

Как паять алюминий
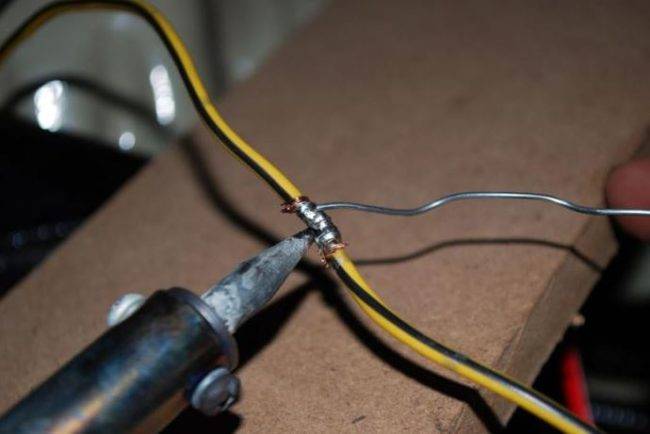
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
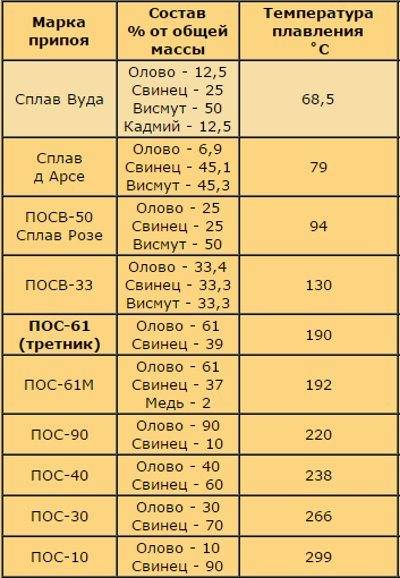 Храрактеристики припоев
Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
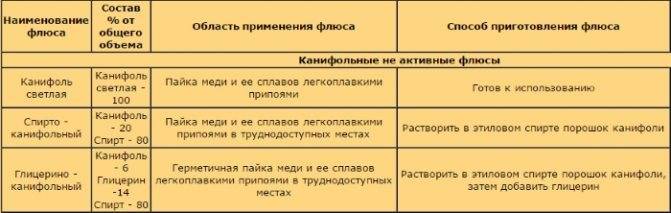 Флюсы на основе канифоли для пайки электрическим паяльником
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Способы соединения проводов
Как уже говорилось, для различных способов соединений проводов распределительной коробке существует своя технология электромонтажа, которая заключается в длине зачищенных проводников, их изгибании и использовании соответствующих инструментов.
Поскольку каждый из возможных способов имеет множество специфических нюансов и требует применения специальных инструментов и навыков, ниже, в виде списка со ссылками представлены типы соединений проводов:
- Клеммные колодки;
- Клеммники Wago;
- Колпачки СИЗ;
- Соединительные гильзы;
- Пайка проводов;
- Сварка проводников.
 Электромонтаж проводов в распределительной коробке при помощи клеммных колодок
Электромонтаж проводов в распределительной коробке при помощи клеммных колодок
Каждый из приведенных выше способов имеет свои достоинства и недостатки, ознакомиться с которыми нужно обязательно, изучив материалы, перейдя по предложенным ссылкам. Выбирать тип соединений для проведения электромонтажа своими руками следует исходя из наличия инструментов, навыков, возможности приобретения материалов и ожидаемого качества контактов.
Наиболее надежной считается сварка проводов, но она требует специального сварочного аппарата и специфических навыков. Пайка проводников, которая также имеет хорошие характеристики, требует навыков владения паяльником. Клеммники Wago достаточно просты в монтаже, надежны при правильно подобранных изделиях согласно нагрузке, допускают соединение многожильных проводов без использования специальных наконечников, но следует опасаться подделок.
 Соединения в распределительной коробке выполнены при помощи клеммников Wago
Соединения в распределительной коробке выполнены при помощи клеммников Wago
Использование гильз надежное, при применении специальных изделий можно соединять медь и алюминий, но само соединение требует специальных клещей и является неразборным, что не дает шанса на легкое исправление ошибки электромонтажа. Колпачки СИЗ надежны при соблюдении технологии и правильном подборе диаметра. Клеммные колодки требуют, чтобы болтовые соединения были надежно затянуты.
 Колпачки СИЗ в распределительной коробке
Колпачки СИЗ в распределительной коробке Скрутка в чистом виде не входит в перечень дозволенных ПУЭ соединений
Скрутка в чистом виде не входит в перечень дозволенных ПУЭ соединений
Испытание соединений проводов в распределительных коробках
После выполнения всех соединений, оголенные участки проводников изолируют при помощи термоусадочных трубок, и укладывают провода в распределительной коробках. Сами коробки оставляют открытыми до проведения испытаний смонтированной электропроводки. Вначале на подключенные линии подается напряжение включением соответствующих автоматических выключателей.
