

Материалы
В спайке алюминиевых деталей применяются 2 типа материалов:
- Флюс.
- Припой.
Разберем детально разновидности и их особенности.
Флюс
Главная задача флюса – создание защитного покрытия в ходе термообработки, чтобы не допустить окисления очищенного металла. Применяются следующие виды:
Канифоль.
Это наиболее распространенный и привычный в паяльном процессе вид флюса. В качестве действующего вещества выступает колофонская камедь.
Однако чтобы полноценно ее использовать на поверхности алюминия, потребуется создать бескислородную атмосферу. Тем не менее, соединение с ее помощью сделать все же можно, но прочность будет минимальной.
Порошковые составы.
Флюс в виде порошка применяется при термообработке газовой горелкой. При этом чтобы не понизить прочность стыка, не рекомендую примешивать к газу кислород.
Наиболее распространены такие составы:
Ф-34А. Включает активные компоненты на базе калия, лития, натрия и цинка. Применяется совместно с припоем, разбавляется в воде, способен впитывать и отдавать воду.
 Вместо флюса при сдирке поверхностного слоя можно использовать машинное масло
Вместо флюса при сдирке поверхностного слоя можно использовать машинное масло
Ацетилсалициловая кислота. Это обычный аспирин в виде таблеток
При применении следует соблюдать осторожность, ввиду выделения агрессивных паров.
Бура. Состав с температурой плавления 700 ℃
Характеризуется доступностью. После пайки поверхность требуется промыть раствором лимонной кислоты.
Паяльный жир. В основе лежит парафин, цинк, хлорид аммония. Применяется на предварительно прогретые поверхности.
При выборе средства советую учесть не только его плюсы и минусы, но и условия применения.
Совет!
Для нагрева крупных и толстостенных деталей применяйте газовую горелку, для легких и не нагружаемых обычный паяльник.
Жидкие средства.
Флюс в виде жидкости удобен для нанесения – его следует наносить непосредственно на область контакта. Наиболее доступны такие варианты:
- Ф-61. Самый распространенный флюс для работы с алюминием. Применяется при нагреве не выше 250 ℃.
- Ф-64. Обладает хорошим разрушающим действием на оксидное покрытие. Рекомендуется при спайке деталей с большой зоной контакта. Применяется также для других металлов.
- Кастолин. Подходит для термообработки при температуре около 160 ℃.
 Для пайки алюминиевых конструкций применяется припой специального состава
Для пайки алюминиевых конструкций применяется припой специального состава
Могут применяться и другие средства – главное, чтобы в описании была пометка «для алюминия».
Припой
Для того чтобы запаять алюминий в домашних условиях, требуется специальный припой. Чаще всего применяются такие составы:
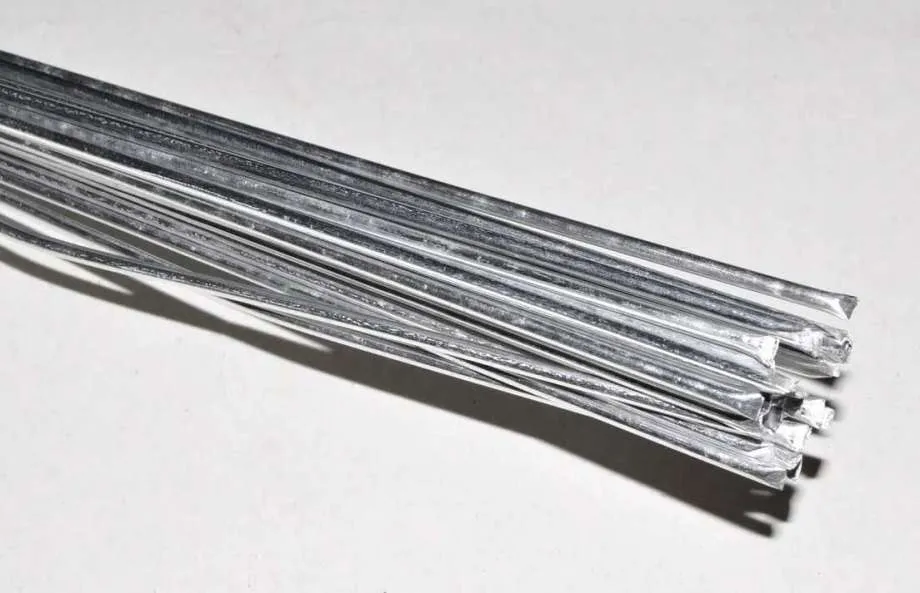
- HTS-2000. Припой в виде стрежней. Рекомендуется использовать совместно с флюсом. Качество стыка минимальное.
- Castolin. Пригоден для заделки незначительных пробоин, отверстий и трещин.
- Aluminium. Прутки для работы при нагреве свыше 600 ℃.
- ЦОП-40. Высокоэффективный состав на базе цинка и олова. Характеризуется формированием надежного стыка.
