

Как нарезать резьбу. Нарезание внутренней и наружной резьбы
Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок №1.
Рисунок №1 – Элементы резьбы на болте
1 — глубина;
2 — вершина; 3 — шаг;
4 —впадина;
5 — наружный диаметр;
6— внутренний диаметр.
Нарезание внутренней резьбы:
Прежде всего, нужно правильно подобрать сверло для высверливания отверстия.
Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика.
При сверлении отверстия слишком большого диаметра глубина резьбы получится неполной, а соединение непрочным.При сверлении глухого отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
Нарезание резьбы проводят в такой последовательности: намечают кернером место сверления; закрепляют деталь в тисках; высверливают отверстие; вставляют в отверстие метчик (рисунок 2) строго вертикально (по угольнику); надевают на метчик вороток, прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение; берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1-2 оборота. Нарезание резьбы значительно облегчается, если метчиком делать 1-2 рабочих оборота вправо и 1-2 оборота влево; закончив нарезание, метчик вывертывают из отверстия, затем еще раз прогоняют по полученной резьбе.
Рисунок №2 – Нарезание внутренней резьбы метчиком:
а —установка метчика в отверстие;
б — наре¬зание резьбы.
Правила работы метчиками:
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым.
Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Нарезание наружной резьбы:
В домашних условиях выполняется плашками вручную.Диаметр стержня под наружную резьбу должен быть на 0,3— 0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила не допускаются.
Нарезание наружной резьбы круглой плашкой производится в таком порядке:на верхнем конце стержня снимают фаску, которая обеспечивает врезание плашки в металл;
Стержень зажимают в тисках вертикально так, чтобы выступающий его конец был на 20—25 мм больше длины нарезаемой часта (рисунок №3); на стержень накладывают закрепленную в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1—2 нитки без перекоса. После этого стержень смазывают маслом и плавно вращают вороток на 1—2 оборота вправо и 1/2 оборота влево.
Нарезание резьбы раздвижными призматическими плашками (рисунок №3) выполняют следующим образом: запиливают на конце стержня фаску; устанавливают в клупп плашки; зажимают в тисках стержень; надевают на стержень клупп и плотно сдвигают гайки зажимным винтом; смазывают плашки и стержень маслом; клупп поворачивают на 1 — 1,5 оборота по часовой стрелке, затем на 1-4, 1-2 оборота обратно и так до конца резьбы; нарезав резьбу, клупп свинчивают к концу стержня, поджимают плашки винтом и проходят резьбу вторично; проверяют резьбу гайкой соответствующего диаметра; по окончании работы плашки вынимают из клуппа, очищают от стружки, протирают и смазывают маслом; протирают клупп.
Рисунок №3 – Нарезание резьбы при помощи плашки
а — Нарезание резьбы круглой плашкойб — Нарезание резьбы призматическими плашками
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
Особенности
Резьбу придумали два века назад: тогда в Британии впервые появился токарно-винтовой станок. Изобретатель Г. Модсли открыл способ нанесения точной резьбы и изобрел прибор для ее измерения (микрометр) с точностью до 0.0001 дюйма.
Примерно тогда же инженер-механик Д. Витворт создал первый профиль винтовой резьбы и предложил систему ее стандартов. С тех пор изобретение носит его имя – резьба Витворта. Она легла в основу для всевозможных национальных стандартов.
Точной даты появления резьбы никто не помнит, однако дату ее применения вполне можно считать началом промышленного производства.
Главной особенностью нанесения резьбы является то, что инструмент для ее осуществления должен быть выполнен из материала большей твердости, чем нарезаемый элемент, а для изготовления этого инструмента, в свою очередь, должны применяться конструкции с еще более твердыми элементами по составу.
В наши дни вариантов нарезания резьбы на трубе несчетное множество
Важно лишь выбрать тот, что необходим. Хороший результат гарантирован, если при осуществлении работ используются качественные материалы и инструменты, соблюдается инструкция, а также технология нарезки. Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать
Нарезая резьбу, лучше всего использовать качественный инструмент, так как дешевый вариант вряд ли будет долго работать.
Сейчас большинство систем трубопроводов изготавливаются из пластика. Приходится часто скреплять конструкции с использованием соединительных элементов из пластика и металла. В бытовой сфере такие крепления – довольно частое решение, их называют комбинированными. В современных системах коммуникаций традиционно используют один из видов пластиковых либо металлических труб. Однако в некоторых случаях целесообразно использовать именно комбинированные конструкции.