 Изоляция соединений в распределительной коробке при помощи термоусадочной трубки
Изоляция соединений в распределительной коробке при помощи термоусадочной трубки
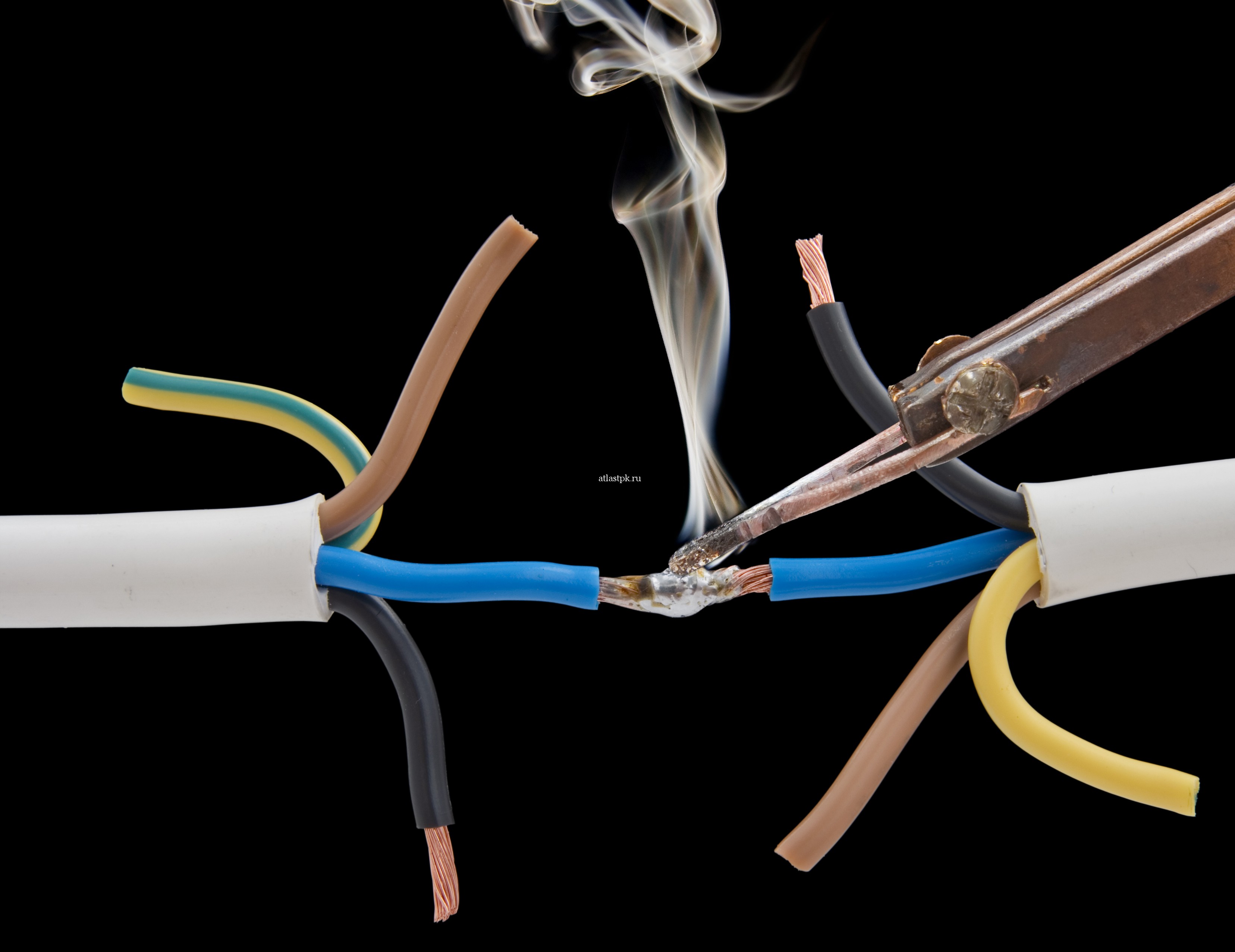
Если после включения нигде ничего не заискрило и автомат не выбило от короткого замыкания при ошибочном подсоединении проводов или некачественной изоляции соединений, проводят испытания электропроводки током нагрузки (прогрузка), которые производится при помощи подключения различных электроприборов на смонтированные линии. Рекомендуется нагрузить каждую линию максимально допустимым током.
Прогрузка должна продолжаться некоторое время (желательно несколько часов). За данный период возможные дефекты электромонтажа успеют себя проявить. Следует произвести визуальный осмотр соединений в распределительных коробках – признаки большой температуры будут видны по оплавлению изоляции или клеммников
Также важно отсутствие характерного запаха перегретой или горелой изоляции
 Оплавленная изоляция одного из соединений в распределительной коробке
Оплавленная изоляция одного из соединений в распределительной коробке
После снятия напряжения следует на ощупь проверить все соединения – они не должны быть горячими. Если при прогрузке электропроводки максимальным расчетным током в течение нескольких часов не выявлено никаких замечаний по поводу работы соединений, то электромонтаж считается нормальным, распределительные коробки можно закрывать и вводить проводку в эксплуатацию.
