

Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
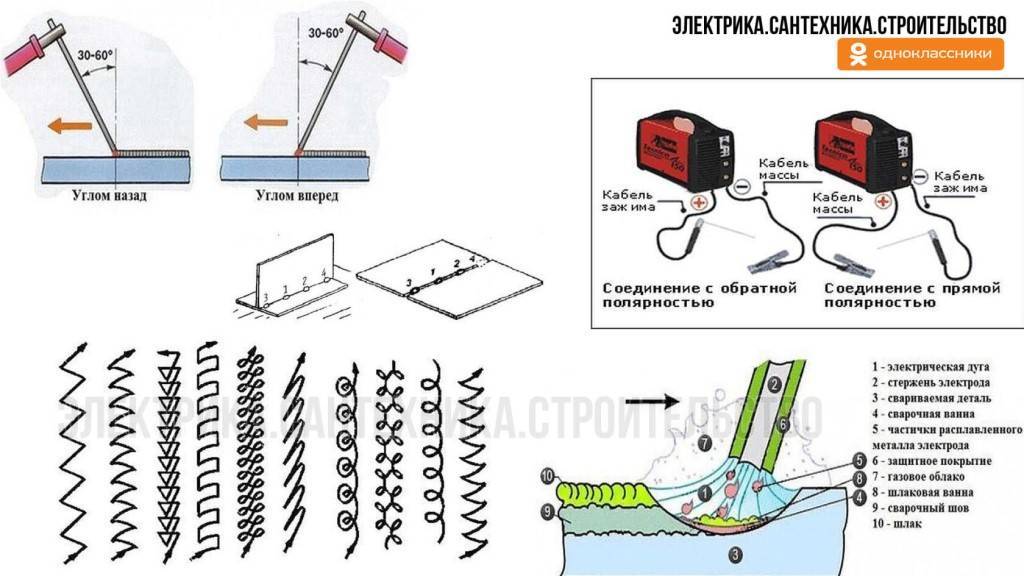
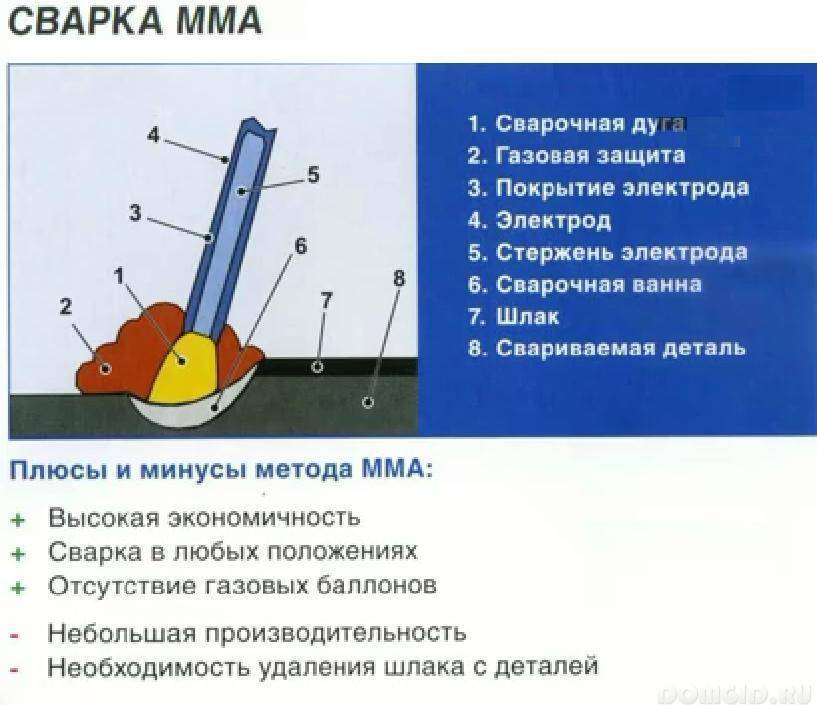
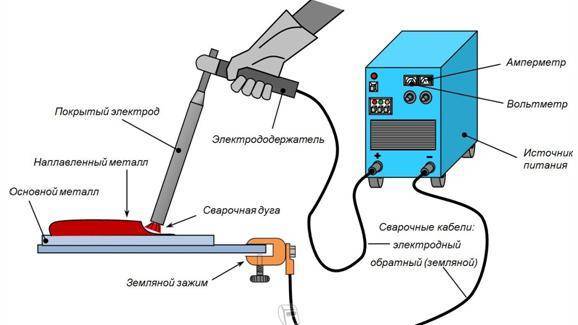
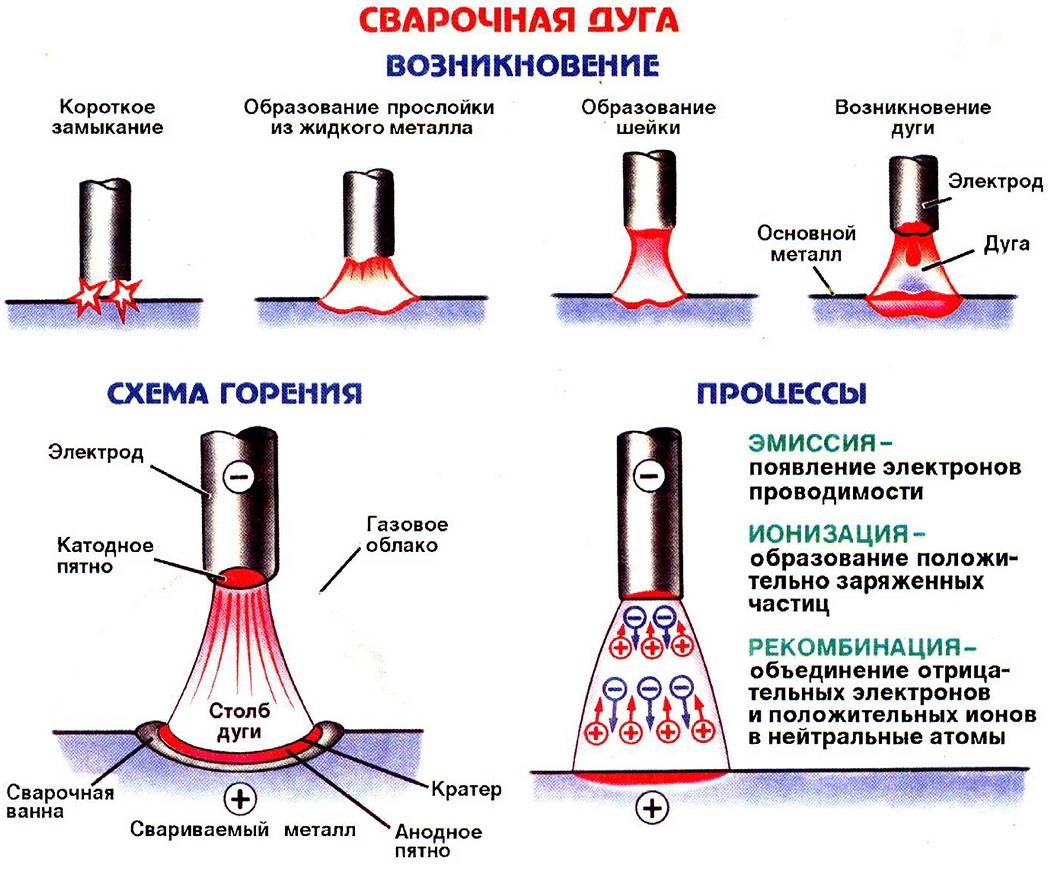
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
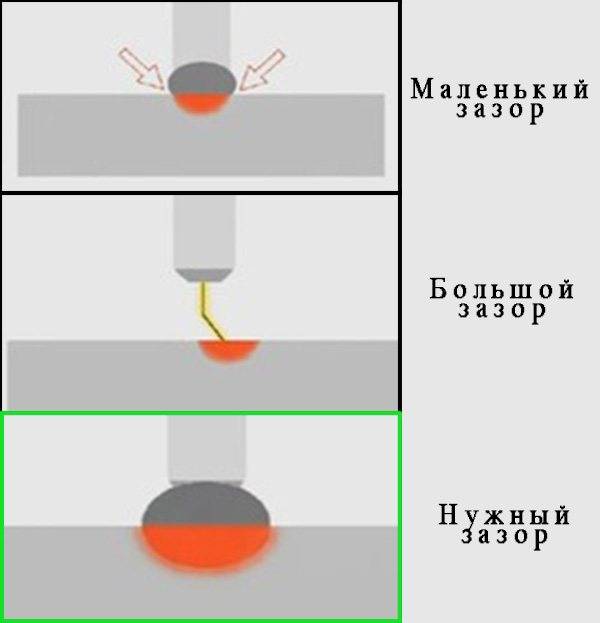
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
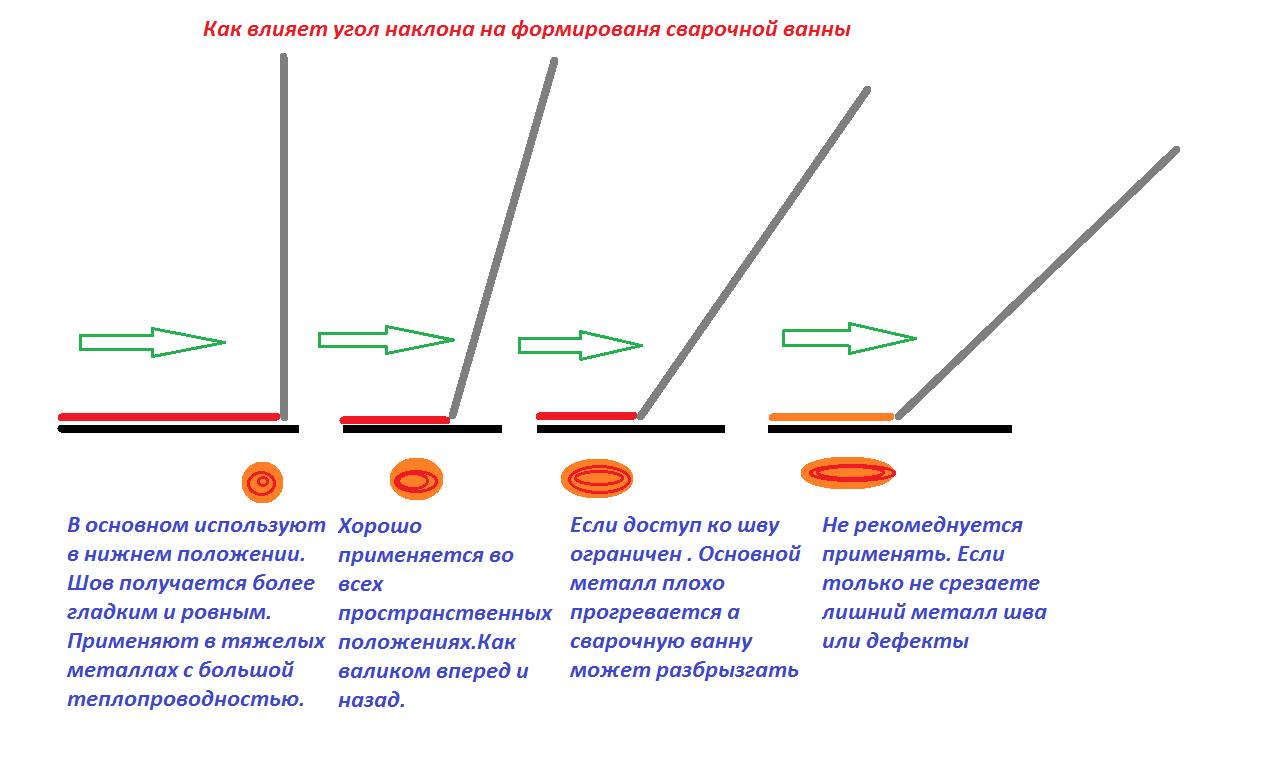
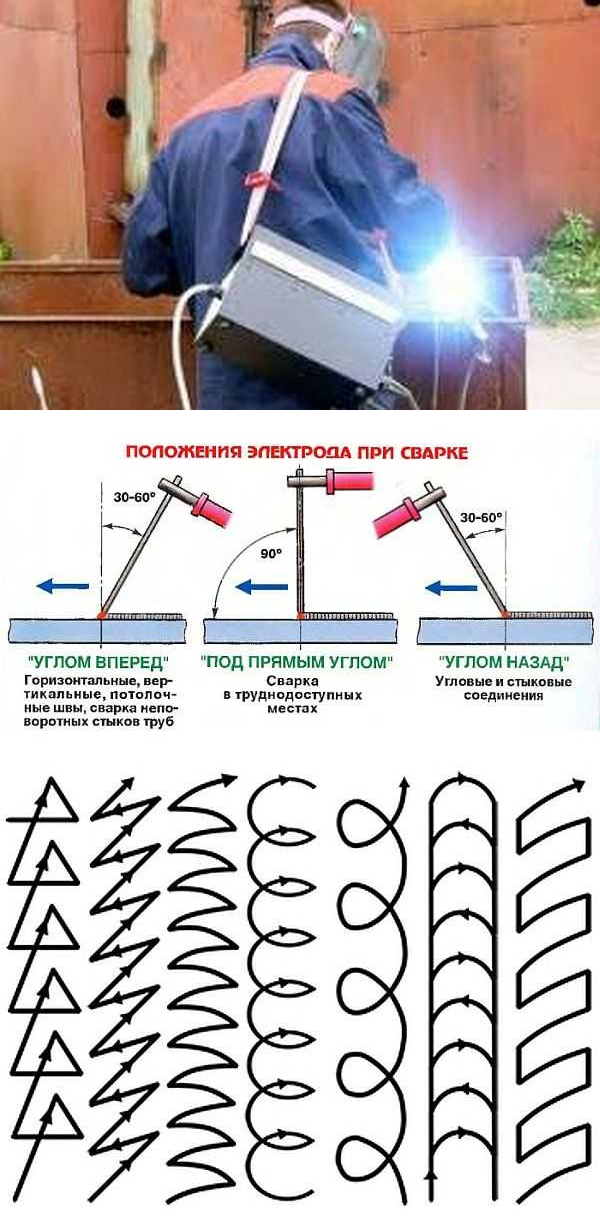
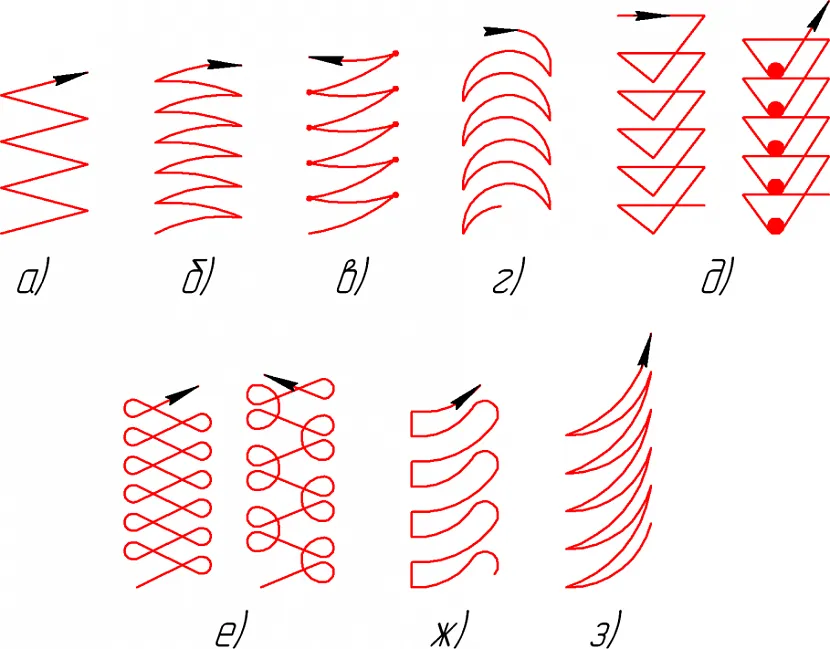
На красоту шва влияют:
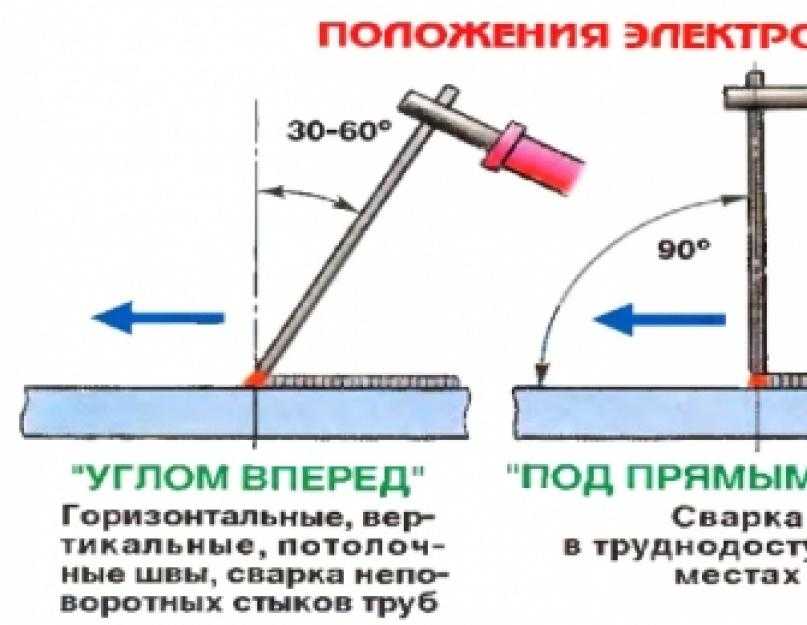
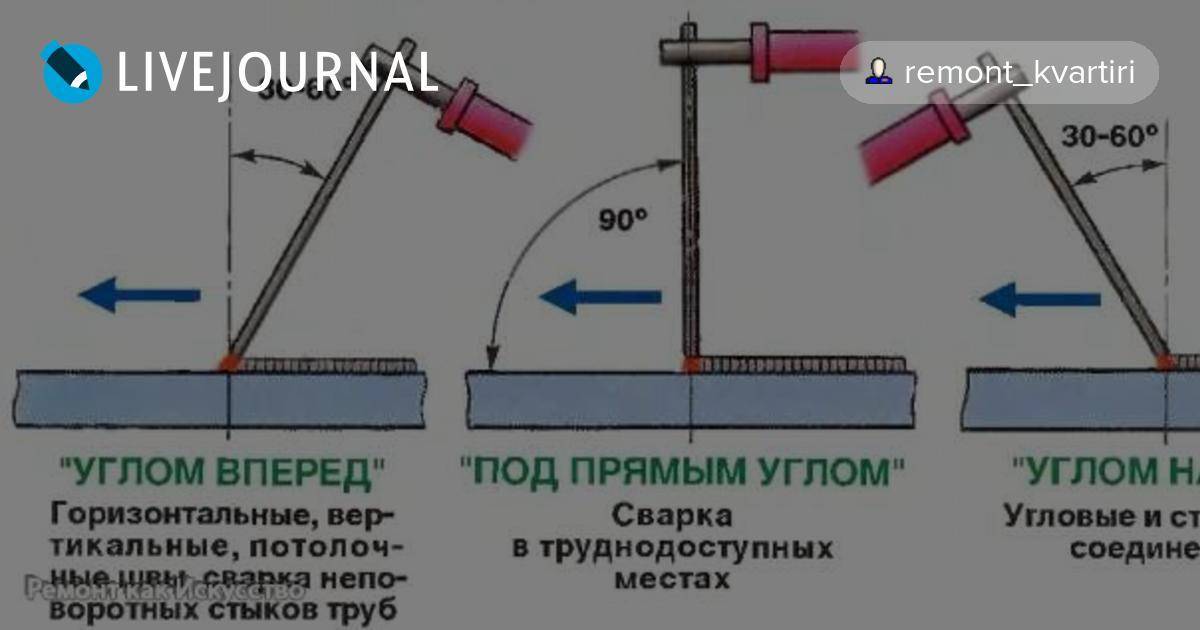
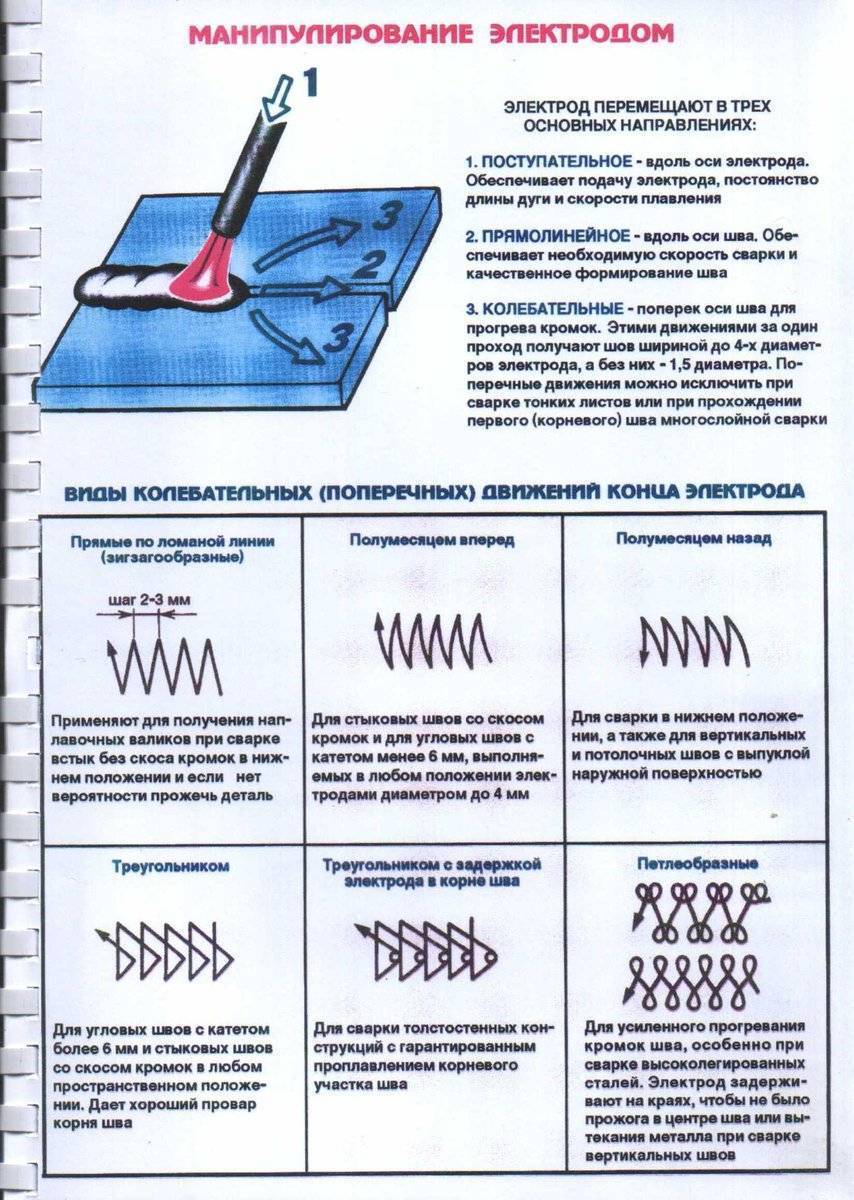
