

§ 92. Лужение
Покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением, а наносимый слой – полудой.
Лужение, как правило, применяют при подготовка деталей к пайке, а также для предохранения изделий от коррозии, окисления.
Лужение – подготовительная операция при заливке подшипников баббитом.
Полуду приготовляют так же, как и припой.
В качестве полуды пользуются оловом и сплавами на оловянной основе.
Сплавами из олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова с висмутом (90-10%).
Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность.
Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и от способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щетками, шлифованием и обезжириванием, травлением.
Щетками обрабатывают обычно поверхности, покрытые окалиной или сильно загрязненные. Изделия перед подготовкой промывают чистой водой, а при обработке применяют для ускорения процесса мелкий песок, пемзу и известь.
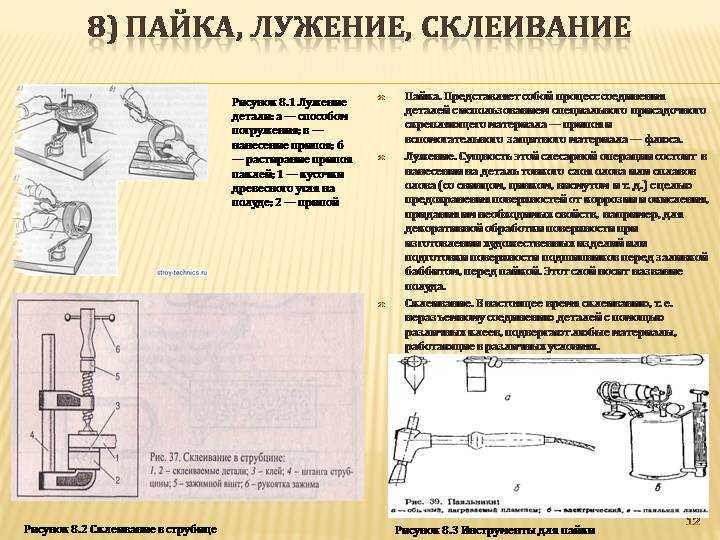
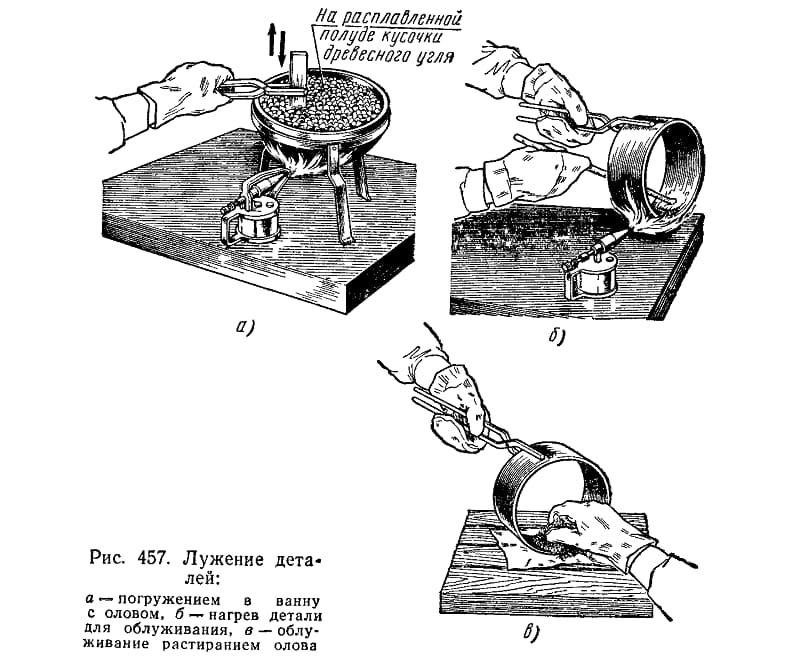