- SUPER A+. Отечественный аналог продукта HTS-2000.
Видео-пример пайки алюминиевых изделий:
- ПОС-61. Проверенное временем средство для работы с тонкостенными деталями.
- Марка А. Надежный состав на базе олова, цинка и меди. Применяется при нагреве в 425 ℃.
- 34А. Материал для пайки в печи, с горелкой или в расплавленных алюминиевых солях.
Если вы хотите добиться наилучшей прочности и качества стыка, проводите процесс пайки в печи.
Какие методы запайки безопаснее для алюминиевых радиаторов?
Алюминиевые радиаторы — это важные элементы системы отопления. Для обеспечения их долговечности и эффективности многие люди сталкиваются с вопросом о том, каким методом запаять их. Наиболее безопасными методами запайки являются TIG (Tungsten Inert Gas) и MIG (Metal Inert Gas) сварка.
TIG сварка является наиболее безопасным методом для запайки алюминиевых радиаторов, так как использует нагрев только алюминиевой части радиатора и не наносит вреда другим частям. Кроме того, TIG сварка обеспечивает высокую точность при работе с алюминием.
Метод MIG сварки, также известный как Wire Feed сварка, менее точен, чем TIG сварка, но все же является безопасным методом для запайки алюминиевых радиаторов. Он предлагает более быстрый процесс сварки и может быть более экономичным и эффективным.
Некоторые люди предпочитают использовать более старые методы запайки, такие как запайка оловом или паяльной пастой. Однако, эти методы могут представлять риск для алюминиевых радиаторов, так как могут привести к попаданию олова или паяльной пасты во внутреннюю часть радиатора, что может привести к коррозии и недовольству.
- Таким образом, наиболее безопасными методами запайки для алюминиевых радиаторов являются TIG и MIG сварка.
- Использование более старых методов, таких как запайка оловом или паяльной пастой, может представлять риск для коррозии и привести к повреждению радиатора.
Опасно ли запаивать алюминиевые радиаторы оловом?
Запаивка алюминиевых радиаторов оловом может быть опасной для здоровья человека и окружающей среды. При контакте олова с алюминием возможна реакция, которая приведет к разрушению радиатора. Более того, при нагревании олово может испаряться и попадать в легкие, вызывая отравление.
Кроме того, при запаивке оловом могут образовываться свинцовые соединения, которые являются ядовитыми для человека. Свинец может проникать в организм через кожу, слизистую оболочку, а также через рот при проглатывании частей радиатора, покрытых оловом.
Для запаивки алюминиевых радиаторов рекомендуется использовать специальные материалы и методы, которые безопасны для здоровья человека и окружающей среды. Такими материалами являются, например, алюминиевые или медные припои, которые предназначены для работы с алюминием. Также возможно использование специальных клеев для алюминиевых поверхностей.