Ошибка №5 Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Делается это
намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность
элемента. Однако с такими кнопочками часто путаешься в каком они состоянии,
отключенном или включенном.
Если на
вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей
части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва
убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить
можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.
Как правильно паять провода
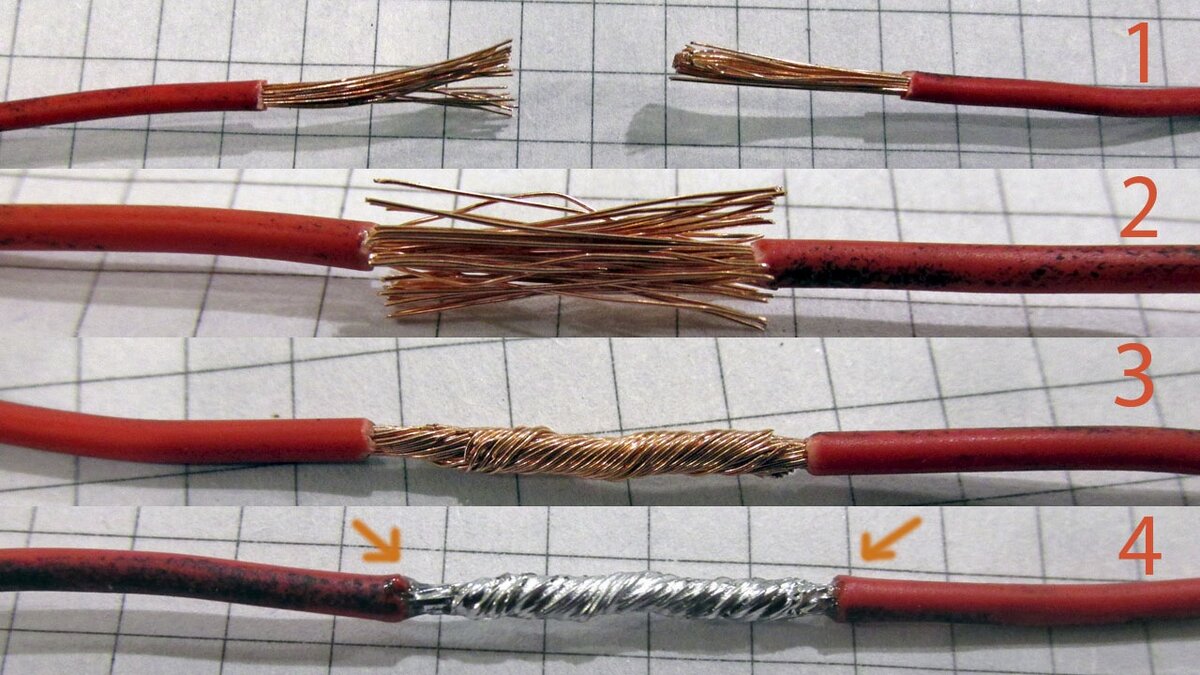
Несмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней. Варианты скруток на схеме:






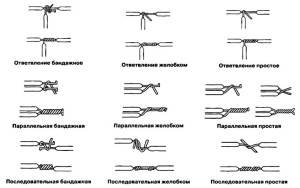
Варианты скруток проводов при пайке
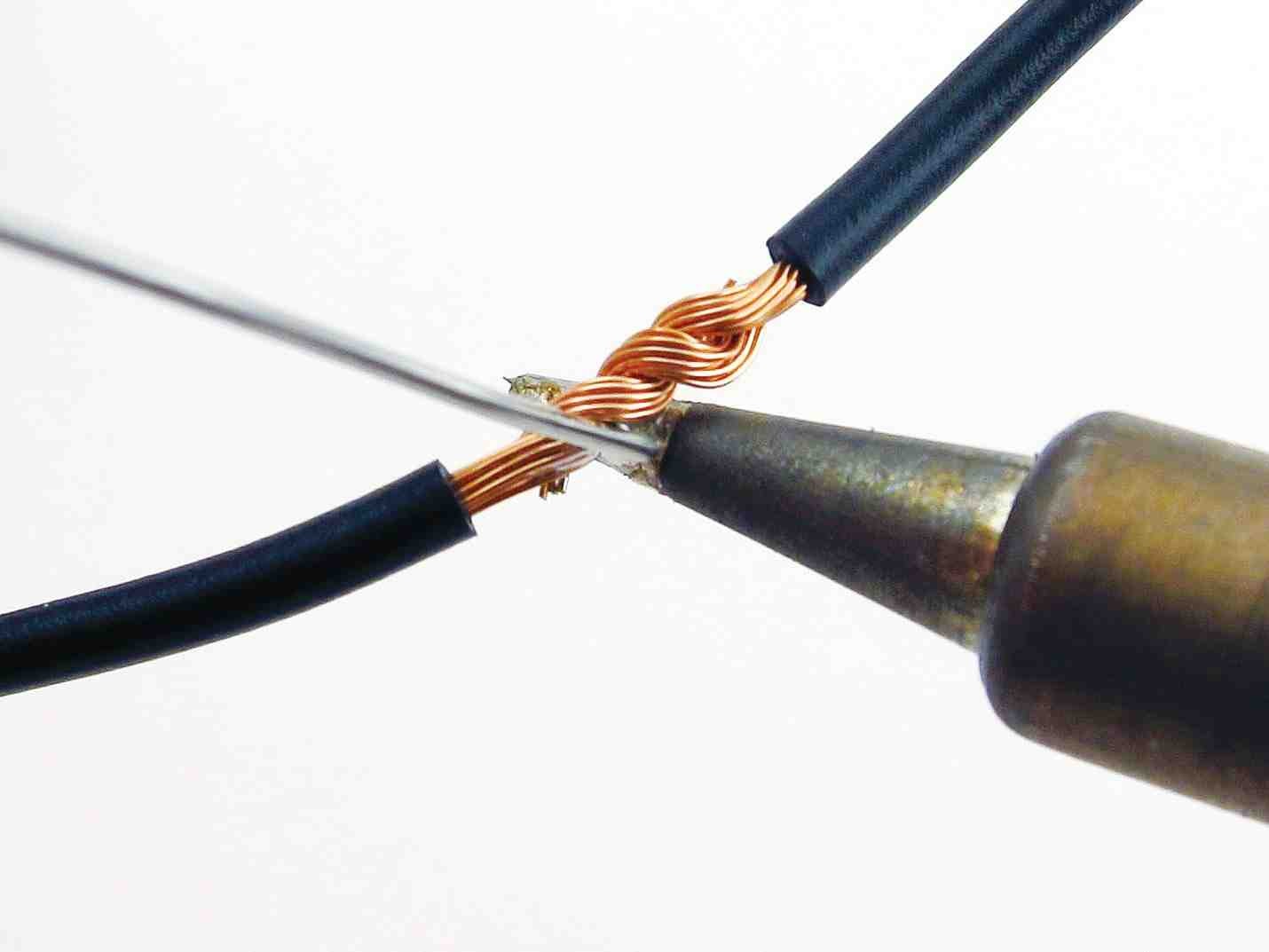
Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева.
Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова.
Правильная пайка проводов
Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник.
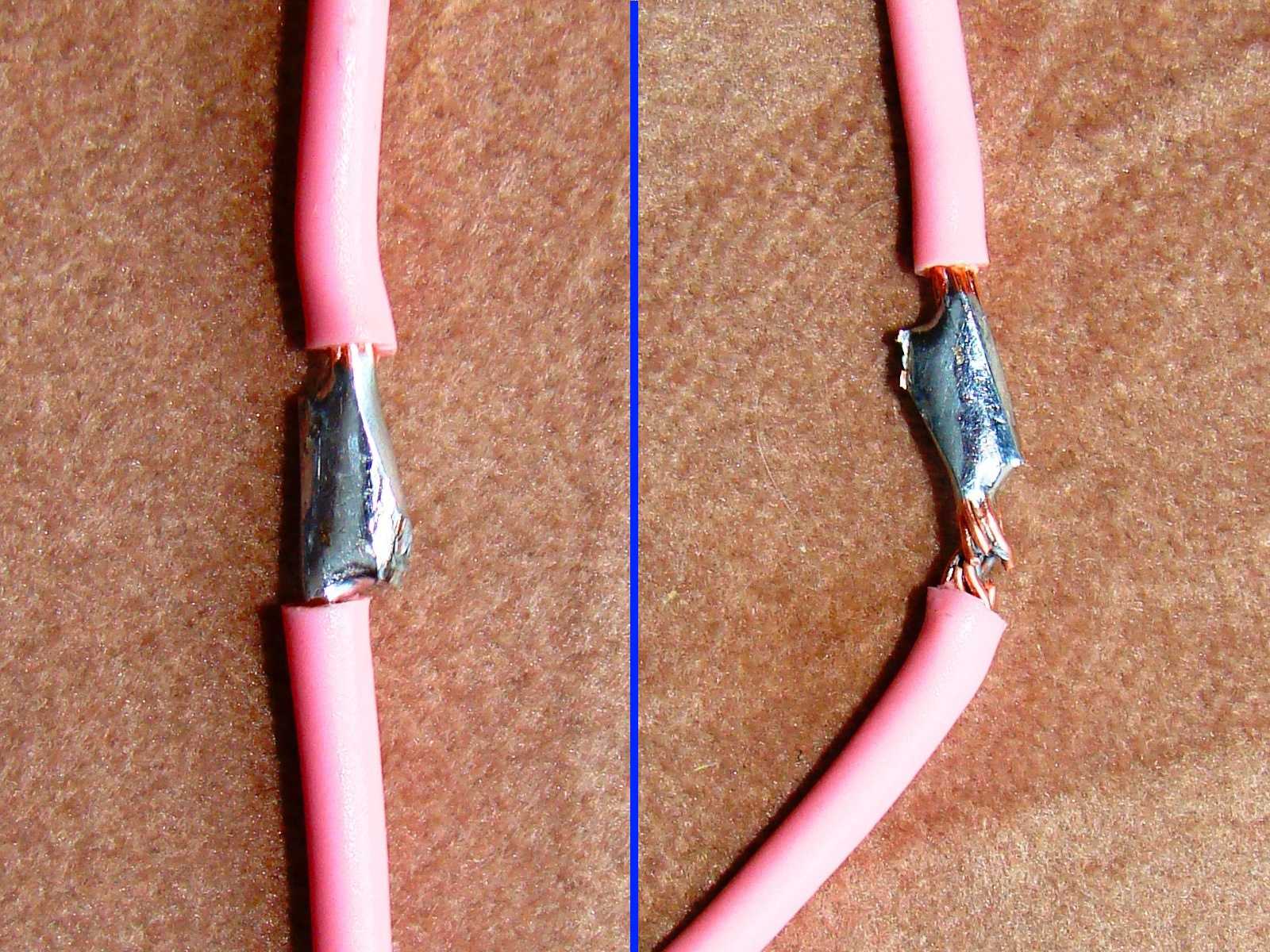
ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки. Качественно пропаянное соединение выглядит так:
Качественно пропаянное соединение выглядит так:
Качественная пайка проводов
Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка.