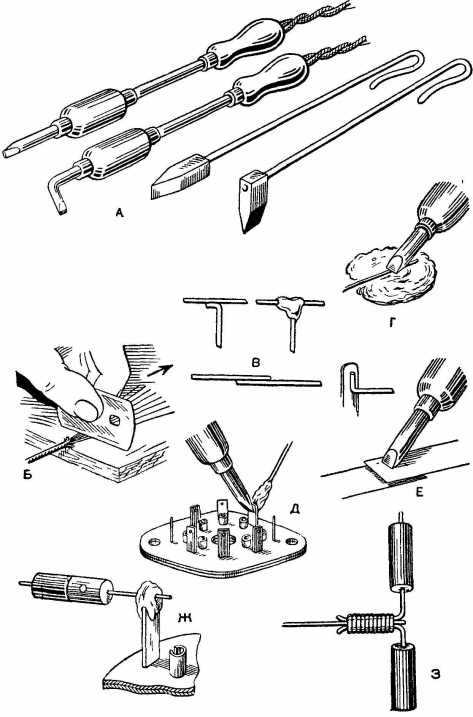
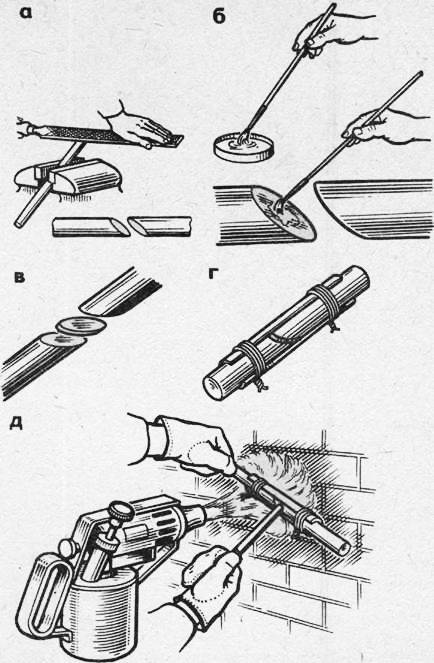
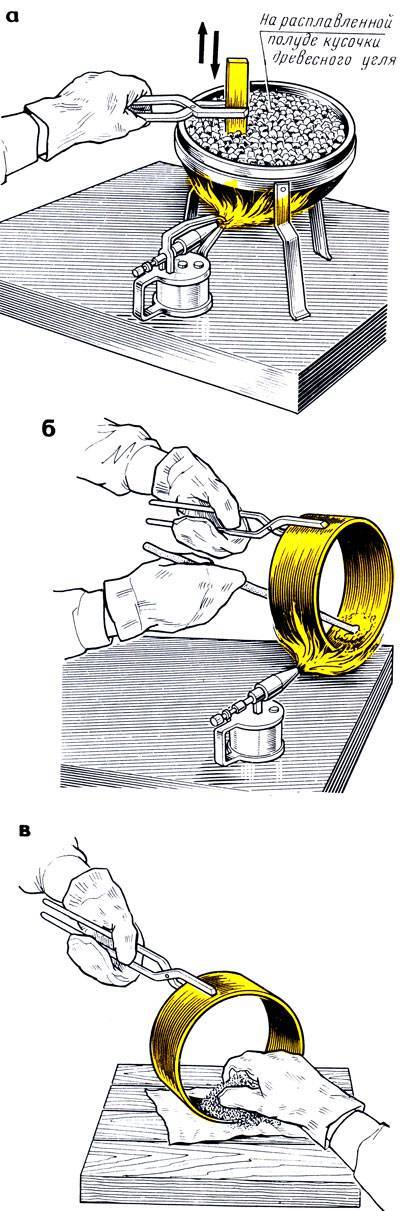 Рис. 362. Лужение деталей: а – погружение в ванну с оловом, б – нагрев деталей для облуживания, в – облуживание растиранием олова
Рис. 362. Лужение деталей: а – погружение в ванну с оловом, б – нагрев деталей для облуживания, в – облуживание растиранием олова
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Химическое обезжиривание поверхностей изделий производится в водном растворе каустической соды (на 1 л воды – 10 г соды). Раствор наливают в металлическую посуду и нагревают до кипения. Затем в нагретый раствор погружают деталь на 10 – 15 мин, вынимают ее, промывают в чистой, несколько раз сменяемой теплой воде и просушивают. На хорошо обезжиренной поверхности капли чистой воды растекаются.
Жировые вещества удаляют венской известью. Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20 – 23 мин в 20 – 30%-ном растворе серной кислоты с подогревом.