Для установки систем при совмещении элементов ПНД и металла используются несколько способов соединения, в число которых входит резьбовая и фланцевая резьба.
Трубы с диаметром до 40 мм состыковываются резьбовым способом. Фланцевые соединения используются для труб большего диаметра, где невозможно затягивать нарезку.
Соединение полипропиленовой трубы с трубой из металла осуществляется с помощью фитингов, которые специально для этого созданы. Они представляют собой соединения, одна сторона которых имеет резьбу под металл, а другая – муфту под пластик. Множественные комбинированные соединения выполняются специальными сложными фитингами.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:










Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку. Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа. По конструкции канавок:
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Конструкция метчика
Метчик – своего рода закаленный винт, имеющий выступающие ребра с несколькими прорезанными винтовыми или прямыми канавками – режущими кромками. При ввинчивании в пустотелые заготовки соответствующего диаметра такие рифленые ребра вырезают стружку, выводя ее из обрабатываемой зоны отверстия и оставляя на стенках детали аналогичные винтовые канавки – резьбу.
Нехитрый резьбонарезной прибор, метчик, по сути – это железный прут из твердой стали высокого качества, с наличием на одном краю режущей части, на другом – хвостовика с квадратным элементом (у ручных моделей) для крепления воротка, служащего для возвратно-поступательных движений метчика в процессе работы.
Рабочая зона инструмента для нарезания внутренней винтовой резьбы условно разделяется на части:
- режущую часть(заборную), обеспечивающую основное срезание припуска на обработку;
- калибрующий участок, окончательно обрабатывающий резьбу;
- перья (ребра с винтовой нарезкой);
- канавки для вывода стружки (малые метчики имеют 3 канавки; крупные, с диаметром больше 20 мм, – 4 канавки);
- сердцевину, придающую метчику жесткость и прочность.
Базовые понятия
Резьбовое соединение является неотъемлемым, если необходимо установить запорную арматуру, переходной тройник или муфту на металлическую трубу. Очень часто стыки приходят в негодность, и их приходится переделывать. Резьба характеризуется:
- глубиной;
- шагом;
- профилем;
- углом профиля;
- местом расположения.
Какая может быть резьба В зависимости от профиля и шага различают резьбу:
- Дюймовую. Имеет форму треугольника. Получила свое название благодаря единицам, в которых измеряется внешний диаметр. Применяется при сборке деталей водопровода и отопления. Условно выделяют трубную и крепежную. Вторая имеет более крупный шаг для обеспечения лучшей фиксации.
- Коническую. Основное применение этого вида сводится к тому, чтобы соединение получилось герметичным без применения различных уплотняющих материалов.
- Цилиндрическую. Это разновидность дюймовой резьбы с более мелким шагом. Верхняя кромка профиля сглажена и напоминает часть цилиндра. Обычно шаг резьбы совпадает с дюймовым у подходящих по диаметру деталей.
- Трапециевидную. Имеет угол при вершине в 30°. Чаще всего применяется в болтовых соединениях для придания большей надежности при фиксации. Резьбу, стороны витка которой напоминают неравнобедренную трапецию, называют упорной.
- Прямоугольную. Применяется для тех же целей, что и предыдущий вид.
По месту расположения нарезки выделяют:
- внешнюю;
- внутреннюю.
Каждый из этих видов требует индивидуального подхода и предназначен для определенных целей.
Оборудование для нарезания резьбы своими руками
На трубах при небольших объемах работ наружную резьбу своими руками можно нарезать с использованием трубных клуппов, применяя нераздвижные или раздвижные плашки.
Изначальной трубу зажимают в прижим, очищается конец трубы от окалины при помощи напильника, после чего нарезаемую часть смазываются сульфофрезолом или олифой.
На трубу устанавливается особый инструмент – клупп, который обладает раздвижными плашками, и несильными ударами по рукоятке планшайбы молотком или киянкой доводят вплотную к трубе направляющие плашки, затем все закрепляется болтами. Кроме того, ориентируясь на риску планшайбы, устанавливаются режущие плашки. Затем инструмент начинают вращать по часовой стрелке, одновременно с этим нажимая на него.