ВАЖНО! По окончании пайки не забудьте изолировать провода
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Изоляция соединения
Важным требованием в процедуре соединения является их изоляция во избежание несчастных случаев. К изоляционным материалам следует отнести:
- полихлорвиниловые трубки;
- изоляционную ленту;
- термоусадочные трубки;
- специальные колпачки изоляторы скрутки.
Способы изоляции проводов напрямую зависят от материала, который применяется. Они подразделяются на такие методы, как насаживание, наматывание и прогревание. В первом случае насаживают материал на скручиваемый сегмент. Во втором — выполняются простое наматывание с помощью изоляционной ленты. В третьем — изоляция термоусадочной трубкой предусматривает ее насаживание на токоведущую часть с последующим ее прогреванием.
На вопрос новичков «можно ли изолировать провода изолентой?» следует ответить однозначно положительно. Это один из самых распространенных методов. Основное требование – соблюдение срока годности материала и отсутствие видимых повреждений.
Несмотря на то, что с первого взгляда процедура скручивания электропроводящих жил кажется несложной, обязательно требуется ответственный подход к делу.
Материалы для пайки проводов без паяльника
Разница между способами состоит в форме и температуре наносимого припоя. В этом случае форма материала, чем можно припаять провод без паяльника, становится определяющей. Это припой, который может быть в различных формах:
- привычный всем состав из канифоли, олова или олово–свинцовой смеси в слитках;
- тот же припой, прокатанный в тонкую фольгу, шириной 0,5-0,7 мм;
- паста, где припой представляет собой смесь, изготовленную из порошков и кислотного раствора различных металлов и канифоли;
Так как припаять контакт без паяльника стало возможным, появились и различные формы материала, применение которых позволяет использовать примитивный источник нагрева: открытый огонь зажигалки, спиртовки или обычной свечи.
Использование материалов в различных состояниях, все же имеет свои различия, например выбор технологии как припаять провод без паяльника в наушника отличается от той, которая может использоваться при пайке посуды. А способ восстановления платы будет отличаться от того, как припаять гирлянду без паяльника.
Как паять медные и алюминиевые провода

Пайка проводов методом скрутки
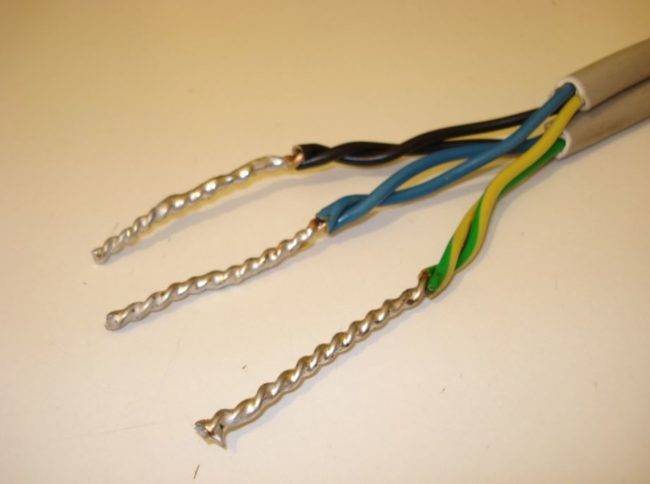
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).

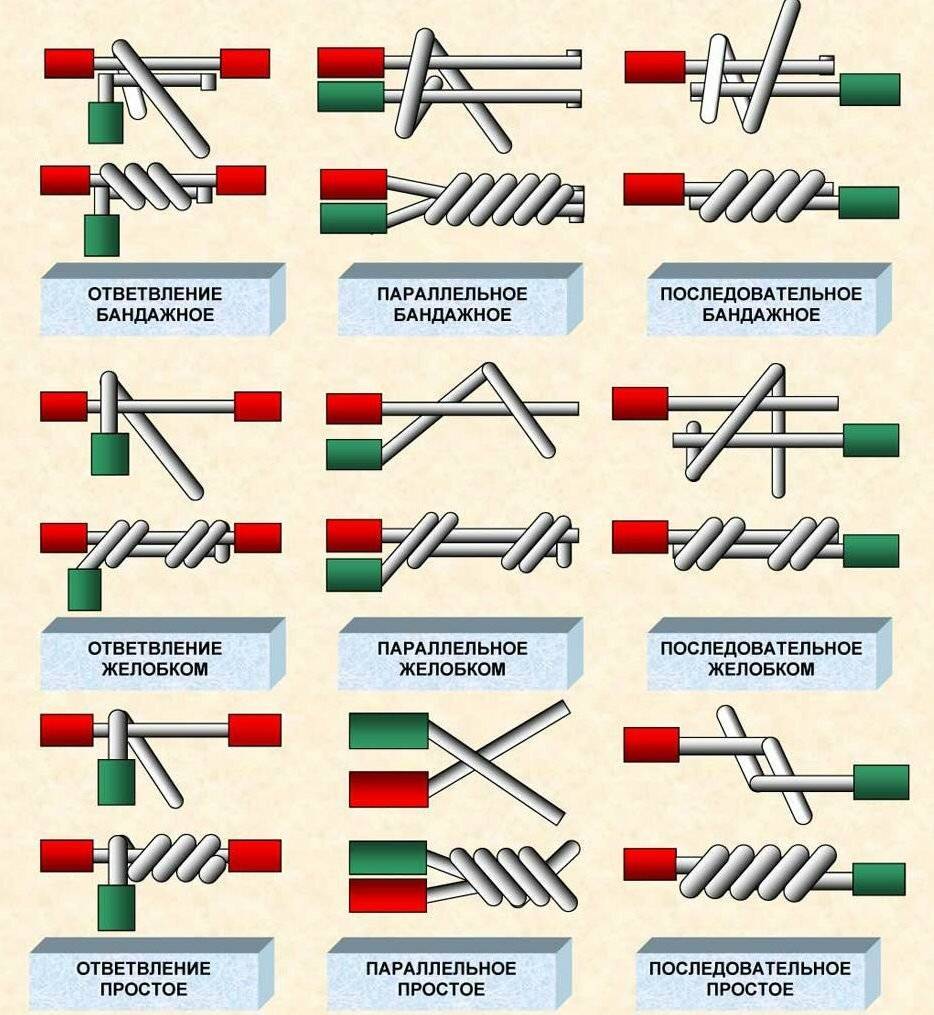