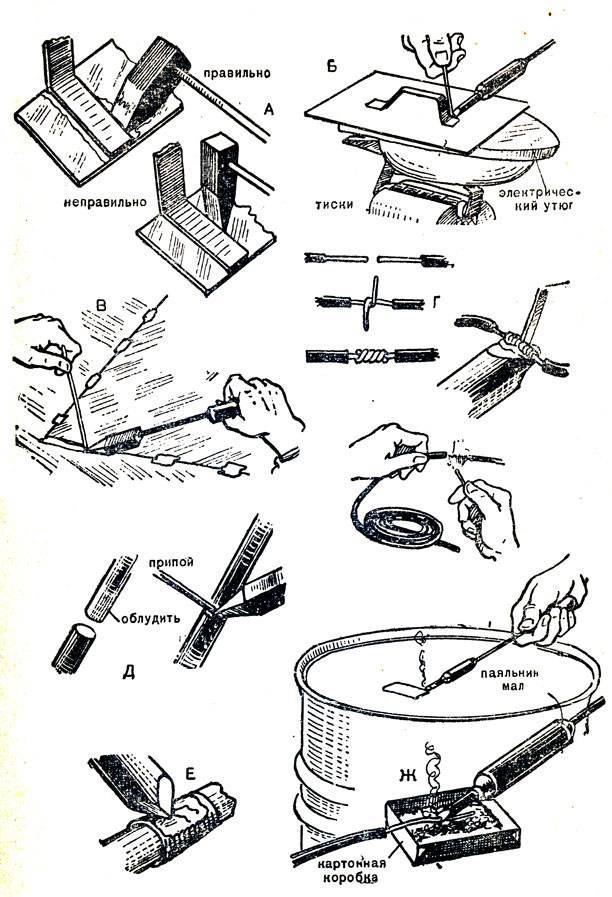
Лужение осуществляют двумя способами: погружением в полуду (небольшие изделия) и растиранием (большие изделия).
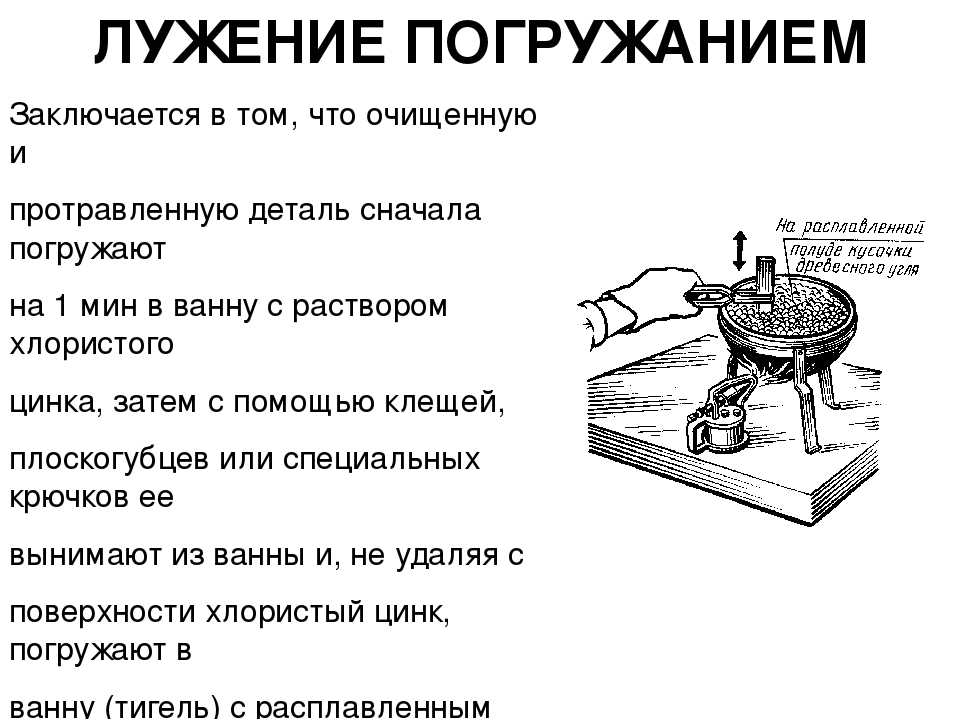
Лужение погружением выполняют в чистой металлической посуде, куда закладывают и в которой расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Медленно погрузив в расплавленную полуду (рис. 362, а), изделие держат в ней до прогрева, затем вынимают, быстро встряхивая. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках.
