

Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
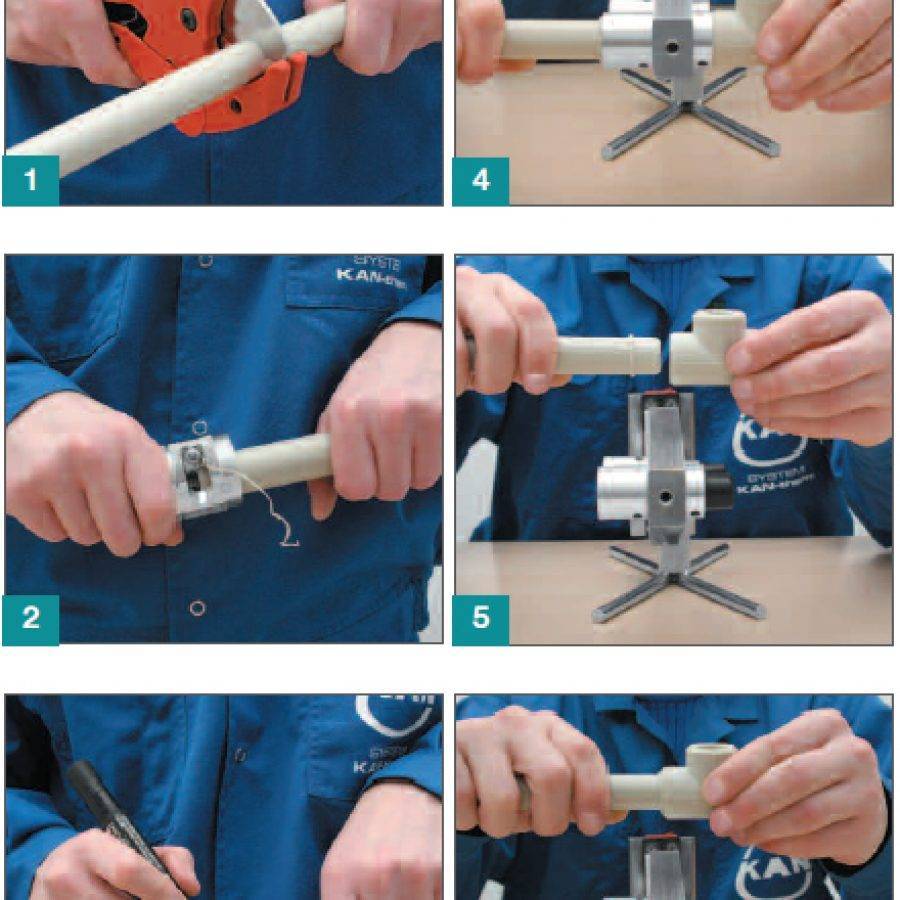
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
 Пайка пластиковых труб
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
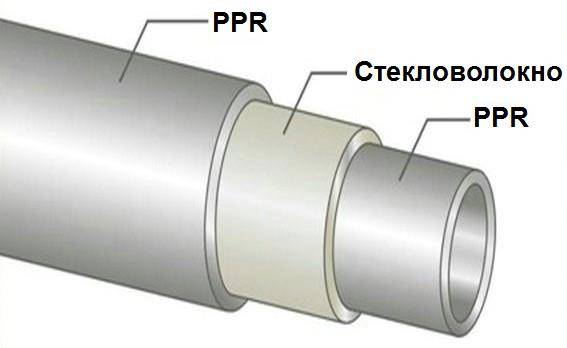
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Свойства полипропилена
Полипропилен пластичен. Материал обладает высокой прочностью при ударе и на изгиб.
Устойчив к воздействию агрессивных сред, кислот, щелочей, солей в широком диапазоне температур. Обладает низкой газо- и паропроницаемостью. Легко вступает в реакцию с красителями.

Подвергается растворимости при повышенных температурах и воздействии химических растворителей.
Чувствительность полипропилена к кислороду и свету снижается методом введения стабилизатора. Без введения этилена в структуру материала параметр морозостойкости достаточно низок.