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Сварка инвертором – краткое руководство пользования
Существует определенный алгоритм того как варить инверторной сваркой, проверенный не одним профессиональным сварщиком инверторного устройства.
Выполняйте действия в строго установленной последовательности:
- Поставьте инвертор на ровную поверхность и проверьте заземление (помимо сварочного провода должен к инвертору должен быть подключен провод заземления).
- Включите инверторный аппарат и выставьте сварочный ток (характеристики тока подбираются согласно плотности металла и толщины электрода.
- Возьмите выбранный вами электрод и вставьте его в держатель первого провода (клеммы).
- Закрепите зажим (клемму) другого провода к обрабатываемой поверхности металла.
- Выполните розжиг дуги с помощью касания любого из двух способов: легким постукиванием по поверхности металла или «чирканьем» напоминающим процесс розжига обычной спички.
- Без резких колебательных движений водите зажженной дугой по металлу под углом примерно 50-70 градусов.
- Сварочную дугу необходимо выдерживать на расстоянии 3-5 мм от обрабатываемой поверхности, сохраняя его на протяжении всей длины шва. В противном случае вы получите неровный сварочный шов.
- Удалите молотком лишнюю стружку на стыке сварочного шва и при необходимости «зачистите» специальной щеткой.
Если следовать данной инструкции в результате можно получить качественный шов и крепкую сварку деталей.
Полезный совет: профи советуют кабель держателя обмотать вдоль предплечья и прижать локтем руки к телу. В таком положении руки останутся свободными и позволят не испытывать усталости от долгого пребывания непривычной позы для новичка.
Распространенные дефекты сварки инвертором у новичков
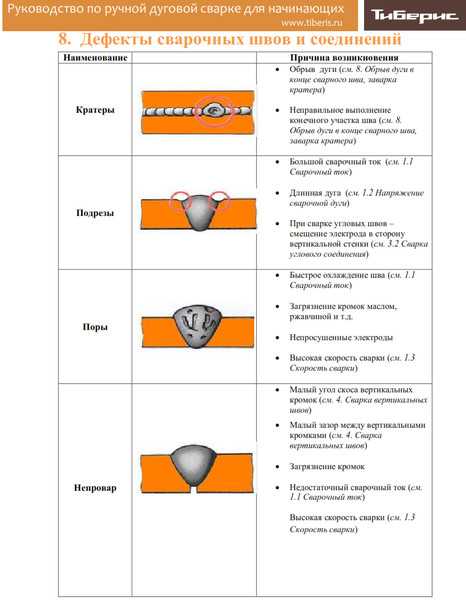
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.

Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
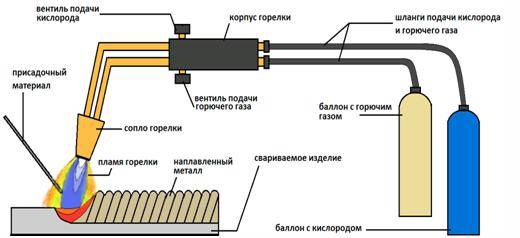
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
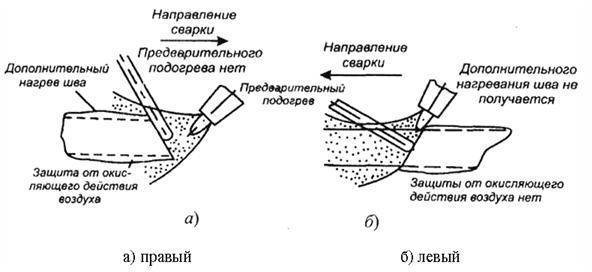
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
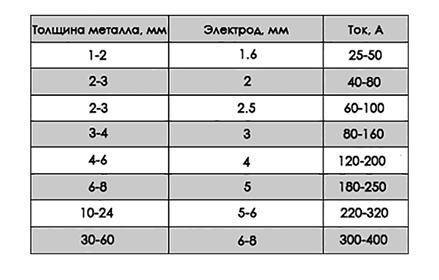
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.