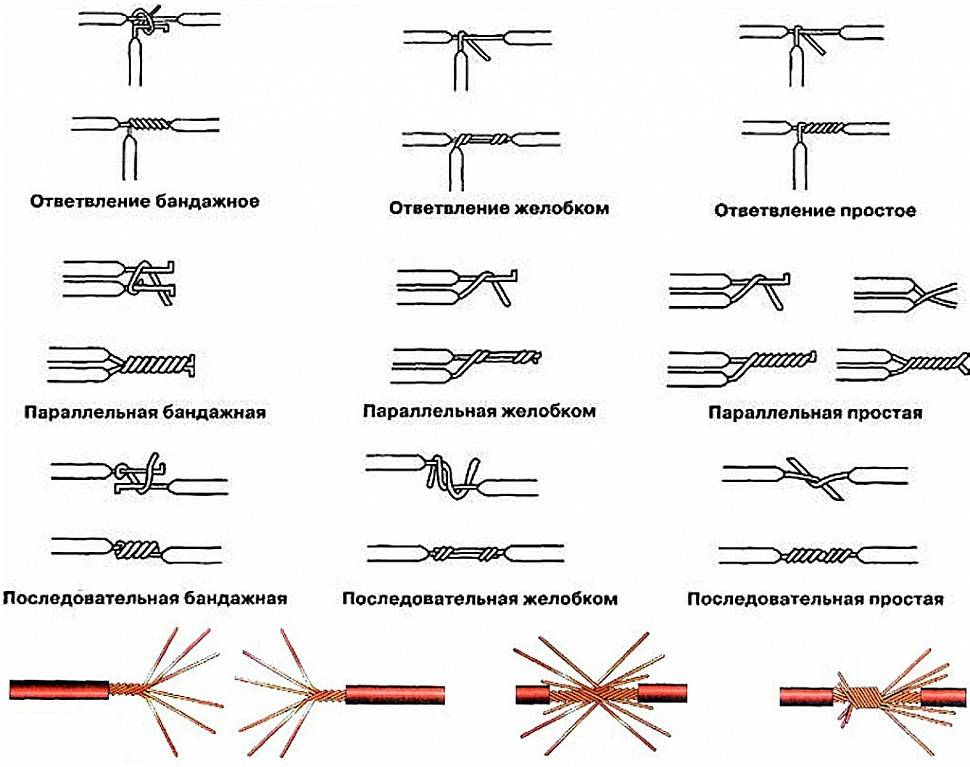
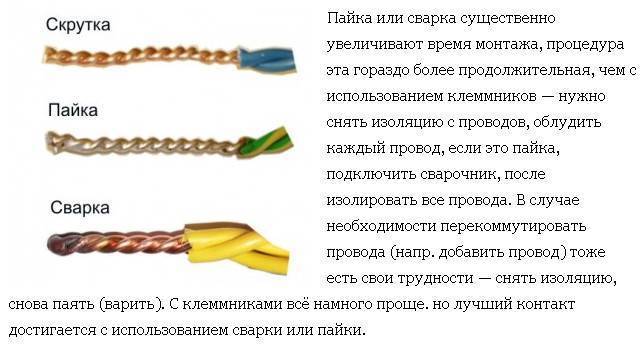
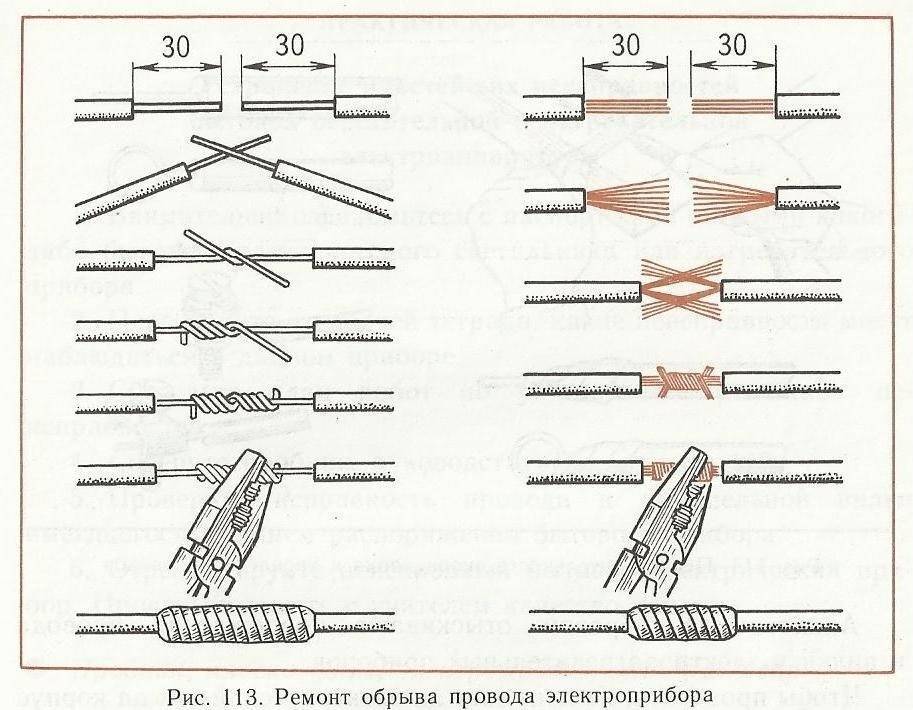
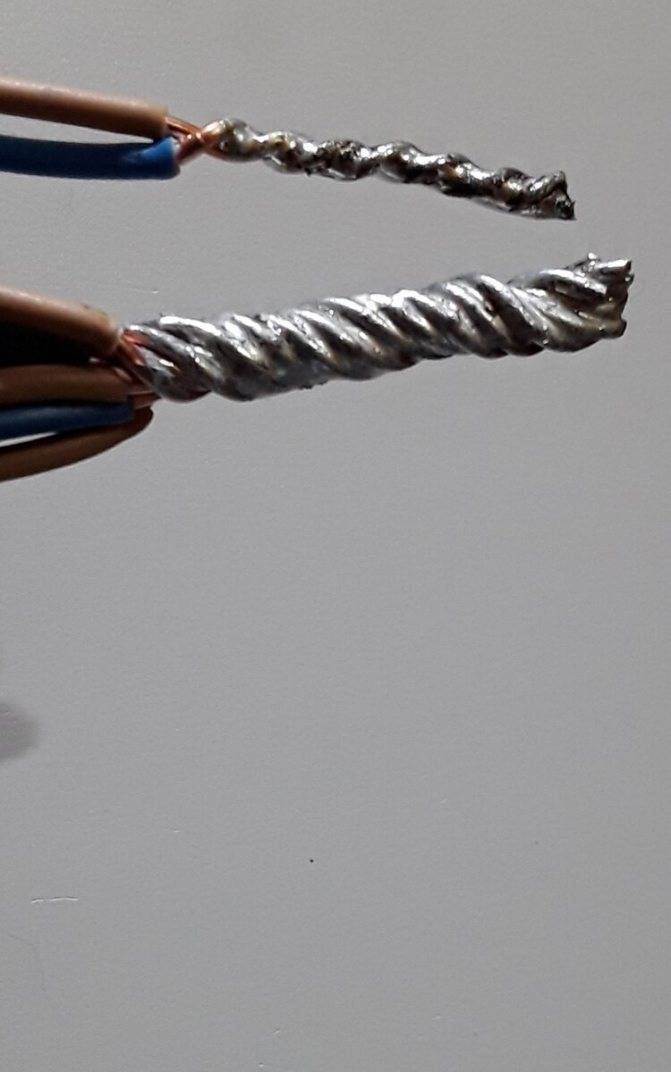
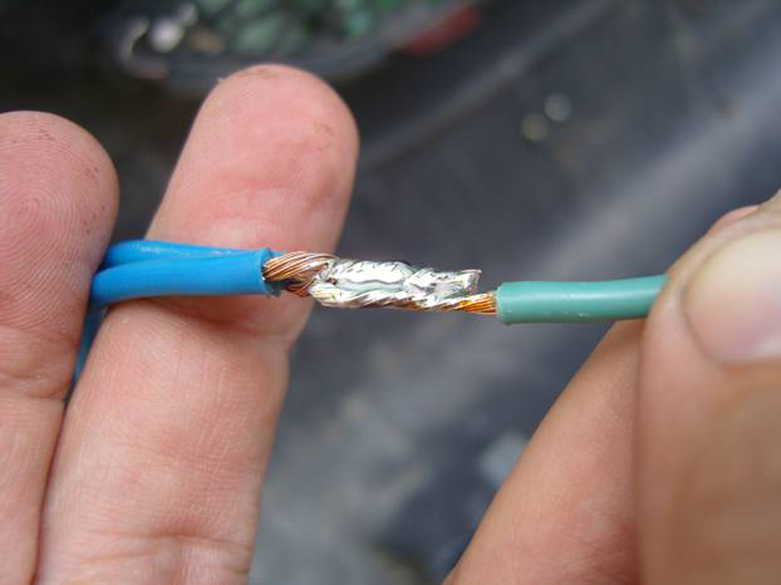
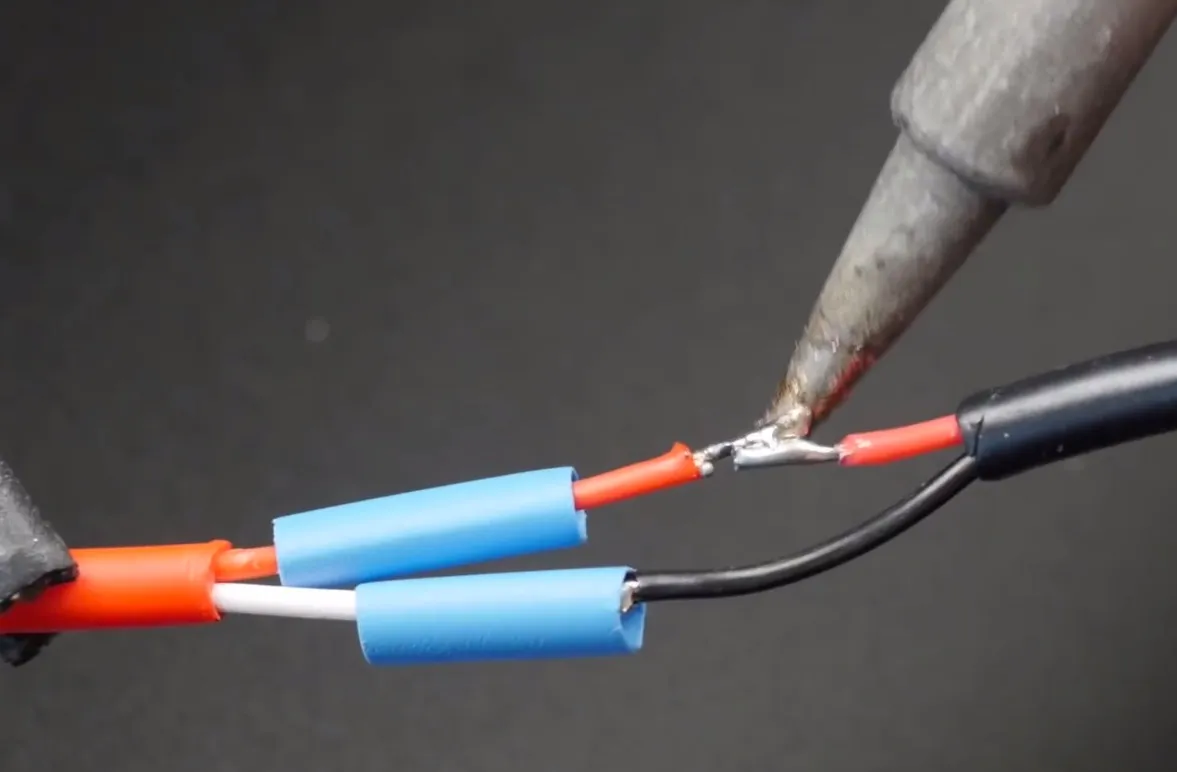
 Рисунок 6. Электрический и газовый тигли для пайки проводов
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Скрутка медных и алюминиевых проводов
Нельзя соединять между собой медь и алюминий напрямую. Однако во многих домах проведены именно алюминиевые провода, которые необходимо соединять с медными, и скрутка иногда является единственным способом соединения
В этом случае важно придерживаться определенных правил, которые позволят прослужить такому закреплению максимальный срок
Для начала стоит отметить, что проводники необходимо качественно обвивать друг с другом. Если их диаметр составляет значительную величину, витков должно быть, как минимум 3, а если диаметр составляет до 1 мм, в этом случае потребуется обвивать провод друг с другом более пяти раз, чтобы обеспечить качественную передачу электрического потока
Также, после этого очень важно обработать оголенную поверхность специальным лаком, который обладает свойствами стойкости к воде и влаге.