Продукция, изготовленная из полипропилена, легко выдерживает процесс кипячения. При воздействии пара она не подвергаются деформации и изменению механических свойств.
Изделия из полипропилена легко подвергаются переработке, а также хлорированию.
Изделия из полипропилена разрешается эксплуатировать при максимальной температуре 140 градусов Цельсия. Даже при длительном использовании изделия при температуре до 120 градусов полипропилен не теряет механические свойства. При более высоких значениях температуры наступает размягчение и дальнейшее разрушение материала.
Смена агрегатного состояния полипропилена наступает при температуре выше 160-170 градусов Цельсия. При температуре 260 градусов полипропилен сваривается за счет перемешивания молекул двух свариваемых элементов и образования единой кристаллической решетки.
Благодаря своим свойствам полипропилен широко используется для производства труб отопления и водоснабжения.
Пайка полипропиленовых труб.используется для их герметичного и надежного соединения.







Выбор полипропиленовых труб
Свойства труб
Трубы из полипропилена обладают механической прочностью, низкой теплопроводностью, пластичностью.
Полипропилен химически инертен и устойчив к воздействиям агрессивной среды.
Виды труб
Основные виды полипропиленовых труб:
PP-H или PP-1 – труба из гомополимера полипропилена, молекулы которого состоят из мономерных (одинаковых по строению и размеру) звеньев.
Труба PP-H устойчива к химическим агрессивным средам и повышенному давлению, но не устойчива к воздействию повышенной температуры.
PP-H труба применяется для холодного водоснабжения, канализации, дренажа, вентиляции.

PP-B или PP-2 – труба из блок-сополимера полипропилена, молекулы которого состоят из регулярно чередующихся гомополимерных различающихся блоков.
Труба PP-B обладает преимуществами трубы PP-H, а также выдерживает колебания температур не выше 50 градусов Цельсия. Труба обладает ударной вязкостью и термостойкостью.
PP-B труба применяется, в основном, для канализации. Может применяться для участков горячего водоснабжения и отопления с температурой теплоносителя не выше 50 градусов.
PPRC, PPR или PP-3 – труба из рандом-сополимера полипропилена, в структуре которого молекулы пропилена и других веществ расположены случайным образом.

Труба PPR обладает преимуществами трубы PP-H, а также выдерживает колебания температур и внутреннего давления. Труба обладает повышенной термостойкостью и прочностью за счет молекул этилена.
PPR труба используется в системах горячего водоснабжения и отопления при температуре теплоносителя выше 50 градусов Цельсия. Труба PPR чаще труб других видов применяется при монтаже трубопроводов в частных домохозяйствах.
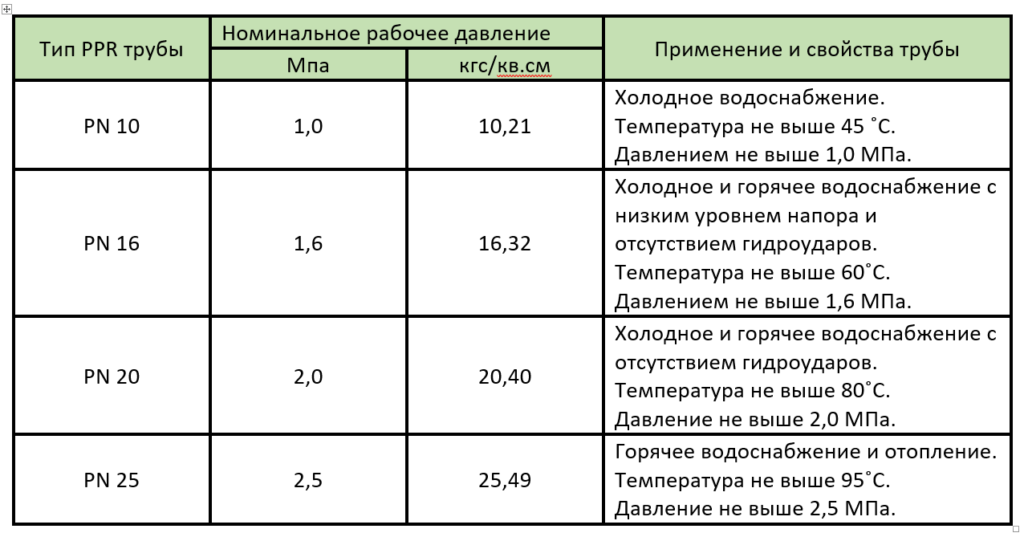
Полипропиленовые трубы PPR в зависимости от устойчивости к высоким температурам и давлению маркируются PN 10 – PN 25:
Физические параметры (диаметр, толщина стенок) труб PN 10 – PN 25 приведены в таблице:

Срок эксплуатации труб в зависимости от условий эксплуатации приведен в таблице:

Армирование
Армирование позволяет уменьшить тепловое расширение и увеличить максимальную температуру применения трубы.