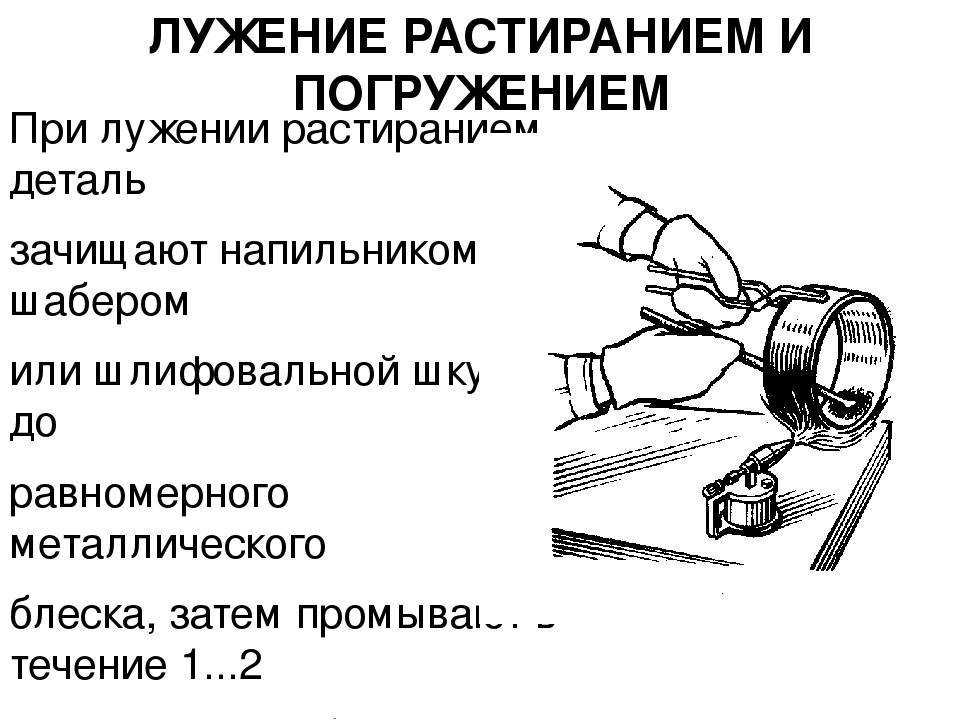
Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия. до температуры плавления полуды, которая наносится от прутка (рис. 362, б). Обсыпав паклю порошкообразным нашатырем, растирают паклей нагретую поверхность так, чтобы на ней полуда распределилась равномерно (рис. 362, в). После этого
нагревают и в таком же порядке облуживают другие места. По окончании лужения охладившееся изделие протирают смоченным песком, промывают водой и сушат.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление.Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
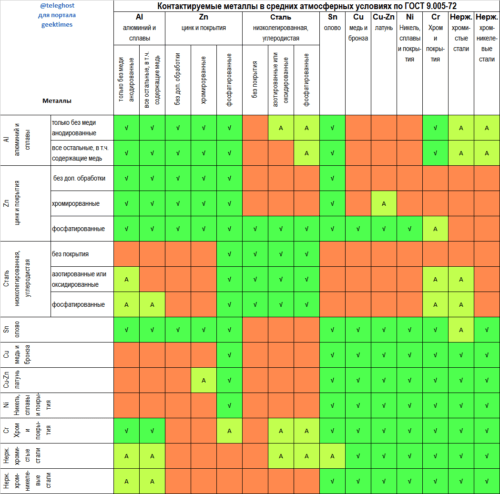
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
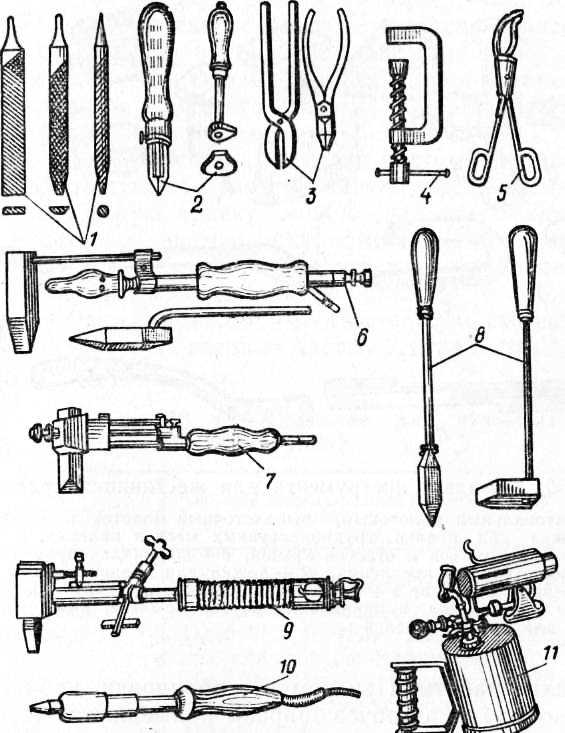
Набор для лужения кабеля: основные инструменты и принадлежности
Лужение кабеля является важной составляющей процесса монтажа электрических сетей. Для выполнения этой операции необходимо иметь специальный набор инструментов и принадлежностей
В данной статье мы расскажем о основных инструментах и принадлежностях, которые должны быть включены в набор для лужения кабеля.