На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;

Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.

Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.
Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
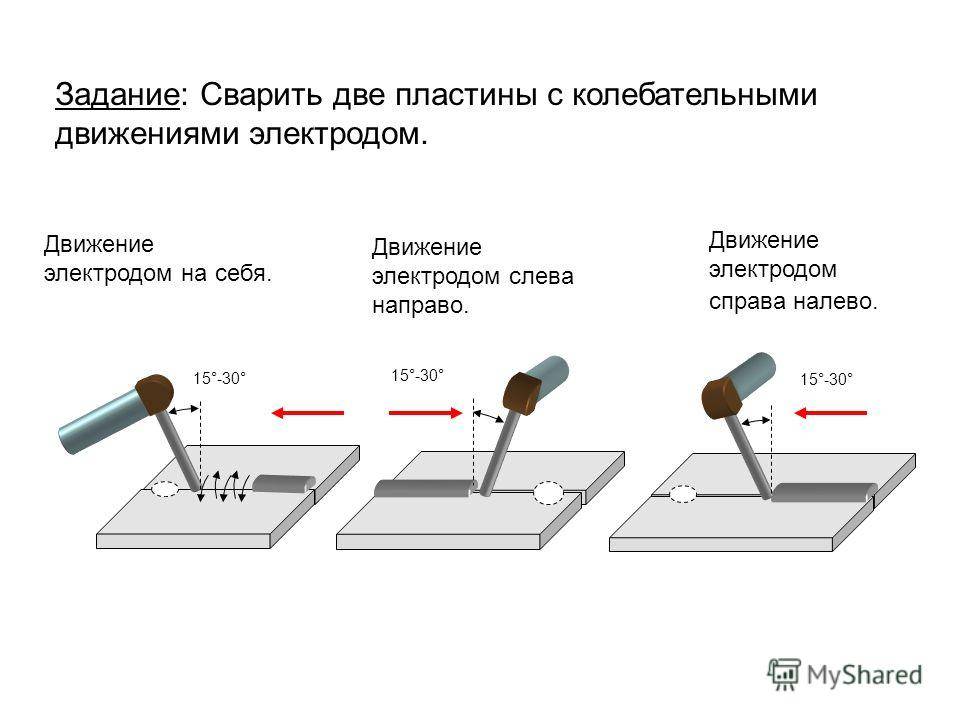
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
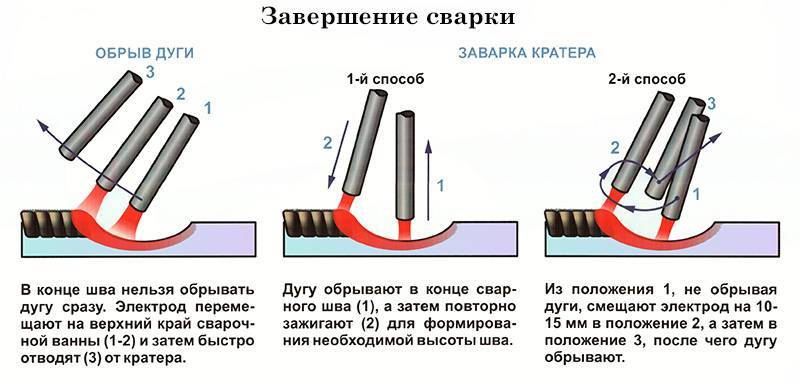
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