В корпусе трубного клуппа с одной части располагаются четыре отверстия для разрежающей плашки, а с другой стороны три отверстия для направляющей плашки. Режущие направляющие плашки разводят, а планшайбы сближают, которые крепятся на корпусе прижимными кольцами. В плоскостях, прилегающих к корпусу, у планшайб имеются спиральные канавки, в которых входят штифты плашки. В случае, если повернуть планшайбу, штифты начинают скользить по спиралевидным канавкам, а плашки сближаются (если повернуть влево планшайбу) или постепенно расходиться (если повернуть вправо планшайбу). В то время, когда плашки уже смонтированы в необходимое положение, планшайба закрепляется при помощи прижимных болтов.
Трубные клуппы изготавливаются с парой комплектов разрезающих плашек: для нарезания резьбы на трубах размером 20 или 15 миллиметров и для нарезки труб диаметром 25, 38, 32 и 50 миллиметров.
Для трубных клуппов применяются радиальные двусторонние или радиальные односторонние плашки. Плашки выпускают по 4 экземпляра в упаковке. Каждая имеет обозначение с размером и порядковым номером от единицы до четырех. Соответствующие номера располагаются у каждой прорези на корпусе тела клуппа. На трубе имеются сменные втулки для различных диаметров трубы, расположенные в направляющем фланце и крепящиеся винтов. Последний крепит винтами к корпусу, где устанавливаются соответствующие номера плашки.
Трубные клуппы обладают преимуществом – высочайшее качество получаемой резьбы на изделиях и прочность конструкции. Недостатком данного оборудования является большая масса и необходимость в серьезном уходе.
При нарезке 50-миллиметровой резьбы необходимо переставить направляющие планки, развернув их на 180 градусов, то короткой стороной внутрь клуппа.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы. Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов. Зачистка поверхности проводится до металла, пока он не начнет блестеть. Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента. Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным. Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки. Применение ручного клуппа. Применение ручного клуппа
Применение ручного клуппа
Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь. Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии
Сперва следует подготовить заготовку – убрать лишние загрязнения
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Популярные модели трубных клуппов
На рынке представлен широкий ряд недорогих клуппов преимущественно китайского производства, встречается отечественные и намного более дорогие бренды от европейских производителей, США.
Обычно инструмент для нарезания резьбы на трубах реализуется в наборах, элементы которого помещены чемодан для транспортировки, стандартная комплектация — несколько насадок и трещотка со съемными ручками, баллон фирменного масла. Наиболее часто в продаже можно встретить комплекты и отдельные клуппы следующих марок:
ЗУБР — российский бренд с производством в Китае, фирма выпускает как отдельные резьбонарезные лерки, так и комплекты. В продаже реализуются наборы серии Эксперт с лерками в количестве 3, 4, и 5 штук со средними ценами соответственно 3000, 4000 и 4500 рублей. Резьбонарезные головки покрыты порошковой краской красного цвета, в торговой сети их стоимость от 600 до 900 руб.
Резцы по утверждению производителя отличаются улучшенной геометрией и сделаны из типовой стали марки 9ХС, основной тип выполняемой резьбы — трубная коническая. Стандартные размеры и соответствующее число клуппов — 1/4″ или 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, на изделия дается гарантия 1 год.
СИБРТЕХ — российский бренд с производственными площадями в Китае, в продаже имеются отдельные головки стального цвета стандартных размеров и трещотки. Клупп трубный СИБРТЕХ отличается невысокой стоимостью (лерки можно купить за 350 — 600 руб., трещотки за 850 руб.), в основном рассчитаны на нарезку самоуплотняющейся BSPT-резьбы и намного реже цилиндрической BSPP.
Поставка отдельными деталями удобна для использования в домашнем хозяйстве — можно купить трещотку и подходящие к нему одну или две головки, что по стоимости будет намного дешевле полного комплекта в кейсе.
Рис. 10 Стоимость клуппных плашек 2021 г
FIT — торговая марка известного китайского производителя разнообразного инструмента, фирма выпускает недорогие клуппные наборы в кейсах и без в количестве от 3 до 5 насадок размерами в дюймах 3/8″-1/2″-3/4″-1″-1 1/4″. Элементы выполнены из инструментальной стали, товар отличается наиболее низкой стоимостью — набор из 5 лерок можно приобрести за 3000 руб.
Помимо указанной марки, на рынке также часто встречаются изделия китайского производства с аналогичными физическими параметрами, качеством изготовления и ценами довольно известных в народе торговых марок Matrix, Sparta, Sturm.
Hongli — марка товара китайской компании, поставляющей на отечественный рынок высококачественный инструмент. Клуппный набор для нарезания резьбы включает в себя резьбонарезные головки размерами 1/2″ -3 /4″ — 1″ — 1 1/4″ — 1 1/2″ — 2″, его средняя стоимость 19000 руб.