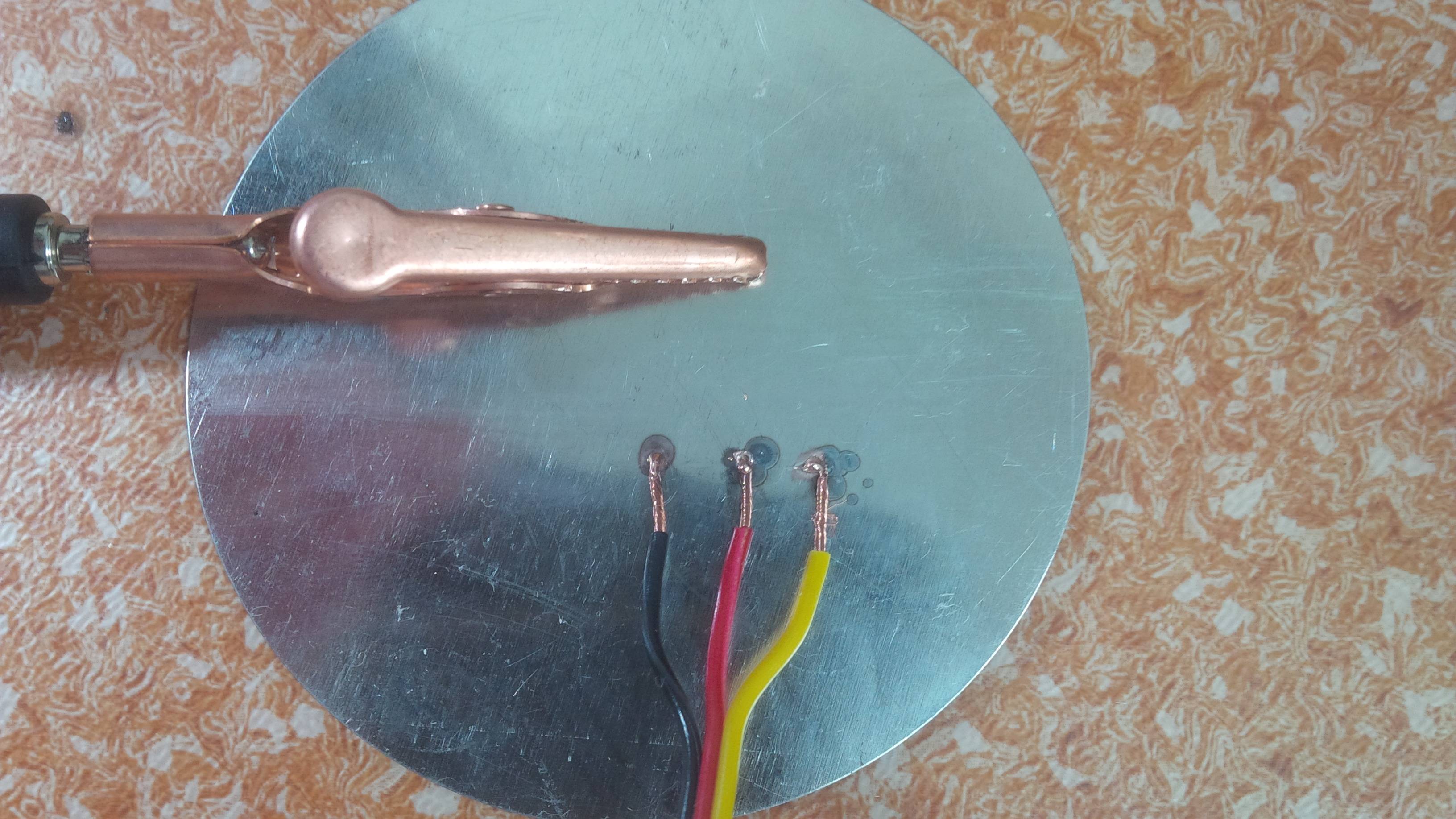
При соединении медного и алюминиевого провода лучше использовать специальную стальную пластину, размещенную между ними. Это позволит избежать их непосредственного соприкосновения. Таким образом срок службы подобного соединения будет гораздо больше
Если под рукой такой комплектующей части нет, тогда можно прибегнуть к обработке медного оголенного проводка припоем, что также позволит избежать механических контактов этих двух металлов.
Идеальным решением соединения медного и алюминиевого проводника является предварительное нанесение на медную жилу припой. Особенно такую предварительную обработку часто используют при соединении одно- и многожильного провода, когда таким образом провод, состоящий из нескольких проводников, превращается в одножильный.
Таким образом срок службы подобного соединения будет гораздо больше. Если под рукой такой комплектующей части нет, тогда можно прибегнуть к обработке медного оголенного проводка припоем, что также позволит избежать механических контактов этих двух металлов.
Идеальным решением соединения медного и алюминиевого проводника является предварительное нанесение на медную жилу припой. Особенно такую предварительную обработку часто используют при соединении одно- и многожильного провода, когда таким образом провод, состоящий из нескольких проводников, превращается в одножильный.
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

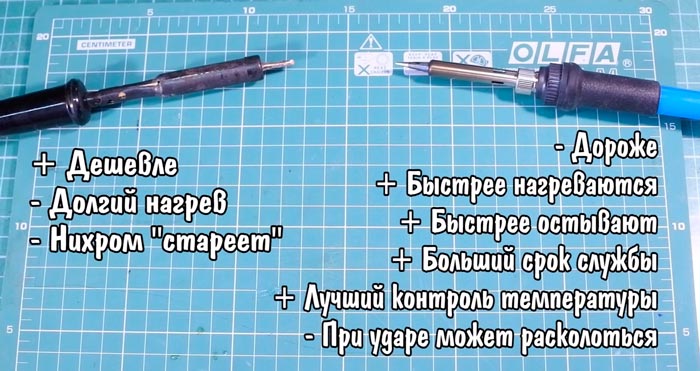
Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Меры безопасности
Перед тем как в домашних условиях сварить два медных провода в распределительной коробке или другом месте, требуется хорошо уяснить правила безопасности. Их нужно строго соблюдать:
- обязательно заземлять сварочный аппарат во время работы;
- не применять для электродов кабели с некачественной изоляцией;
- использовать аппарат для сварки в стандартных режимах, которые не противоречат эксплуатационным требованиям производителя оборудования.
Сварочный процесс осуществляется исключительно в защищенной среде. Она отличается отсутствием прямого контакта с окружающим воздухом. Из-за этого для сварки применяют аппарат с небольшой мощностью. Он может функционировать на постоянном или переменном электротоке.