В любом случае, при запаивке радиаторов необходимо соблюдать меры безопасности, такие как использование защитных очков, масок и другой защитной экипировки, а также проветривание помещения.
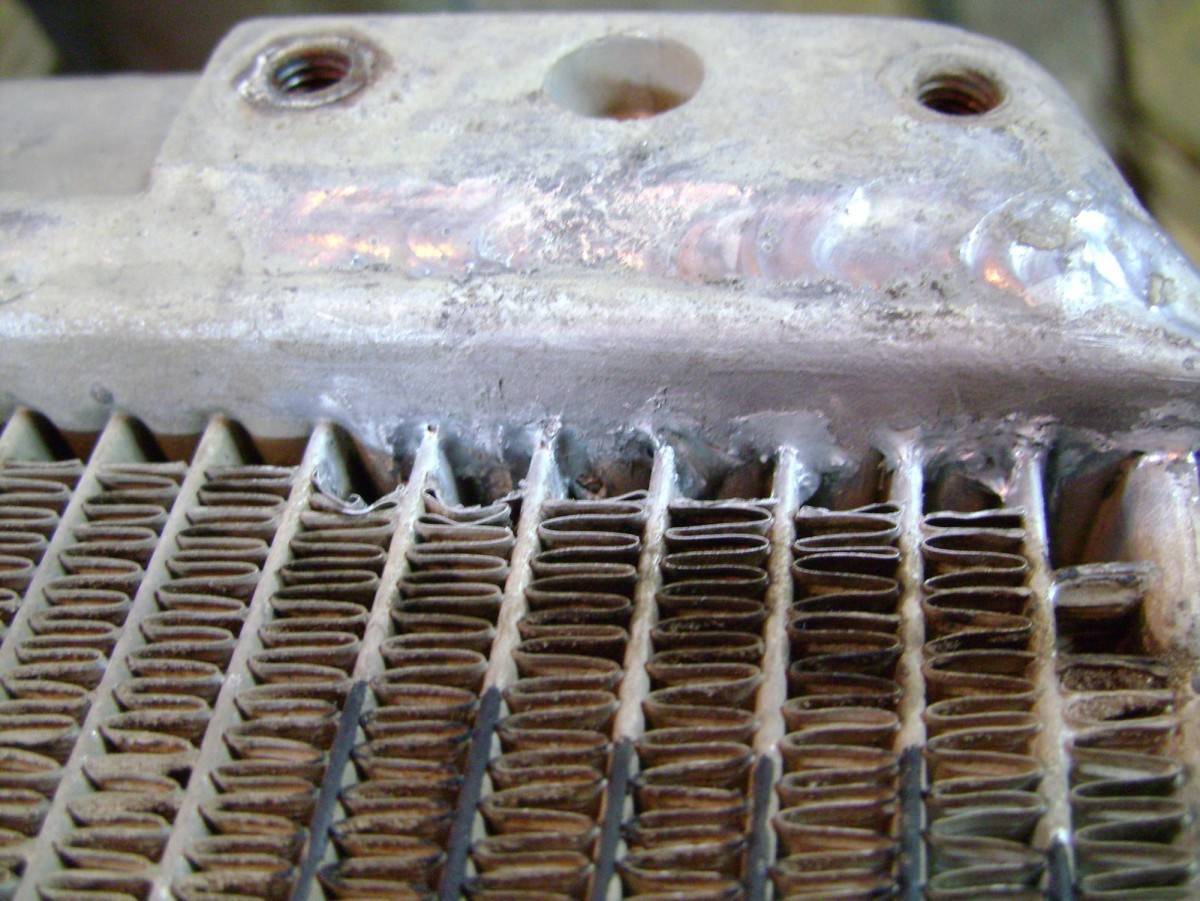
Чем запаять радиатор автомобиля
Чтобы предотвратить формирование окислов, перед пайкой устройства, целесообразно омеднить края дефектной зоны способом анодирования. Можно использовать электрод из батарейки и медной проволоки (тонкой), раствор медного купороса или иной источник постоянного электротока не ниже чем на 1,5–3 В. Под влиянием электрического тока на очищенный алюминий будут осаждаться атомы меди, образуя слой металла. Поскольку медь более устойчива к окислению в воздушной среде, обеспечить надёжность соединения с ней легче, нежели с алюминием.

Готовые составы
Можно купить флюсы ЛТИ-120, Ф-64 или SF-OR/AL-19 либо припои П150А, П350А, П250А. Температура плавления последних приблизительно 150–250 °C, что позволит использовать паяльное оборудование малой мощности.
Метало-канифольный флюс

Смешанная со стальной стружкой (её можно получить путём обработки напильником не повреждённой ржавчиной области металла) нагретая канифоль будет служить преградой для образования окисла. Припой по алюминию, плавящемуся при 150–250 °C, даст возможность заполнить пробоину без перегревания элемента. Метод подойдёт для устранения трещин малого размера на сотах и трубках, но едва ли целесообразен при дефектах размером свыше 5 мм.
Плавень под алюминий

Если посредством металло-канифольного флюса не добьётесь нужной степени герметичности, вместо него применяйте плавень, изготавливаемый из криолита, сернокислого натрия, а также хлористых лития, натрия и калия. За счёт того, что такая смесь не даёт образовываться окислу, достигается отличная адгезия соединения. Для запайки рекомендуется применять стандартный оловянный ПОС-60 либо особый припой, например, П150А, П350А, П250А.
Припой с маслом

Формирование оксидного слоя блокируется обрабатыванием радиатора минеральным маслом (для разных станков, швейных машинок, оружейным индустриальным либо щелочным). После обработки таким составом необходимо зачистить от окисла проблемную область скребком либо ножом. Полученная плёнка закрывает доступ воздуха, благодаря чему оксиды не смогут образовываться. При пайке нагретым паяльником (оптимальная температура — свыше 300 °C, а мощность — не менее 90 Вт) масляная жидкость закипит и удалится из ремонтной зоны. Несмотря на остывание, жало обеспечивает необходимые для плавки припоя температурные значения — 150–250 °C. Припой сцепляется с поверхностью трубки или пластины радиатора. Подобным способом можно запаять дефекты средних и небольших размеров — до 5–10 мм. Вариант оптимален, если нет спецприпоя, ведь залатать радиатор оловом под масляной плёнкой значительно проще, нежели без таковой.