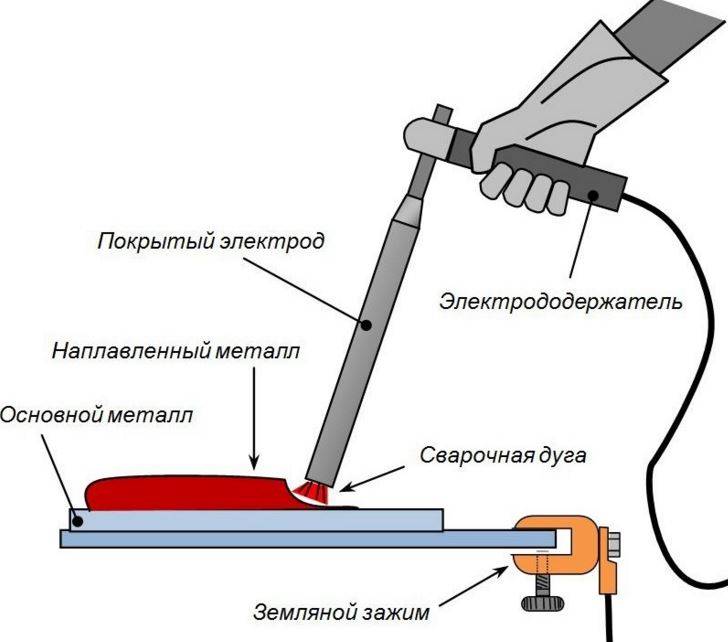
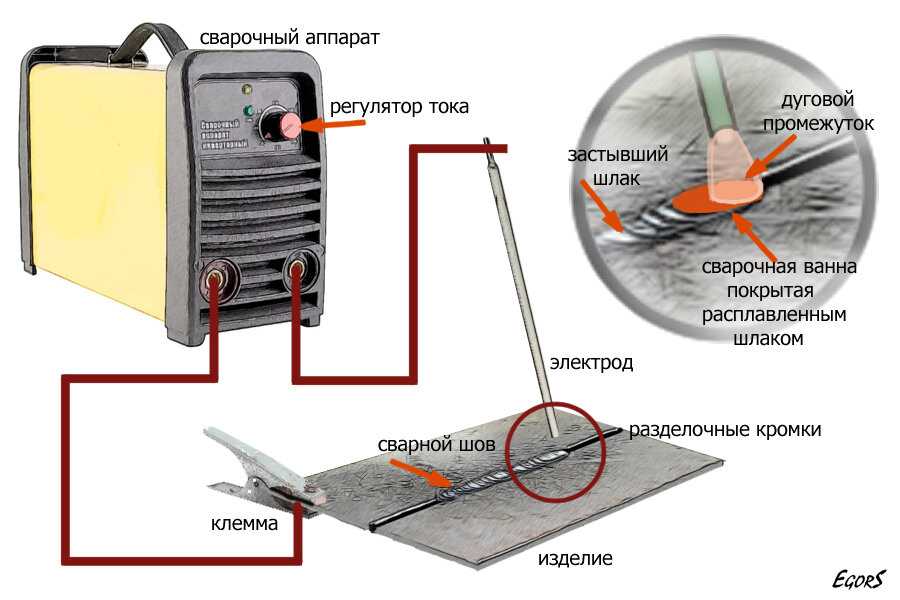
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
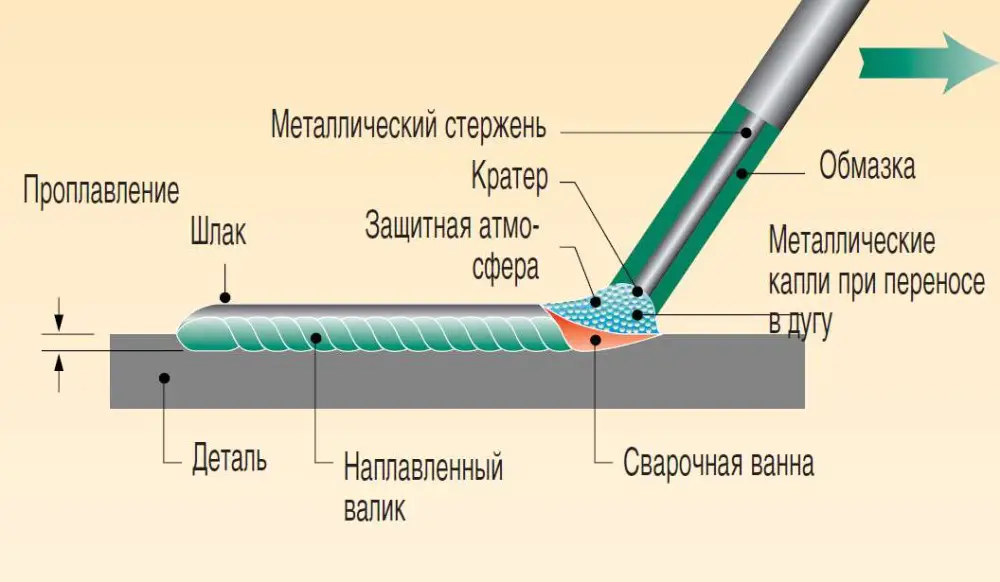
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.




Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
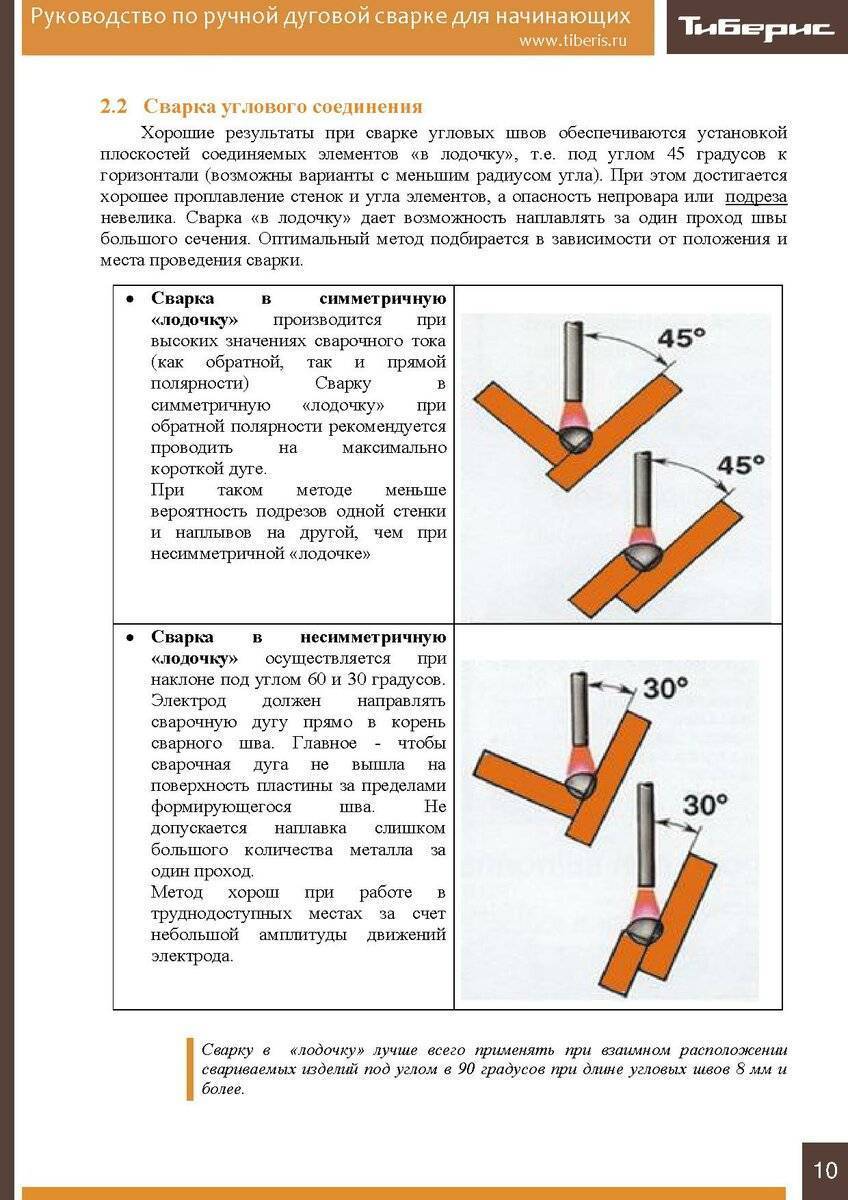