Hongli является поставщиком на российский рынок качественного резьбонарезного электроинструмента серии SQ30, стоимость которого в кейсе с четырьмя головками чуть больше 25000 руб.
Virax — бренд принадлежит французской компании, являющейся ведущим мировым производителем электроинструмента. Ручной набор клуппов с четырьмя головками размеров 1/2″ — 3/4″ — 1″ — 1 1/4 ′′ в кейсе предназначен для нарезания правой конической BSPT-резьбы, такой клупп трубный можно приобрести в среднем за 14000 руб.
Virax также является известным поставщиком резьбонарезного клуппного электроинструмента стоимостью от 55000 до 75000 руб., в стандартный комплект которого входят соответственно 4 – 6 лерок.
REMS — торговая марка немецкого концерна, одного из ведущих производителей инструмента, на отечественном рынке он, пожалуй, является самым дорогим и качественным.
Ручные клупп трубный REMS серии Eva характерного желтого цвета позволяют наносить на трубы коническую резьбу стандартных размеров от 3/8″ до 2″, а также болтовую от 1/4″ до 1″. Рукоятка с храповым механизмом выполнена из закаленной стали с защитным пластиковым покрытием, оснащена резиновой накладкой для предотвращения соскальзывания рук. Набор из 7 плашек в металлическом чемодане можно приобрести по минимальной цене в 22000 руб.
Помимо ручного резьбонарезного инструмента, REMS поставляет на рынок широкий ряд аналогичного электроинструмента серии Амиго довольно высокой стоимости для кармана даже профессионалов. Цена комплекта с электрическим приводом начинается от 70000 руб. и может доходить до 150000 руб.
На рынке также представлен высококачественный резьбонарезной инструмент с электрическим приводом от таких известных производителей, как Ridgid (США), Rothenberger (Германия).
Рис. 11 Цены на популярные наборы клуппов 2021 г
Что такое резьба на металлических трубах
Трубная резьба – спиралевидное чередование канавок и выступов (витков) на наружной или внутренней поверхности труб. Используется она при монтаже наружных, внутренних газо- и водопроводных сетей, соединения труб в различных конструкциях.







Основными функциями резьбы на металлических трубах являются следующие:
- Соединение труб при помощи различных фитингов (муфт, сгонов, углов, тройников, крестовин).
- Герметизация, надежная фиксация соединенных труб при помощи уплотнительных материалов.
- Возможность разборки коммуникаций.
Основные параметры резьбового соединения:
- Профиль – выступы и впадины витков резьбы. В зависимости от видов резьбового соединения профиль может иметь треугольную, трапециевидную форму. К основным характеристикам профиля относится угол при его вершине, высота.
- Наружный диаметр (D) – параметр равный диаметру цилиндра описанного по вершинам выступов (для наружной резьбы) или по нижним точкам впадин (для внутренней). Выражается в миллиметрах
- Внутренний диаметр (D1) – в отличие от предыдущего параметра равен диаметру цилиндра, описанного по нижним точкам впадин, вершинам выступов. Измеряется в миллиметрах
- Направление – в зависимости от направления движения витков при закручивании резьбовая часть бывает двух видов: правая (закручивается по часовой стрелке), левая (при закручивании витки движутся против часовой стрелки);
- Шаг(P) – расстояние между одноименными сторонами соседних выступов профиля. Выражается в миллиметрах или в количестве витков (ниток) на дюйм.
- Количество заходов – число начальных (торцевых) выступов с которых начинается резьбовая часть.
Строение резьбы
Для конусных резьбовых соединений применимы также такие параметры как конусность и угол подъема.