1. Отжимной инструмент
Отжимной инструмент предназначен для соединения проводников внутри кабеля и крепления их внутри лузок. Этот инструмент обеспечивает надежное и прочное соединение проводников, а также их защиту от повреждений.
2. Кусачки
Кусачки необходимы для обрезания излишков проводников после лужения кабеля. Они должны быть острыми и удобными в использовании, чтобы обеспечить чистый и аккуратный обрез проводников.
3. Монтажные плоскогубцы
Монтажные плоскогубцы могут понадобиться при работе с различными элементами электрической арматуры или для выпрямления проводников перед их лужением. Они должны быть прочными и хорошо скользить, чтобы обеспечить комфортную работу.
4. Разделительные ножницы
Разделительные ножницы используются для разделения кабеля на отдельные проводники. Они должны быть острыми и надежными, чтобы обеспечить чистый и ровный разрез кабеля.
5. Изоляционная лента
Изоляционная лента необходима для защиты соединений проводников от воздействия внешней среды. Она помогает предотвратить короткое замыкание и обеспечивает надежную изоляцию проводников.
6. Лузы и термоусадочные трубки
Лузы и термоусадочные трубки используются для крепления проводников внутри кабеля и защиты их от воздействия окружающей среды. Они должны быть выполнены из качественного материала и обеспечивать надежную фиксацию проводников.
7. Кабельный нож
Кабельный нож необходим для снятия внешней оболочки кабеля перед выполнением лужения. Он должен быть острым и удобным в использовании, чтобы обеспечить чистый и ровный разрез оболочки кабеля.
8. Индикатор напряжения
Индикатор напряжения помогает проверить наличие сигнала в проводниках и выявить возможные неисправности. Он должен быть надежным и точным, чтобы обеспечить безопасную работу.
9. Маркеры
Маркеры используются для обозначения проводников после лужения. Они должны быть стойкими к воздействию внешней среды и обеспечивать четкое обозначение проводников.



Важно помнить, что представленный набор инструментов не является исчерпывающим. Для выполнения некоторых видов работ может потребоваться дополнительное оборудование и инструменты
При выборе набора для лужения кабеля необходимо ориентироваться на конкретные потребности и требования проекта.
Очистка от накипи народными способами
Чтобы избавиться от накипи, можно использовать специальные средства, содержащие в своем составе органические кислоты. Они эффективно удаляют стойкий известковый налет, не царапая внутреннюю поверхность посуды. Если под рукой нет специального порошка, можно воспользоваться подручными средствами, например, уксусом. Его разбавляют в воде в пропорции 1:5, полученной смесью заполняется сосуд на некоторое время (пока накипь полностью не растворится).
Сода — отличное средство от твердых отложений. На 1 л воды нужно взять 3 столовые ложки сыпучего порошка, полученную смесь кипятить в самоваре около 20 минут, затем все вылить и повторить процедуру, но уже добавлением уксусной эссенции (1/2 стакана средства на 4 литра жидкости).
Картофельные очистки – верные помощники в борьбе с накипью. Самовар на треть нужно заполнить ими, покрыть доверху водой. После кипячения сосуд следует оставить с заполненными очистками на несколько часов. После этого самовар нужно тщательно промыть содовым раствором. При регулярной очистке изделия от накипи увеличивается его теплопроводность.
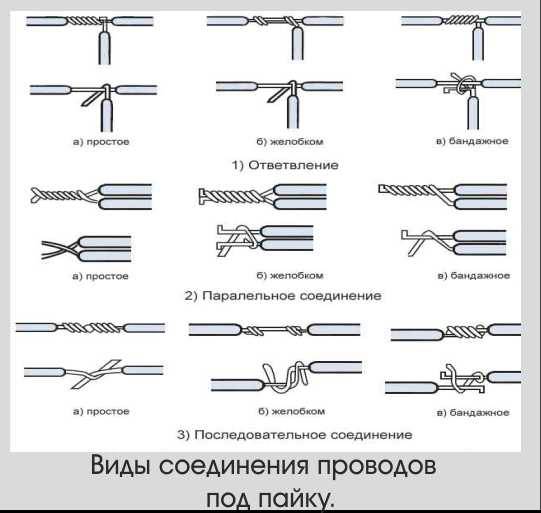
Как лудить провода паяльником
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения.
Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии. Окисление приводит к ухудшению контакта между проводами и перегреву соединения.
