошая герметичность делает их пригодными для хранения не только сыпучих, но и жидких продуктов, строительных материалов, бытовой химии и т.д. Стандартный объем ведер – от 0,4 до 32 литров, а форма – круглая, квадратная, овальная, прямоугольная.
Основными покупателями готовых изделий станут промышленные предприятия, предприятия по производству пищевых продуктов, сельскохозяйственная и строительная отрасли, а также частные лица.
Технология изготовления традиционной пластиковой тары состоит из нескольких последовательных этапов. Сначала гранулированное сырье засыпается в бункер, где под воздействием высоких температур происходит расплавление до жидкого состояния. К субстанции добавляют красящие вещества (колеры) в зависимости от оттенка, который требуется получить.
Далее расплавленный пластик переливается в пресс-формы. Именно там для будущего ведра задают стандартизированные параметры. Специфическую форму тара получает в другой пресс-форме. Такие универсальные установки делятся на несколько видов. Самым распространенным вариантом считается холодноканальная форма. Она стоит дешевле других вариантов (горячеканальной или комбинированной) и проста в применении.
В эту форму расплавленная субстанция попадает из литникового отверстия. Сформированное под давлением ведро проходит этап охлаждения и перенаправляется конвейером на следующую позицию для крепления ручки, которые бывают пластиковыми или металлическими в зависимости от функционального назначения емкости. Для производства ручек из пластика применяют метод штамповки, из металла – сгибание материала на станках. Если предусмотрено дизайном, ведро оснащают крышкой, украшают рисунком.
Как сделать коптильню горячего копчения из ведра
В ведре будет получаться слишком высокая температура для процесса холодного копчения, поэтому в нём возможно только приготовление горячим методом. На следующем рисунке изображена схема коптильни, которую можно сделать дома или на даче из ведра своими руками.
Можно сделать коптильню из дымогенератора для холодного копчения — в этом варианте при готовке контролируется температура дыма, и жар не достигает высоких значений. Также лучше сделать своими руками коптильную камеру холодного копчения, куда направляется дым и где происходит сам процесс.
Схематичная конструкция коптильни из ведра
Для изготовления коптильни горячего копчения в домашних условиях необходимы:
- обычное железное, нержавеющее или эмалированное ведро с крышкой;
- кусок мешковины или другой плотной ткани для прокладки между крышкой и ведром;
- груз, прижимающий всю конструкцию;
- деревянная или металлическая решётка.
Процесс изготовления самодельной простейшей коптильни из ведра состоит из ряда последовательно выполняемых операций:
- На дно кастрюли устанавливается на подставке ёмкость для сбора жира. Капающий на тлеющие опилки жир начинает гореть, поэтому его необходимо собирать в подставленную миску или кастрюльку. Для предотвращения нагревания капающего жира эта миска ставится на выгнутую из стальной проволоки подставку или железную решётку.
- В верхней части кастрюли устанавливается решётка для продуктов. Для увеличения их количества решёток может быть две или три. Если мясо не укладывается, а подвешивается на крючья, то вместо решётки возле крышки ставится прут.
- Для повышения концентрации дыма ёмкость накрывается куском мокрой мешковины и закрывается крышкой. Конструкция прижимается грузом — камнем или кирпичом.
- Ведро ставится над костром на подставке из кирпичей.
Коптильня из оцинкованного ведра: вредно или нет
Проще всего и дешевле сделать коптильню из оцинкованного ведра. Но копчёности, приготовленные в ёмкости из оцинковки, есть нельзя. Металл в зоне горения прогревается выше температуры плавления оцинкованного покрытия — 419,5°С, но его пары начинают образовываться уже при нагревании до 180°С. Они взаимодействуют с влагой, содержащейся в дыме и другими веществами, образовывая окись, которая попадает в продукты, и другие соединения — гидроксид, оксид и карбонат цинка. Окислы появляются на стенках даже при температурах до 100°С, а тем более на дне, в зоне горения.
Эти вещества вредны для здоровья. Например, сварщики давно заметили, что после работы с оцинкованным металлом болит голова.
Несмотря на то, что цинк необходим для организма, попадание его в организм в количестве, превышающем 150 мг в сутки, вредно для здоровья. Дальнейшее повышение дозы приводит к обморокам, кровотечениям, а регулярная интоксикация вызывает гепатит, анемию, почечную и печеночную недостаточность, частые ОРЗ.
Коптильня из эмалированного ведра
Так как цинк использовать в качестве материала нельзя, берется другой вариант. Безопасная коптильня для горячего копчения изготавливается из эмалированной посуды. Это покрытие по своему составу похоже на стекло, при нагревании трескается, а его осколки выбрасываются вместе с золой, не попадая на продукты. Недостатком коптильни из эмалированного ведра являются тонкие стенки и малый срок службы.
Лучший вариант подобного устройства — коптильня из бочки. У неё более толстые стенки, на них нет внутреннего покрытия. Кроме того, у такого устройства будет значительный объём, позволяющий одновременно коптить большее количество продуктов.









3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой
Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться
Подбирают посуду из винипласта или стекла
Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который “растворится”, а на изделии образуется слой цинка. Время обработки – 10–40 минут.
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.

Прочность таких изделий нисколько не уступает стальным аналогам, особенно, если материал имеет дополнительные ребра жесткости, но при этом он очень пластичен и позволяет монтировать трубопроводы сложной формы ручным способом. Антикоррозийное покрытие обеспечивает защиту трубы от воздействия внешней среды.
Проблемой таких труб является недостаточная прочность на изгиб, поэтому для изготовления незамкнутых деталей вносят в конструкцию ребра жесткости для укрепления изделия.
- в магазинах представлен широкий ассортимент таких труб различного размера: одноконтурные;
- двухконтурные (выполненные в виде сэндвича и состоящие из внутренней и внешней трубы);
- гофрированные, отличающиеся повышенной гибкостью.
При выборе толщины листа следует учитывать назначение трубы. Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами.
Инструменты
Для работы необходимы специальные инструменты, чтобы согнуть, правильно отмерить угол сгиба и разрезать трубу нужного отрезка.
Набор инструментов, которые понадобятся для работы:
- молоток с резиновой накладкой, киянка (столярный инструмент из дерева в виде молотка);
- плоскогубцы для сгибания;
- верстак для резки и разметки;
- труба для калибровки размером более 100 мм и уголок с гранями 75 мм;
- линейка или рулетка;
- разметчик (заточенный стальной стержень).