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Необходимые понятия о резьбе
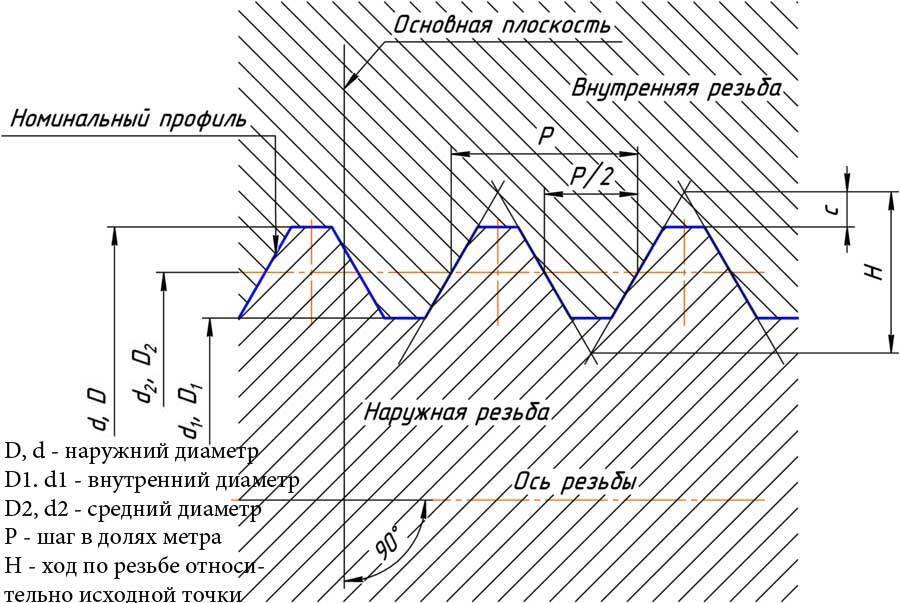
Схема нарезки наружной цилиндрической резьбы, основанной на метрической резьбе при вершине с углом, равным 60 градусам.
Профилем называется форма поперечного сечения у витка. В зависимости от профиля, выделяют прямоугольные, треугольные, трапецеидальные и т.д. Треугольная используется только при сборке санитарно-технической системы и деталей.
Также резьбу разделяют в зависимости от направления витка на левые и правые.
В зависимости от назначения резьбы, бывают специальные и крепежные. Крепежными являются треугольные, а специальными – прямоугольные и др. Треугольная является крепежной, так как она нарезается на крепежных деталях: винтах, гайках, болтах. Шаг резьбы – это расстояние между основаниями или вершинами соседних витков.
Угол профиля – тот угол, который образовывается пересекаемыми боковыми гранями (сторонами) витков.
Расстояние от основания до вершины называется глубиной резьбы.
Наружный диаметр – расстояние между точками двух сторон резьбы, лежащих противоположно. Внутренним диаметром является расстояние между основаниями противоположных сторон. Расстояние между основанием и вершиной противоположной стороны называется средним диаметром.
Зависимость между глубиной резьбы, ее шагом и числом витков заключается в следующем: чем меньше шаг, тем меньше глубина и больше число витков (ниток) на единицу длины резьбы, и, соответственно, наоборот.
По системе мер треугольная разновидность бывает дюймовая и метрическая. Метрическая – эта та, которая в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам. Такой тип применяется в машиностроении и приборостроении. Внутренний диаметр отверстия или наружный диаметр винта с метрическим типом измеряется в миллиметрах, тогда как шаг может измеряться и в миллиметрах, и в его долях.
В профиле дюймовая разновидность выглядит так же, как и метрическая, но угол при вершине равняется 55 градусам. Она измеряется в дюймах и отличается от метрического типа большим шагом.
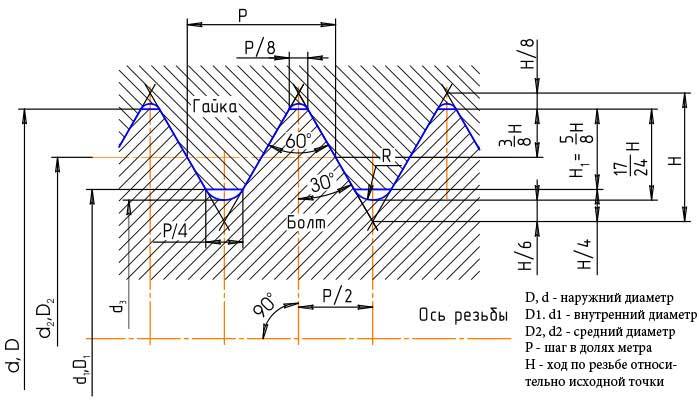
Метрическая резьба в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам.
Дюймовая разновидность применяется при сборке санитарно-технических деталей. Она подразделяется на крепежную и трубную. Эти две разновидности различаются тем, что крепежная обладает более крупным шагом, гарантируя прочное соединение, и используется, чтобы нарезать гайки, стержни, болты и отверстия. А трубная применяется при соединениях труб. Она мельче, чем крепежная, поскольку ее глубина ограничивается толщиной трубной стенки. Плотность трубной резьбы намного больше крепежной из-за большого числа витков на один дюйм длины нарезки.