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
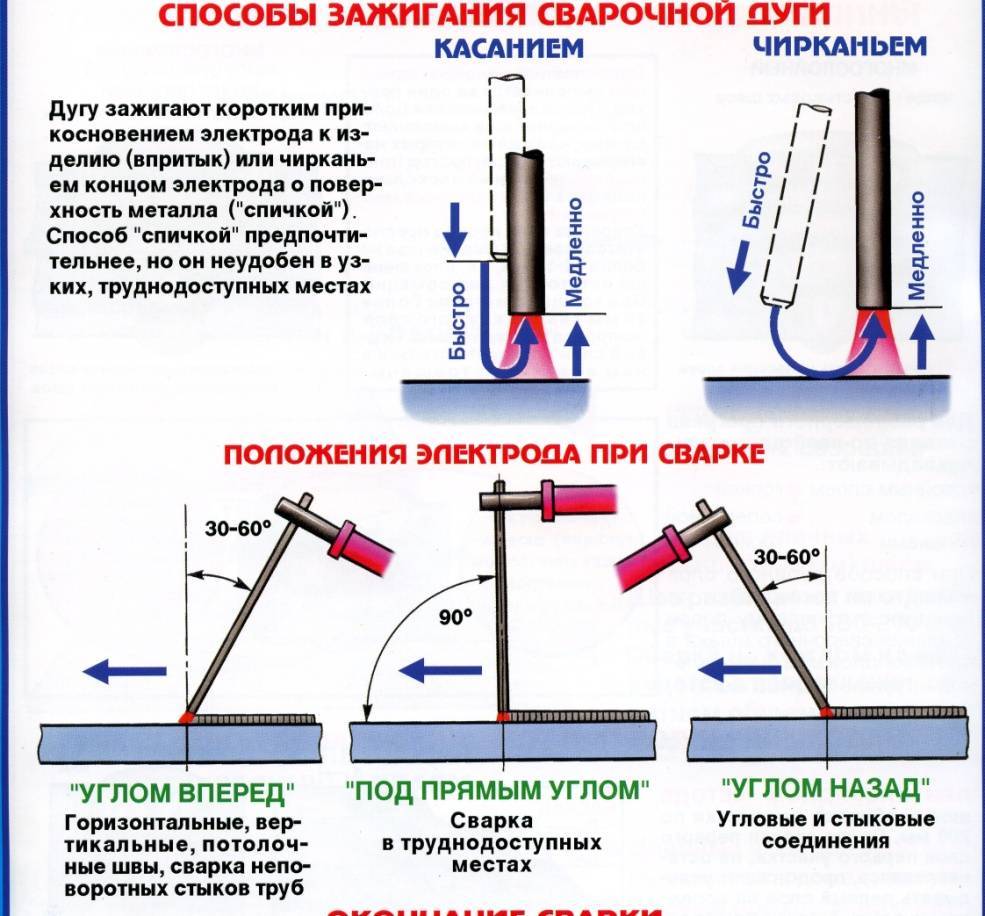
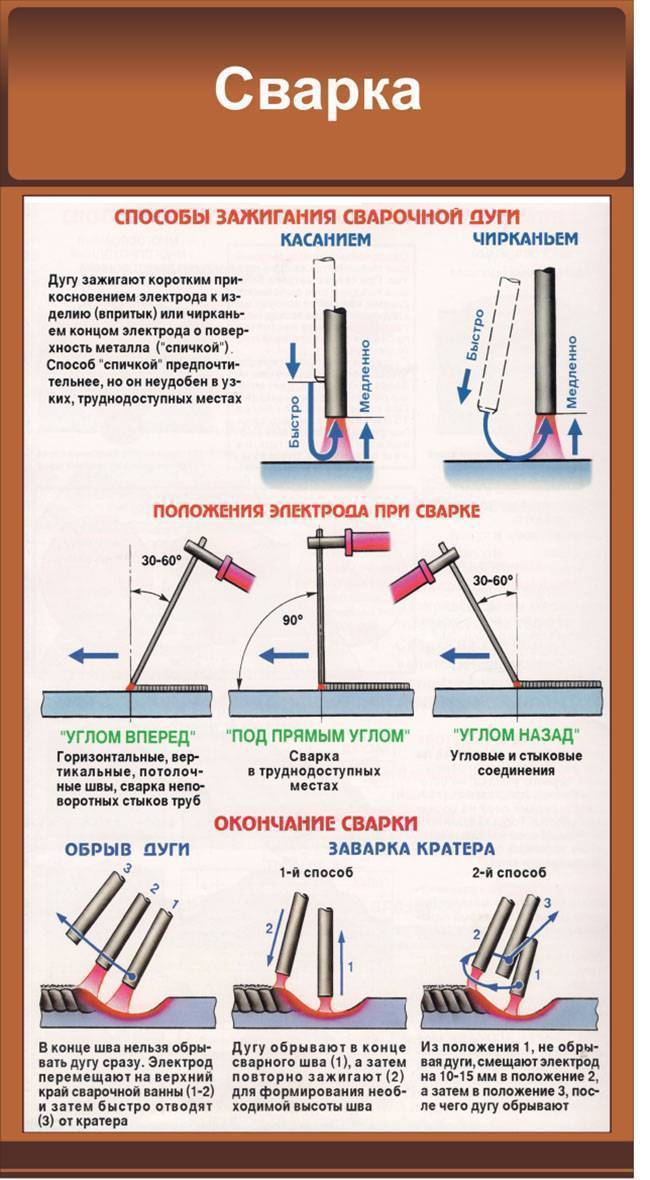
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
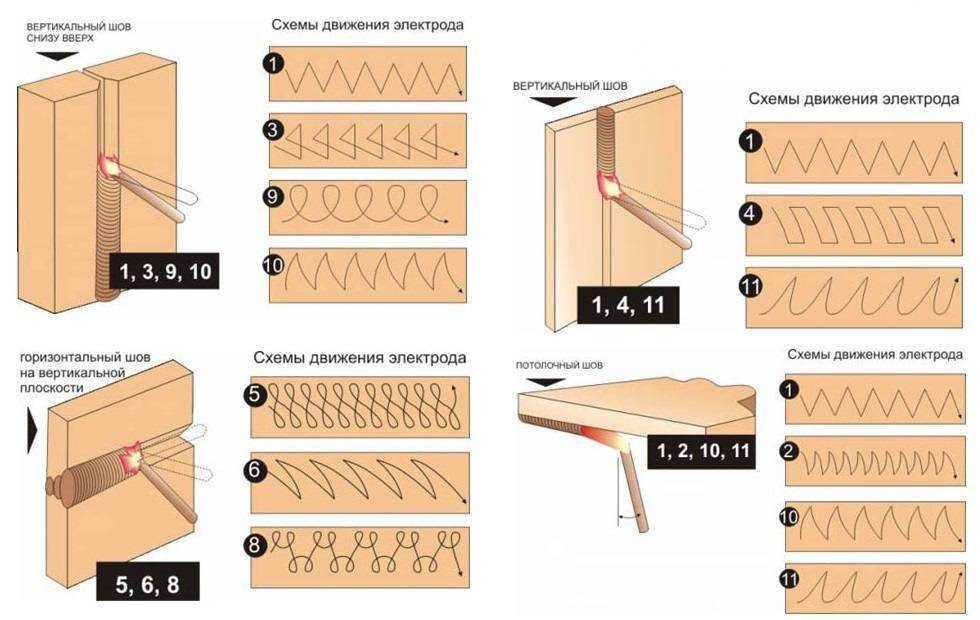
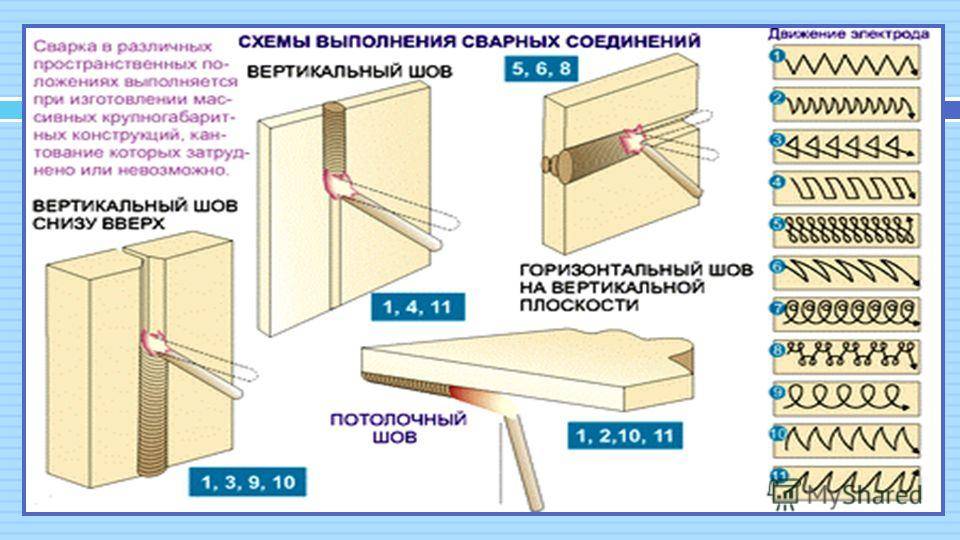
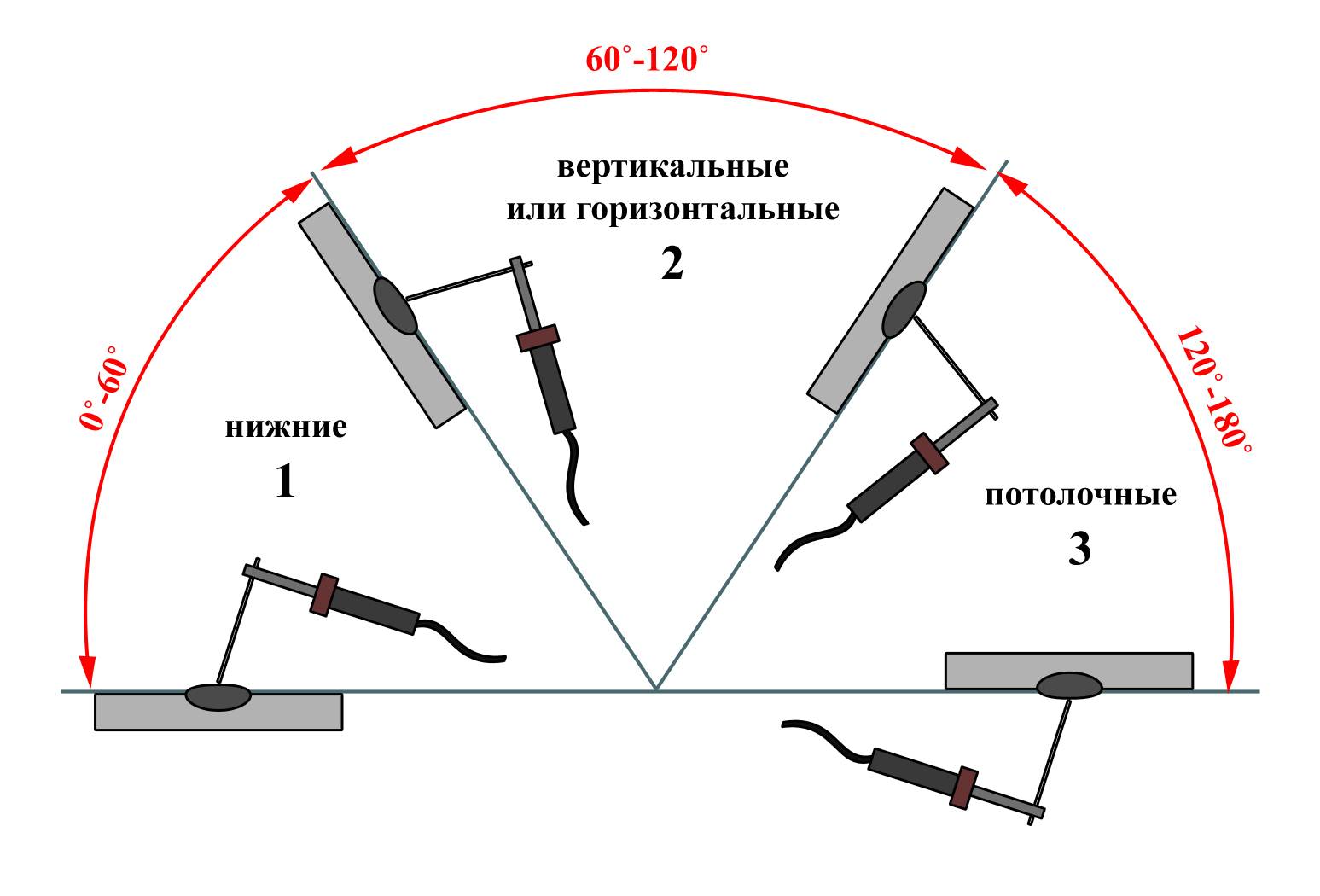
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов