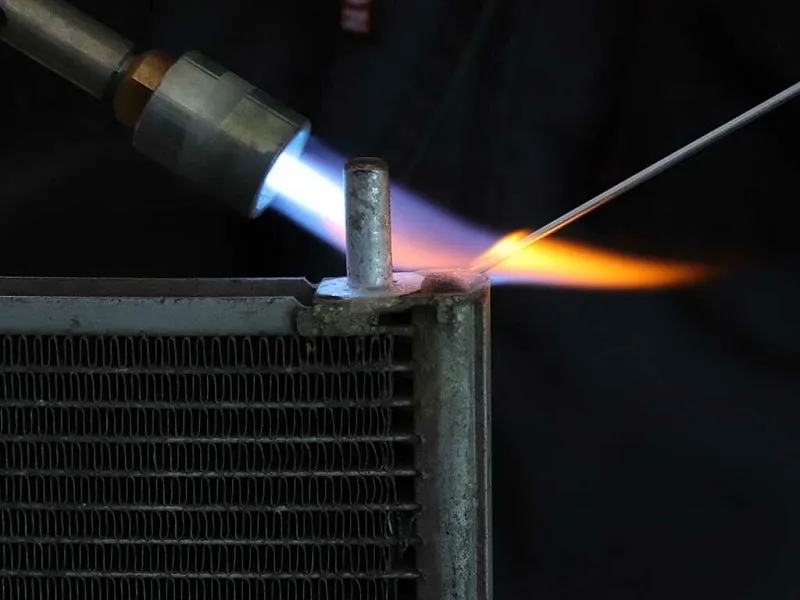
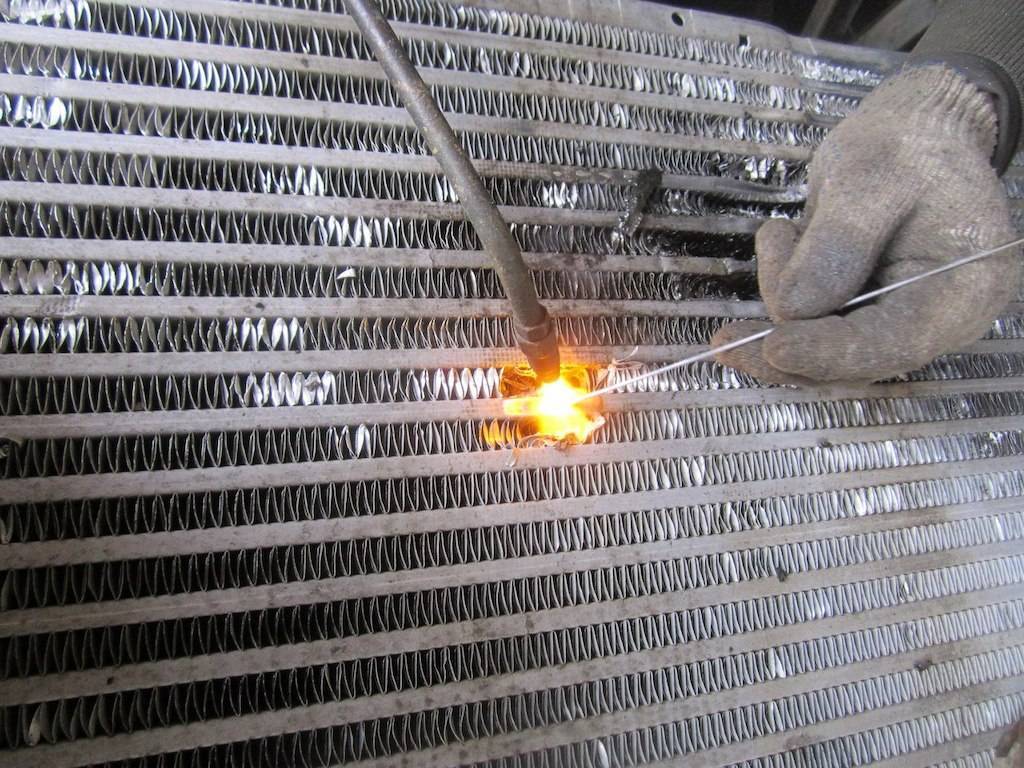
Флюсовый припой
Этот заполненный флюсом для алюминия пустотелый пруток плавят посредством горелки и вводят в пробоину. При нагревании флюс выделяет вещества, удаляет окисел и обеспечивает должный уровень герметизации. Подобрав требуемую толщину материала и горелку необходимой мощности (нужна температура порядка 400 °C), сможете эффективно запаять повреждения до 5–10 мм.
Как выбрать радиатор отопления?
Для многоквартирных домов, именно для таких жилых площадей созданы несколько подходящих вариантов радиаторов. Например, еще с давних лет у многих людей в квартирах установлены радиаторы чугунного вида. Причем на сегодняшний момент у многих они так же и остаются и ждут своего часа. Данный вид радиаторов имеет массу моделей, что позволяет подобрать их для любого типа помещения.
Но вот есть сразу же недостаток, эти модели батарей, очень весомые, и не такие легкие как например, алюминиевые. Как раз этот минус, отталкивает довольно большую часть покупателей, ведь никому не нужны неподъемные радиаторы. Но так же у него есть и некоторые плюсы.