Как в распределительной распайке осуществляется сварка электропроводки показано в данном видеоролике:
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
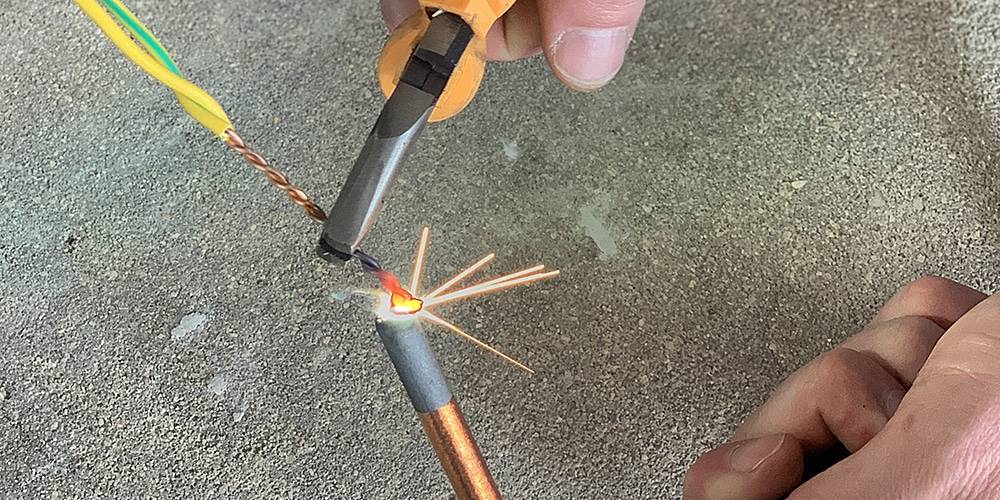
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Как соединить провода наушников
Иногда у исправных наушников обламывается кабель возле штекера, но есть штекер от неисправных наушников. Бывают также и другие ситуации, в которых необходимо соединение проводов в наушниках.
Для этого нужно:
- обрезать обломанный штекер или неровно оборванный кабель;
- зачистить внешнюю изоляцию на 15–20 мм;
- определить, какой из внутренних проводов является общим и проверить целостность всех проводников;
- обрезать внутренние проводки по принципу: один не трогать, общий на 5 мм и второй на 10 мм. Это делается для уменьшения толщины соединения. Общих проводников может быть два — на каждый наушник свой. В этом случае они скручиваются вместе. Иногда в качестве общего проводника используется экран;
- зачистить концы проводов. Если в качестве изоляции используется лак, то он сгорит в процессе лужения;
- залудить концы на длину 5 мм;
- на провод надеть кусочек термоусадочной трубки длиной на 30 мм больше, чем ожидаемая длина соединения;
- на длинные концы надеть кусочки более тонкой термоусадочной трубки длиной 10 мм, на средний (общий) не одевать;
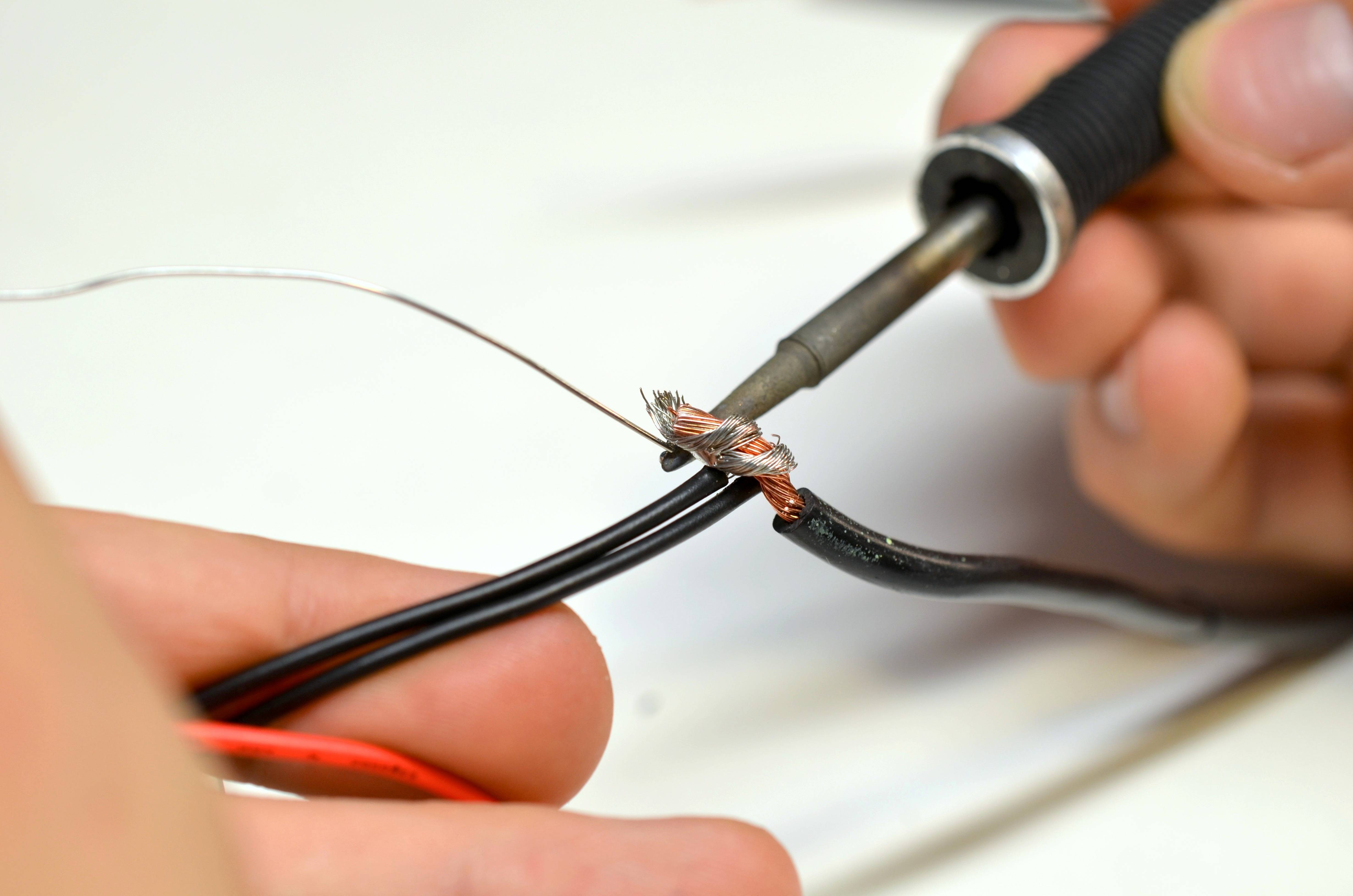
- скрутить проводки (длинные с короткими, а средний со средним);
- пропаять скрутки;
- отогнуть пропаянные скрутки наружу, к незащищенным краям, надвинуть на них кусочки тонкой термоусадочной трубки и прогреть её феном или зажигалкой;
- надвинуть на место соединения термоусадочную трубку большего диаметра и прогреть.
Если всё было сделано аккуратно, а цвет трубки подобрать по цвету кабеля, то соединение незаметно и наушники будут работать не хуже новых.