Коэффициент линейного расширения:
- для трубы PPR без армирования – 0,15 мм/мК (около 10 мм на 1 м);
- для трубы PPR с армированием алюминиевой фольгой – 0,03 мм/мК (около 3 мм на 1 м);
- для трубы PPR с армированием стекловолокном – 0,035 мм/мК (около 4 мм на 1 м).
Армирование производится:
- Алюминиевой или перфорированной алюминиевой фольгой толщиной от 0,1 до 0,5 мм. Слои трубы соединяются с помощью склеивания при производстве. Труба пропускает кислород, возможна коррозия алюминия. При монтаже требует подготовки торцов и зачистки слоя фольги.
- Сеткой из стекловолокна или полипропилена, пошитого стекловолокном. Слои трубы сплавляются при производстве и образуют монолитную структуру. Труба не пропускает кислород. Монтаж производится по технологии пайки полипропиленовой трубы.
В маркировке труб применяются следующие обозначения армирующего слоя: AL или Al – алюминиевая фольга, GF (FB) или Gf – стекловолокно.
Основные используемые типы труб:
- PPR – стандартная ппр-труба.
- PPR-FB-PPR – армированная стекловолокном ппр-труба.
- PPR-AL-PPR – армированная алюминиевой фольгой ппр-труба.
- PPR/PPR-GF/PPR – армированная композитом стекловолокна с полипропиленом.
- PP-RCT-AL-PPR – внешний слой модифицированный полипропилен, армирующий из фольги, внутренний ппр-труба.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Температура сварки ппр
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
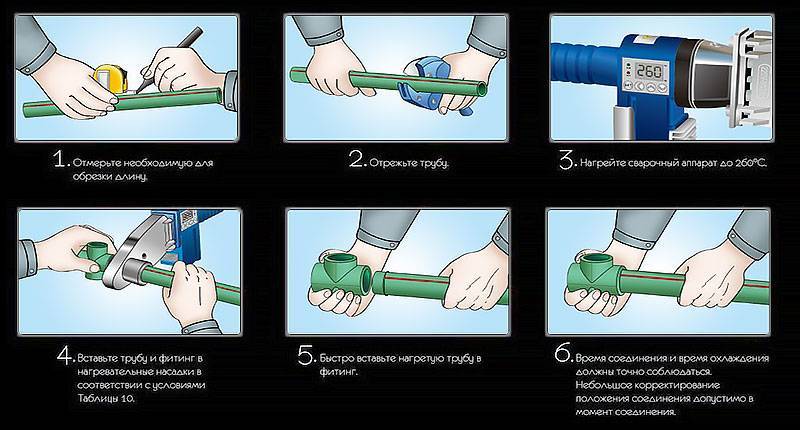
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности
Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Пайка полипропиленовых труб
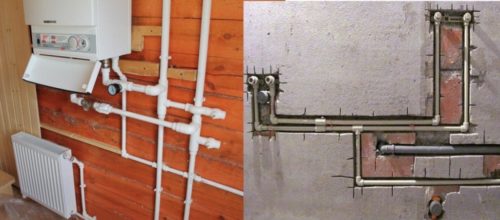 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.








Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
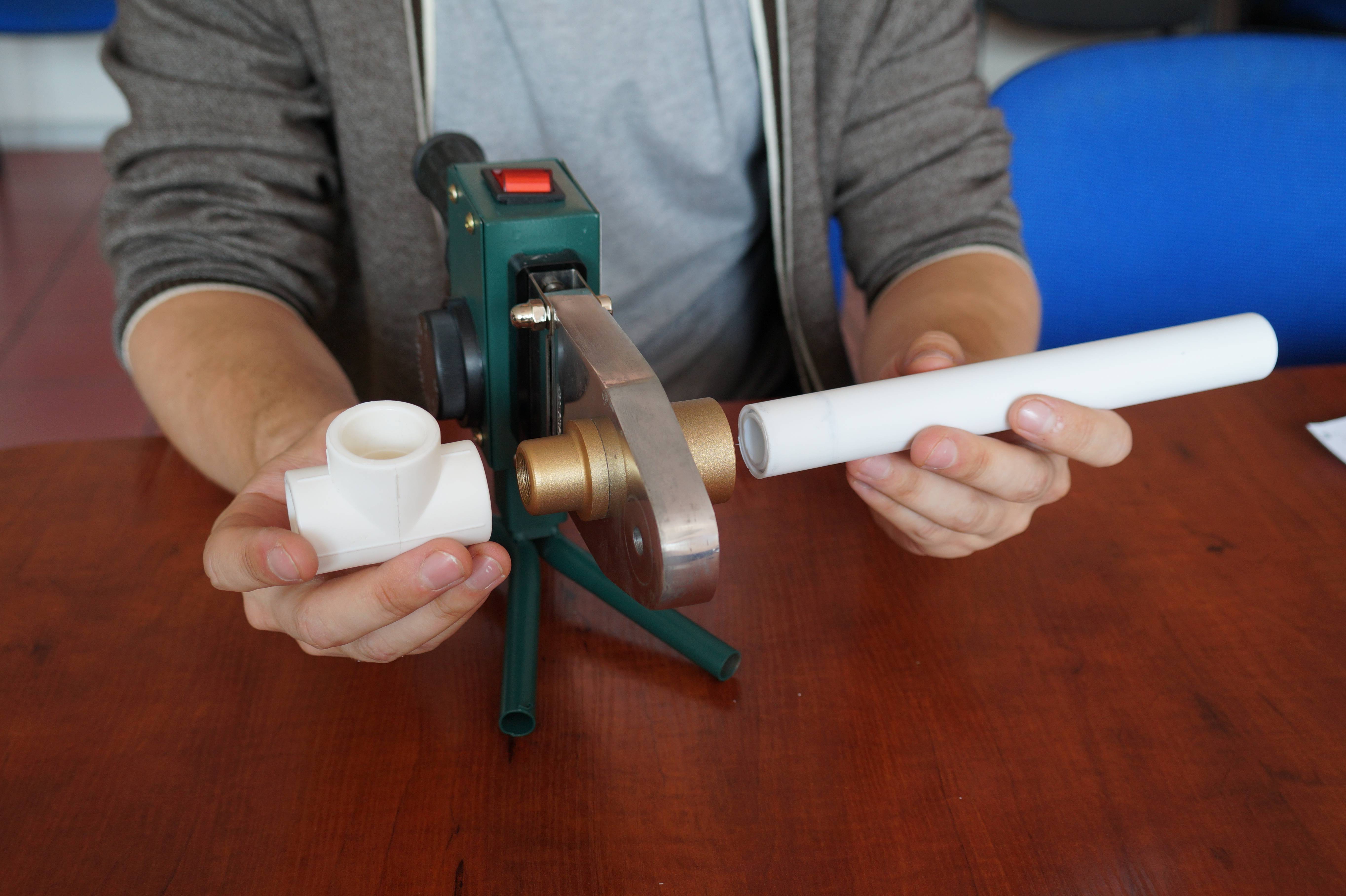
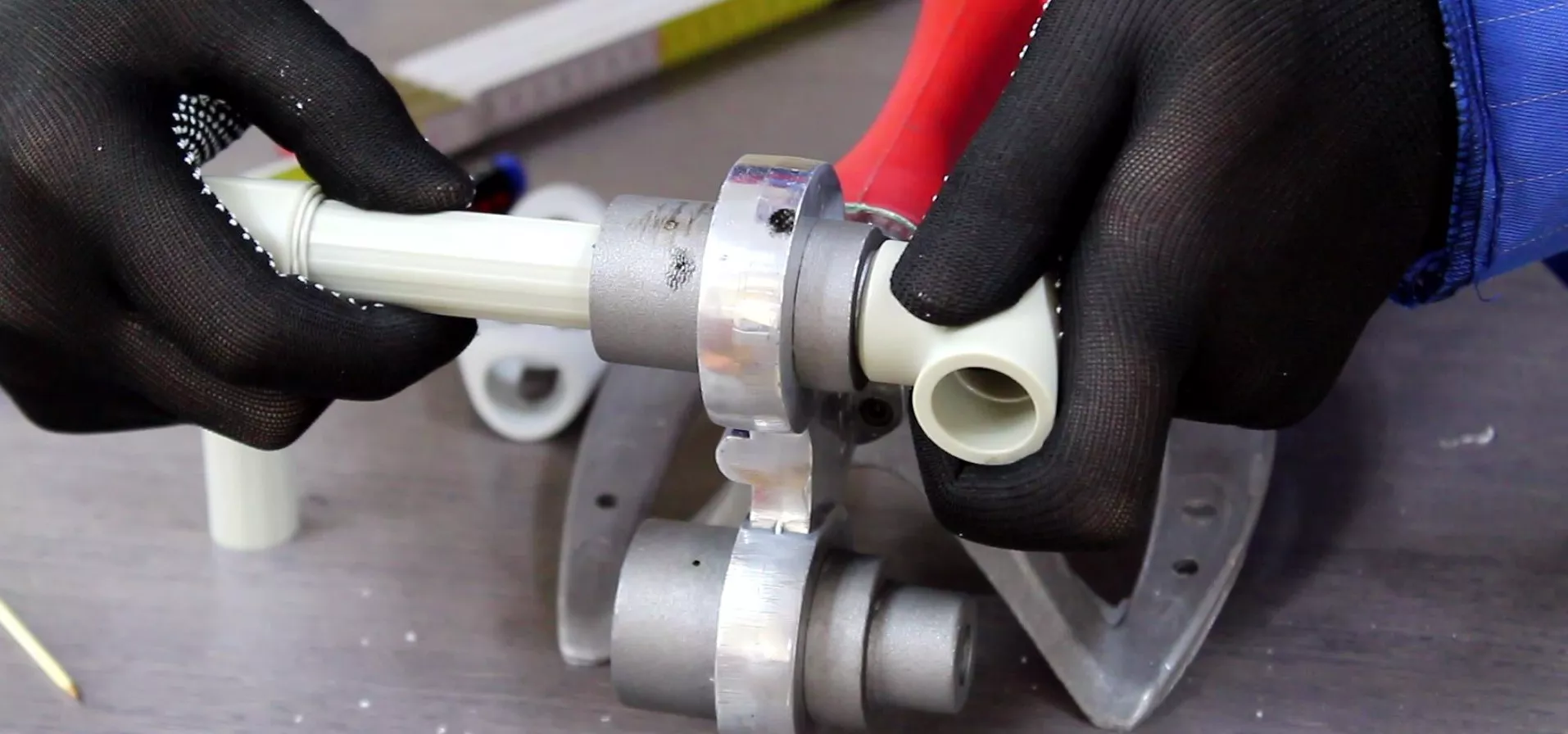
Процесс пайки ПП
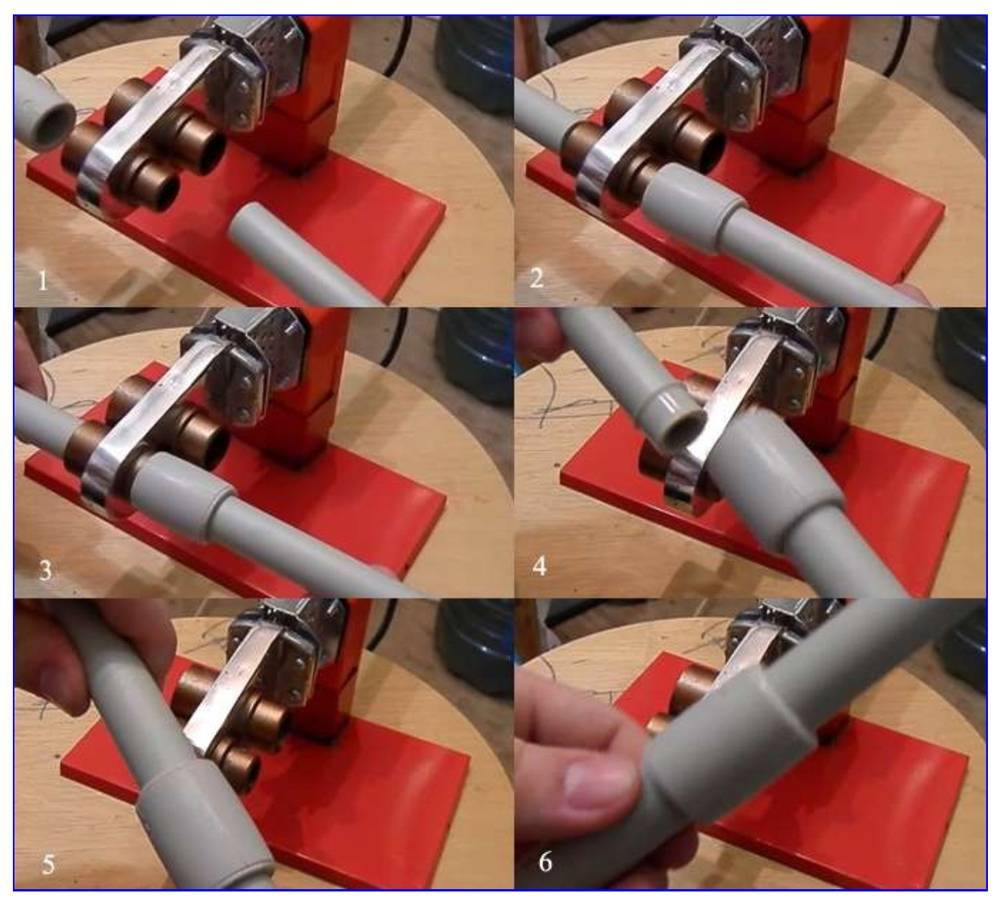
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Фитинги (муфты)
Фитинги применяются при соединении труб из разных материалов.
Соединительные муфты различают в зависимости от применяемого материала и конструкции.
Из полипропилена
Для соединения полипропиленовых фитингов с трубой применяется паяльник.
Соединение происходит путем нагревания двух элементов до изменения агрегатного состояния, смешивания полимеров и формирования единой решетки из кристаллов.

Срок эксплуатации соединения составляет около 50 лет.
Комбинированные
Комбинированные фитинги содержат металл и полипропилен.
У стальной части предусмотрено наличие резьбы.
Различают два типа комбинированных фитингов: американка и обжимной.
Американка имеет муфту из полипропилена для пайки с одной стороны и накидную гайку со второй.
Для стягивания элементов внутри гайки нарезана резьба.

Внутри фитинга обжимного типа расположена нержавейка или латунь. Обжимное кольцо располагается сверху и стягивается при помощи компрессионной гайки.