Чтобы этого избежать и добиться, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Необходимый инструмент для лужения
Для работы вам понадобится:
- Нож или специальный инструмент для снятия изоляции с проводов.
- Пинцет.
- Плоскогубцы.
- Паяльник (паяльная станция).
- Припой (олово).
- Флюс (канифоль или паяльная паста).
Инструкция как лудить провода
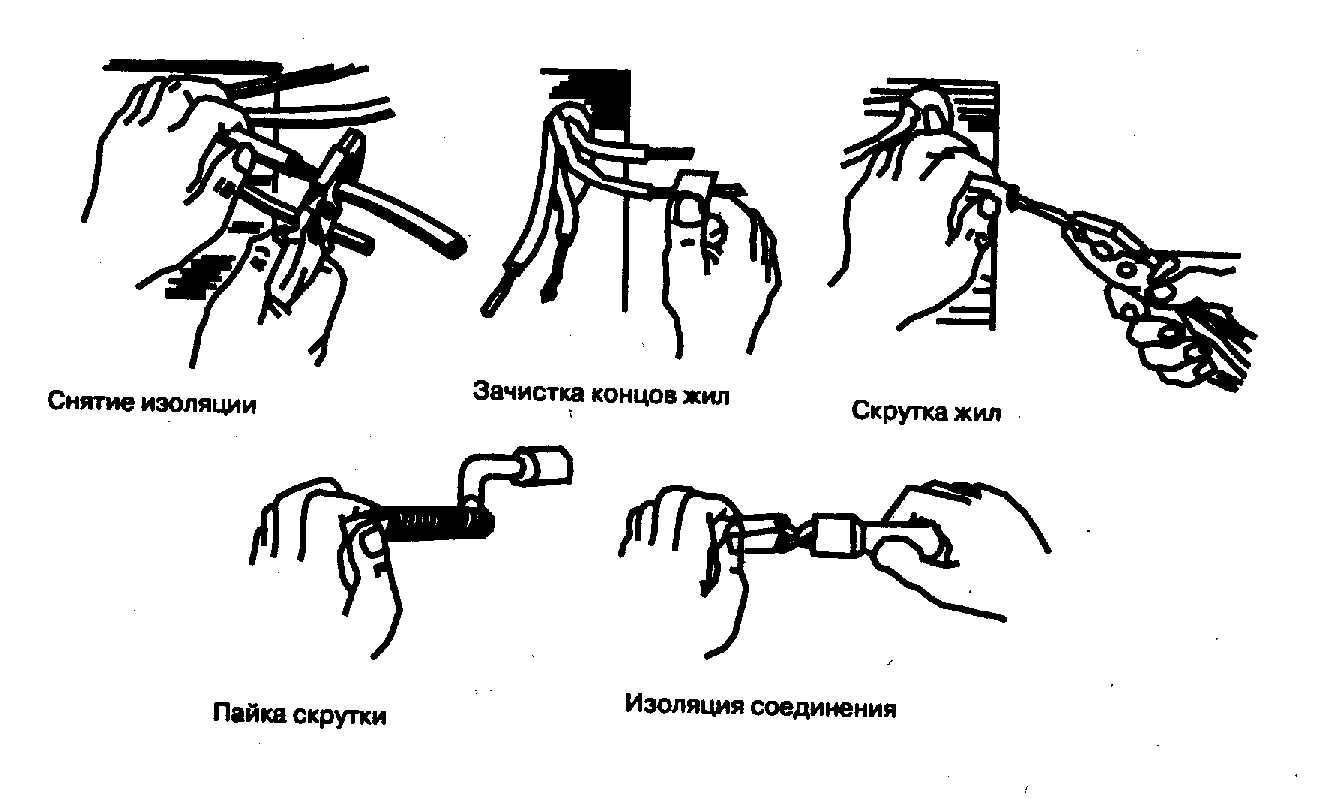
Рассмотрим пошагово как лудить провода:
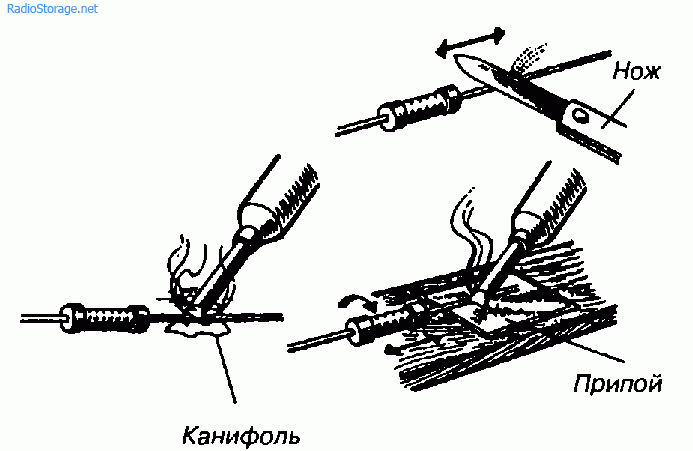
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.
Для наглядности рекомендуется ознакомиться со следующим видео:
Небрежное лужение провода не позволит обеспечить надежный электрический контакт, что со временем неминуемо приведет к порче соединения. Поэтому, учитывая, что лудить провода паяльником — работа не слишком сложная, сделайте ее качественно.
Основные ошибки при пайке и лужении проводов
Работа с проводами кабелей включает в себя не только паяние, но и лужение. При неправильном выполнении этих процессов могут возникнуть различные проблемы, такие, как нестабильная работа кабеля, утечка сигнала или даже его полная потеря. В данном разделе мы рассмотрим основные ошибки, которые можно совершить при пайке и лужении проводов, и предоставим советы о том, как их избежать.
Ошибки при пайке проводов
Неправильная температура паяльника. Использование слишком высоких температур может привести к повреждению провода, а слишком низких – к недостаточному прогреву и плохому контакту. Рекомендуется обратиться к документации и производителю, чтобы узнать оптимальную температуру для конкретного провода.
Недостаточная очистка проводника
При пайке важно удалить с проводника все окислы и загрязнения. Недостаточная очистка может привести к плохому контакту и ухудшению сигнала
Используйте специальные средства для очистки либо алкоголь.
Использование неправильного припоя. Различные виды проводов требуют разных видов припоев. Необходимо выбирать припой с нужными характеристиками, учитывая параметры провода и его окружения. Также важно учесть, что припой должен хорошо смачивать поверхность проводника.
Неправильный выбор паяльной станции. Паяльники различаются по мощности и температурному режиму работы. Необходимо выбирать паяльник, соответствующий требованиям и характеристикам провода, а также обрабатываемого материала.
Ошибки при лужении проводов
Переувлажнение лужила. Использование слишком большого количества лужила может привести к утечкам и коротким замыканиям. Рекомендуется следовать инструкциям и использовать правильное количество лужила для каждого конкретного случая.
Недостаточное нагревание провода. При недостаточном нагреве провода лужение может быть некачественным и не обеспечить надежного контакта
Важно достичь оптимальной температуры, чтобы лужа равномерно распределилась и проникла внутрь провода.
Выбор неподходящего типа лужила. Различные виды проводов требуют разных видов лужила
Необходимо выбирать лужило, соответствующее типу и характеристикам провода, а также применяемому кабелю.
Отсутствие изоляции. После лужения провода необходимо обязательно проверить и, если требуется, установить изоляцию на месте лужения. Неправильное или отсутствие изоляции может привести к коротким замыканиям и другим проблемам.
Чтобы избежать указанных ошибок и обеспечить надежное соединение проводов кабелей, рекомендуется внимательно изучить инструкции и рекомендации производителя, а также обратиться за помощью к специалисту, если возникнут вопросы или сложности.
Почему это так важно

Применение технологии лужения проводов имеет множество преимуществ, поэтому выбор использовать этот метод для работы с проводами является важным решением.
Подготовка провода

Перед обработкой провода лужением необходимо провести его подготовку. Это включает в себя удаление изоляции с концов провода и очистку поверхности от окислов и загрязнений. Жало паяльника также нужно обработать, чтобы избежать прилипания припоя к нему.
Преимущества лужения проводов
Основным преимуществом лужения проводов является создание надежного соединения между скручиваемыми проводниками. При использовании лужения провода не только соединяются между собой, но и покрываются специальным составом, который защищает их от окисления и коррозии.
Технологические характеристики флюсов позволяют проводить работу более эффективно и безопасно. Флюс облегчает проход паяльной проволоки с припоем и помогает обеспечить равномерное распределение припоя по поверхности проводов.
Инструкция по лужению проводов
Для выполнения работы по лужению проводов нужно обратить внимание на следующие этапы:
- Подготовка провода и жала паяльника.
- Нанесение флюса на поверхность проводов.
- Нагревание провода с помощью паяльника.
- Нанесение припоя на поверхность проводов.
- Охлаждение и застывание припоя.
Вспомогательные материалы
Для лужения проводов могут понадобиться дополнительные материалы, такие как канифоль, флюс и припой. Канифоль используется для обработки поверхности провода перед лужением, а флюс и припой служат для создания надежного соединения.
Особенности лужения проводов
Лужение проводов позволяет использовать различные материалы для соединения, такие как медная проволока с цинком или оловом. Это позволяет выбрать наиболее подходящий материал для конкретной работы.
При лужении проводов также важно обратить внимание на характеристики флюса и припоя, чтобы выбрать наиболее подходящие для работы с конкретными материалами проводов
Почему стоит использовать лужение проводов
Лужение проводов является надежным и прочным способом соединения
Оно обеспечивает хороший контакт между проводами, что важно для передачи электрического сигнала. Кроме того, лужение проводов защищает их от коррозии и окисления, что увеличивает срок их службы
Таким образом, использование технологии лужения проводов имеет большое значение при работе с проводами и является неотъемлемой частью процесса их обработки и соединения.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).





Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Лужение проводов: технология, назначение, инструменты, варианты и инструкция
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод. Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д
Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.

Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.

В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется. Во-вторых, чрезмерно разные температурные расширения металла и стекловолокна, что опять же сказывается на прочности соединения этих материалов между собой. Метод этот более приемлем для пластиковых деталей и ему подобных. В любом случае, если у вас нет особых альтернатив, вариант этот вполне приемлем. Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.

Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:



- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
III. Требования к качеству паяных соединений выводных компонентов, монтируемых в монтажные отверстия печатной платы
Определение требований к качеству паяного соединения производится с учётом Класса изделия. Все изделия разделяются на три Класса по надёжности, долговечности, сложности, функциональным требованиям и частоте обслуживания.
При запуске в производство для каждого изделия в технологической документации указывается его Класс.
Классы аппаратуры по международному стандарту IPC– A– 610С «Критерии качества паяных соединений»:
1 класс – бытовая электроника
(Изделия, к которым не предъявляются высокие требования по надежности: бытовая электроника, приборы, в которых допустимы косметические дефекты. Основная цель – принципиальная функциональность печатной платы).
2 класс – промышленная электроника
(Изделия с повышенными требованиями к надежности. Системы связи и управления, другие устройства, функционирование которых необходимо в течение длительного срока, однако выход из строя не является критическим. Допустимы небольшие косметические дефекты).
3 класс – спецтехника военная, аэро-космическая, системы жизнеобеспечения
(Изделия с максимальными требованиями к надежности. Оборудование, которое должно функционировать при любых обстоятельствах. Системы поддержания жизнедеятельности, системы управления полетом и т. п. Недопустимы любые отклонения от предполагаемых характеристик, влияющие на функциональность и надежность устройства).
Изделия автомобильной электроники отнесены разработчиками изделий к 3 классу аппаратуры.
Общие требования к паяному соединению
Качественное паяное соединение характеризуется гладкой, блестящей или светло-матовой без темных пятен и посторонних включений поверхностью и проявлением смачиваемости, представленной в виде вогнутого мениска между соединяемыми пайкой поверхностями.
В особых случаях, например, при использовании бессвинцовых припоев, поверхность паяного соединения может быть серой, матовой, зернистой.
Переход от контактной площадки к запаиваемой поверхности или выводу компонента должен быть плавным. Допустима видимая линия раздела в зоне, где происходит смешивание используемого припоя с покрытием контакта компонента или контактной площадки печатной платы, при условии, что есть смачивание контактной поверхности припоем.
Зарубины или царапины, мелкие раковины, неглубокие поры в паяном соединении не должны ухудшать его целостность.
Эталон паяного соединения вывода компонента, монтируемого в металлизированные монтажные отверстия печатной платы
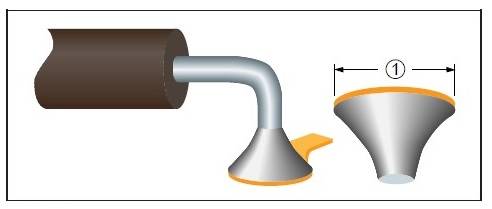
Примечание: 1 – кольцевая контактная площадка металлизированного монтажного отверстия
- пустоты и дефекты поверхности припоя отсутствуют;
- вывод и кольцевая контактная площадка полностью смочены припоем;
- припой застыл тонким слоем на границе раздела контактной площадки и проводника;
- конец вывода в припое различим;
- галтель припоя охватывает вывод по всему диаметру;
- галтель имеет вогнутую форму.