Муфты, переходники и соединители
Муфты, переходники и соединители имеют форму цилиндра.
Виды муфт:
- Изделие с переходом на наружную или внутреннюю резьбу
- Цельная муфта или разъемная под пайку
- Муфта переходная внутренняя – наружная
- Переход под ключ на внутреннюю или наружную резьбу
- С накидной гайкой или для перехода на «евроконус»
- Изделие для коллектора с переходом на PEX
- Изделие разъемное с переходом на внутреннюю резьбу.

Штуцеры
Штуцеры предназначены под крепление с ответной гайкой или резьбой.
Различают штуцеры под накидную гайку и накидные штуцеры.
Уголки и отводы
Уголки, водорозетки, угольники и отводы предназначены для разделения системы или изменения направления трубы.
Элементы применяются для присоединения различного оборудования.
Виды элементов:
- Угольник на 90 ли 45 градусов
- Угольник с переходом на внутреннюю или наружную резьбу
- Водорозетка с внутренней или наружной резьбой
- Уголок с накидной гайкой
- Планка с водорозетками.
Крестовины, тройники, коллекторы
Крестовины применяются для соединения четырех труб.
Различают: обычное, компланарное или двухплоскостное приспособление.
Тройники используются для устройства ответвлений от основного трубопровода.
Различают приспособления: с переходом на внутреннюю или наружную резьбу, двухплоскостной и тройной переходник.
Коллекторы применяются для монтажа от 2 до 6 отводов. Они придают жесткость и поддерживают одинаковое давление в контуре.
Коллекторы целесообразно использовать для равномерного распределения давления в системе.
Заглушки, клапаны, фильтры
Заглушки, колпаки и пробки применяются для испытания системы на герметичность.
Используется концевая заглушка или полипропиленовая пробка.
Фильтры предназначены для сбора ржавчины, налета и грязи.
Фильтры обустраиваются на ровном участке трубы
Обратный клапан применяется для предотвращения обратного оттока жидкости.
Маркировка фитингов
Диаметр фитинга отображается на торцевой части детали. Толщина стенки также отображается на детали.
На некоторых деталях параметр отображается в барах и имеет буквы PN.
При другом способе маркировки на деталях содержатся буквы S и SDR.
Буква S обозначает серию трубы и номинальное рабочее давление. Чем выше число коэффициента, тем меньше нагрузку деталь выдержит.
Обозначение SDR отражает прочность. Чем большее числовое значение указано, тем меньшую нагрузку выдержит элемент.
Фиксаторы
Полипропиленовые трубы крепятся к стенам и полу для предотвращения их провисания и деформации.

Крепление производится специальными клипсами или хомутами.
Хомутовое крепление плотно крепит трубу.
Крепление трубопровода и радиатора к полу не допустимо.
Монтаж креплений производится на стену.
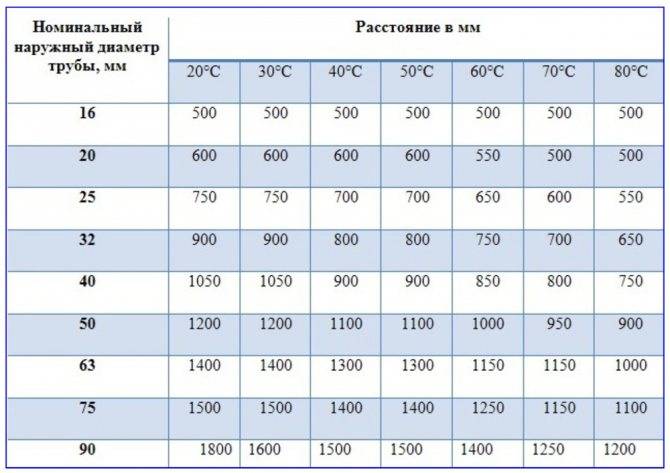
Для фиксации полипропиленовой трубы расстояние между элементами жесткого крепления приведено в таблице .
Соблюдение расстояния не позволяет самопроизвольно перемещаться трубопроводу и гарантирует надежную фиксацию.
При определении расстояний учитывайте диаметр трубы и температуру теплоносителя.
Полипропилен подвержен расширению при нагревании. При неверном монтаже такое расширение может привести к разрыву трубы.









Компенсаторы имеют форму кольца, букв Г, П или Z.
При угловом монтаже оставляется зазор для возможности расширения при нагреве.
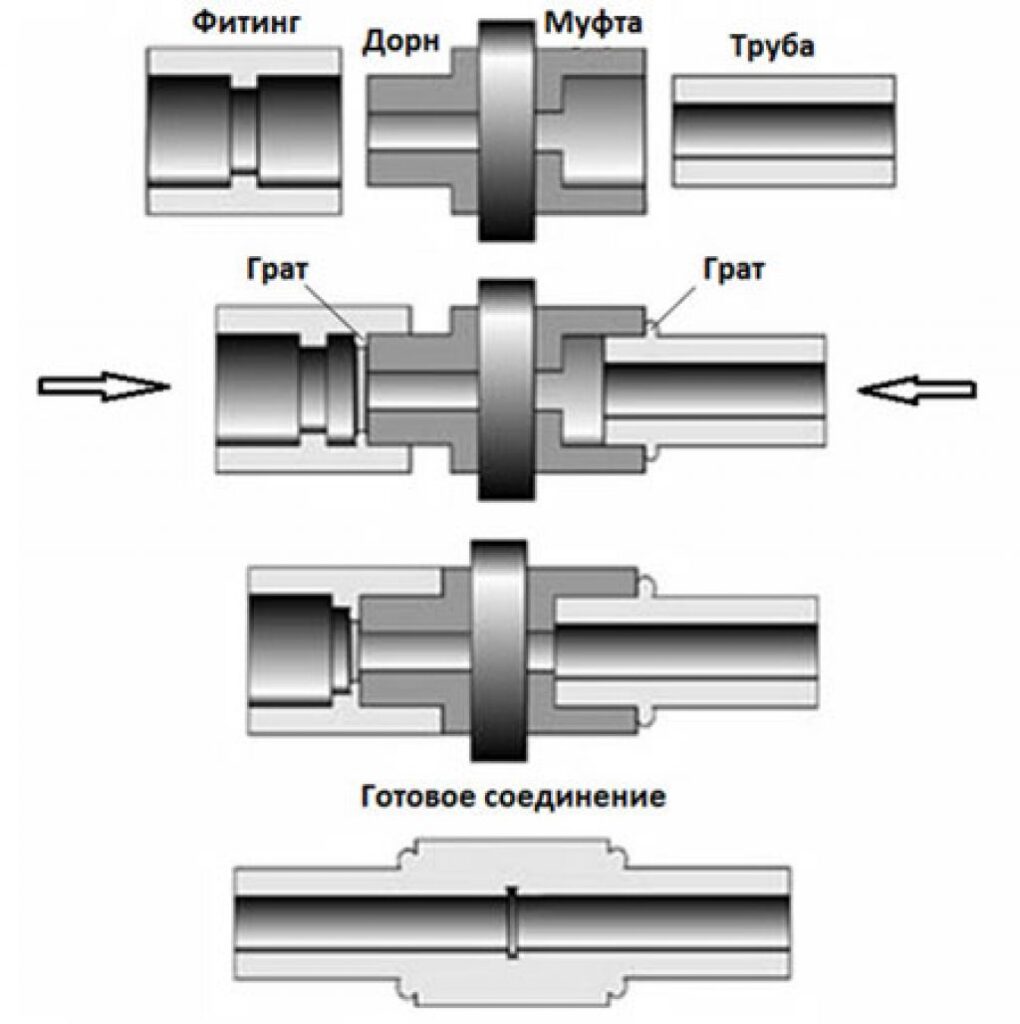
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.