Начиная от очень хорошего уровня теплоотдачи, а так же чугунные радиаторы прекрасно еще долгое время сохраняют тепло даже после аварийного отключения системы отопления. Так какие же лучше всего взять приборы отопления? Какие из них более приближены к современным технологиям? И открывают данный список сразу же радиаторы из стали и алюминия:
- Радиаторы, выполненные из алюминия, на данный момент крайне востребованы в многоквартирных домах. Что самое интересное, выполнены они из прочных материалов. У них так же присутствует очень высокий показатель теплоотдачи. Так же прекрасно сочетаются со многими интерьерами домов, а по размерам прекрасно помещаются в любое место. Отметим, что у данного вида радиаторов большой срок службы.
- Что касается радиаторов, изготовленных из стали. Этот вид чаще всего встречается в частных домах. Отметим интересную особенность, у батарей такого типа присутствует тепловая инерция, за счет чего можно выполнять регулировку температуры.
Но что можно сказать в целом о любых видах радиаторов? Само собой, их необходимо подвергать замене, особенно если оборудование сильно устарело. Замена на новый радиатор даст возможность не только не потерять уют в доме, повысить возможно тепло в вашем доме, но и так же может немного понизить расходы на отопление. Так же понизится уровень возникновения аварийных ситуаций.
Если есть наличие перемычки, которая отделяет общую систему от радиатора в квартире, то можно и не думать о бесплатном ремонте. Получается, что данный радиатор уже лично ваш, а не радиатор общей системы отопления.
Этапы демонтажа батарей для обслуживания
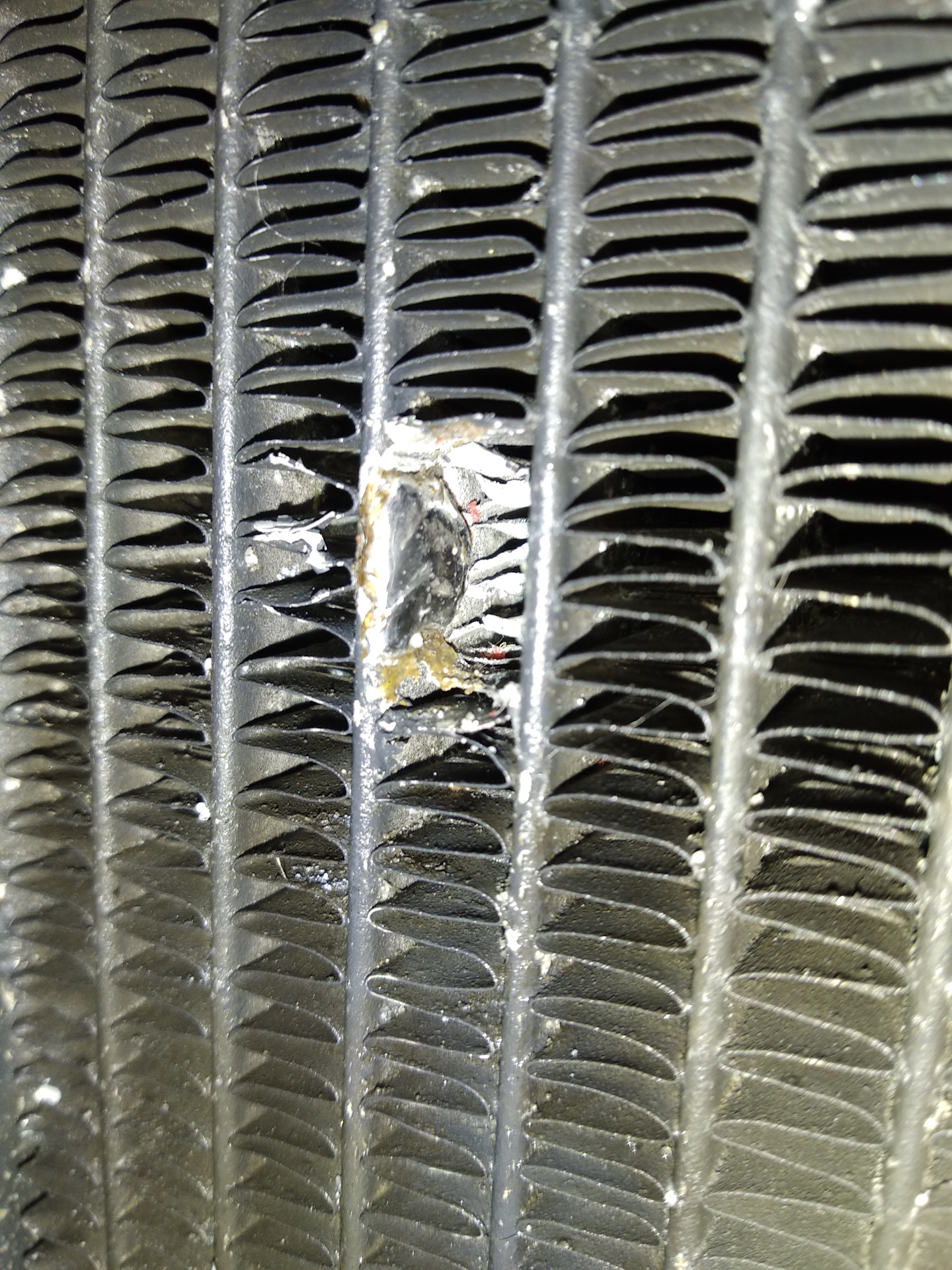
Место соединения радиатора с трубой
Ремонт алюминиевого радиатора может проводиться по множеству причин. От характера повреждений и неисправностей зависят и перечень работ, и используемое оборудование. В любом случае ремонт включает в себя несколько основных этапов:
В первую очередь не забывайте о сливе теплоносителя из системы, чтобы избежать затопления — как собственной квартиры, так и соседей снизу
При этом не забывайте подкладывать тряпку или какую-либо емкость, поскольку всегда при демонтаже выливаются остатки жидкости.
Перед проведением работ очень важно запастись необходимым инструментом. Это сантехнический ключ, набор слесарного инструмента, набор метчиков, а также набор прокладок, резинок и заглушек.
Все работы удобнее проводить вдвоем — это упростит процесс снятия и предотвратит повреждения, так как одновременно откручивать и держать батарею не очень удобно.
Виды радиаторов
Материал, из которого изготовлен радиатор влияет на способы ремонта и обслуживания
Приведем основные типы радиаторов и опишем их особенности.
Чугунные секционные батареи — долговечный и повсеместно известный вид. Они прочные, надежные и теплоемкие. Не подвержены действию коррозии. Качество воды, циркулирующей по ним, не имеет значения. Из-за большого веса такие отопительные приборы сложно устанавливать и обслуживать. В таких батареях межсекционные прокладки часто изнашиваются, в результате чего образовывается течь.
Алюминиевые батареи — характеризуются эстетичным видом, небольшим весом и высокой теплоотдачей. Однако имеют характерные недостатки: качество воды имеет значение и возможны повреждения при скачках давления. Если накопились химические примеси обогревающей жидкости, ремонт алюминиевых радиаторов отопления невозможен. Когда в помещении постоянно следят за качеством воды, тогда возможна установка алюминиевых моделей.
Стальные батареи — отличаются небольшим весом и высокой теплоотдачей. Не рекомендуется устанавливать такие модели в домах с централизованной подачей тепла, поскольку они подвержены коррозии и имеют малый срок эксплуатации.
Биметаллические радиаторы — характеризуются приятным внешним видом и коррозионной устойчивостью. Они обеспечивают высокий уровень теплоотдачи и рассчитаны на высокое давление (до 40 атмосфер). Ремонт биметаллических радиаторов отопления своими руками позволяет устранить течь, заменить прокладки, наладить или заменить регуляторы и промыть/прочистить трубы.
Как запаять алюминиевый радиатор
Есть 4 главных способа пайки охлаждающего контура алюминиевого радиатора:
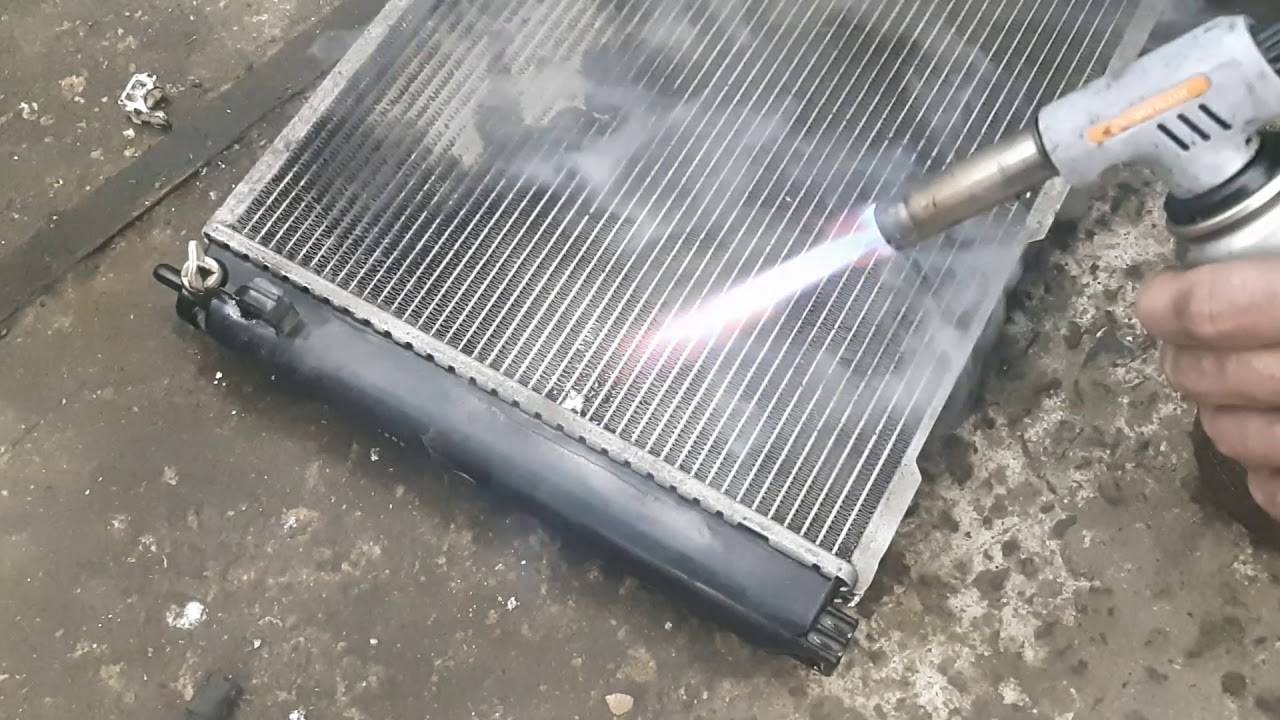
- запаивание горелкой либо паяльным оборудованием.
- химическая пайка.
- композитное наращивание.
- сварка аргоном.
Своими руками паяльником, горелкой
Пайка устройства этим оборудованием даёт возможность обеспечить герметизацию повреждений размером до 1-2 мм, такую работу просто выполнять дома, но процедура не позволит создать действительно надёжное соединение.
Дело в том, нельзя обеспечить его неоднородность. А полученная смесь не восстановит прочностные свойства на 100% по причине постепенного деградирования.









Химическая
Для устранения течи применяется материал из полимера. Способ работает для небольших дыр и трещин в алюминиевом радиаторе, полученное соединение также не отличается долговечностью, но деградирует не столь быстро. Поскольку полимерные смеси за счёт высокого уровня заполнения способны проникать в микроструктуру ремонтируемой зоны и формируют высокопрочное сцепление.
Композитное наращивание
Данный метод пайки позволит устранить крупные дыры (даже диаметром 1-2 см), к примеру, отремонтировать повреждённый бачок (нижний либо верхний). Подготавливают поверхность аналогично стандартной заклейке, но добавочно используют армирующее полотно. Им может служить стеклоткань (плотностью не менее 300), стекломат, базальтовое полотно, углеводородная ткань. Вырезают пропитанный клеевой смесью кусок армирующего материала и полностью закрывают им отверстие.
При выборе полимерного состава необходимо выбирать средство со сопоставимым показателем температурного расширения.
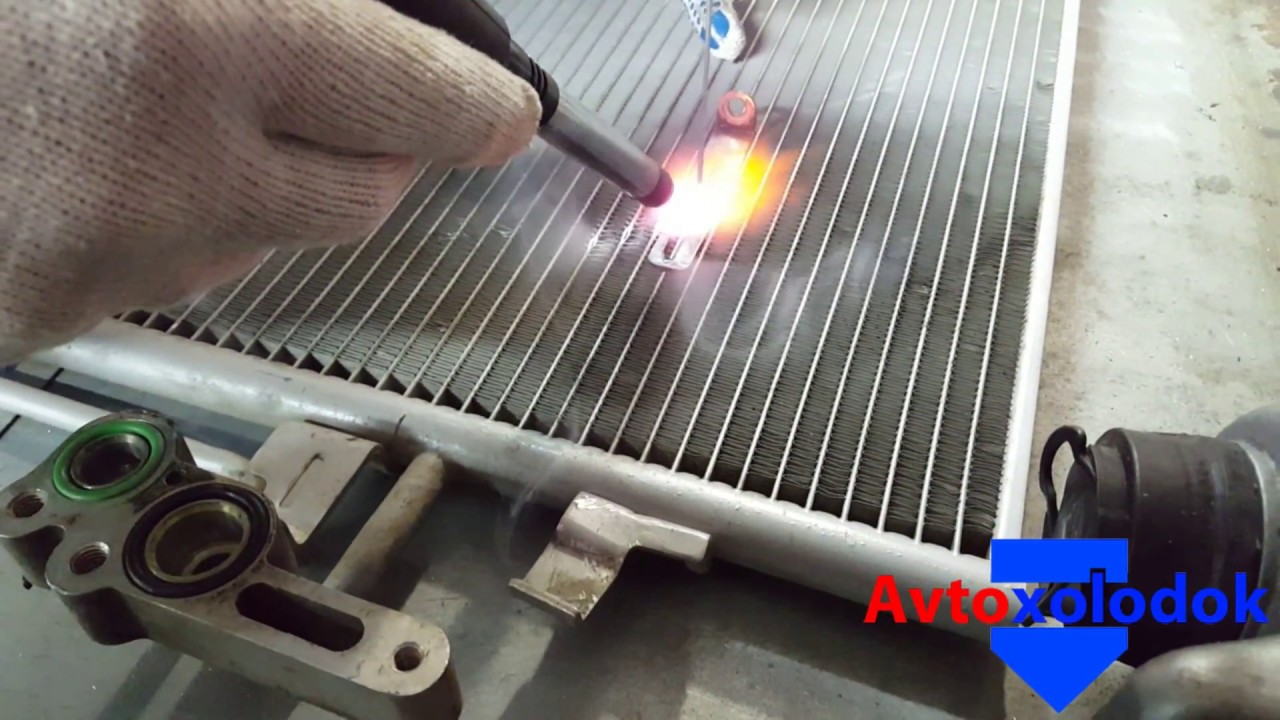
Аргоном

Это наиболее надёжный способ пайки алюминиевого элемента. Сварка в газовой атмосфере позволит запаять дыры любого размера и вида при наличии доступа к ремонтной области.
Минус процедуры — в её трудоёмкости и дороговизне.
Пайка алюминиевых радиаторов — практические советы
Пайка в домашних условиях
Ознакомившись с теорией, давайте перейдем к практике и рассмотрим довольно простой способ, как паять алюминиевый радиатор с применением железно-канифольного флюса.
Помимо самого радиатора нам понадобятся:
- обычный бытовой паяльник
- канифоль
- оловянно-свинцовый припой
- тигель — огнеупорная емкость
- железные опилки
Как происходит пайка?
Сам процесс пайки выглядит следующим образом:
Поверхность пайки необходимо подготовить самым тщательным образом — очистить загрязнения, зачистить остатки покраски наждачной шкуркой и растворителем. Перед пайкой поверхность следует обезжирить спиртосодержащими препаратами и вытереть насухо. Помните, что от правильности подготовки поверхности в значительной степени зависит успех всей операции.
Приготовим железно-канифольный флюс. Для этого чистый тигель нагреваем на газовой плите либо паяльной лампе. Расплавляем канифоль и, помешивая, добавляем к нему железные опилки из расчета одна часть опилок на две части канифоли.
Расплавленный флюс наносим на паяемую поверхность
Следите, чтобы вся поверхность пайки была покрыта флюсом, который изолирует ее от доступа воздуха.
Важно не только, чем запаять алюминиевый радиатор, но и как запаять. В среду расплавленного флюса вводится припой, которым лудится паяемая поверхность
Для этого на паяльник берется небольшое количество припоя, и он наносится на поверхность под слоем флюса круговыми движениями. Железные опилки при этом играют роль абразива, разрушающего оксидную пленку. А слой канифоли препятствует доступу к поверхности пайки кислорода из воздуха и образованию новой пленки.
Мы описали самый простой способ, который подойдет для пайки небольших дефектов алюминиевых радиаторов. При устранении более серьезных повреждений лучше воспользоваться способом с применением самодельных плавней, которые позволяют получить спайный шов лучшего качества.
Пайка с применением самодельных плавней
Паяльник для применения в быту
Для этого способа понадобятся:
- паяльник;
- канифоль;
- тигель;
- ступка для изготовления плавня;
- оловянно-висмутовый припой;
- поваренная соль;
- хлористый калий;
- хлористый литий;
- сернокислый натрий;
- криолит.
Компоненты для изготовления плавня можно приобрести в специализированных магазинах химреактивов либо заказать в Интернете.
DECORAL Fresh Breeze 500×80
Процесс пайки алюминиевого радиатора с помощью плавня проходит так:
Поверхность под пайку готовится и зачищается аналогично предыдущему способу
Обязательно обращайте внимание на то, чтобы она была сухой и обезжиренной. Попадание влаги и жира на место пайки легко может свести на нет все ваши усилия.
Изготавливаем плавень
Для этого необходимо взять 4% сернокислого натрия, 7% чистой поваренной соли, 56% хлористого калия,10% криолита и 23% хлористого лития. Каждый компонент по отдельности(!) перетирается в ступке до состояния пудры. Компоненты соединяются и перемешиваются до полной однородности. Так как готовая смесь впитывает влагу, хранить плавень необходимо в стеклянной посуде (желательно из темного стекла) с герметично закрывающейся крышкой. И беречь от попадания прямых солнечных лучей.
Готовый плавень нагревается в тигле до расплавления и наносится на чистую, обезжиренную и подогретую поверхность. Осуществляется пайка оловянно-свинцово-висмутовым припоем под слоем плавня.
После окончания пайки и застывания шва радиатор необходимо проверить на герметичность. Для этого его заполняют водой. Для лучшего обнаружения протекания воду можно слегка подкрасить перманганатом калия (марганцовкой). Если в течение одного-двух часов просачивания воды сквозь спаечный шов не обнаружено, процесс пайки можно считать успешным.
Полезные советы
Делая ремонт отопительных радиаторов, стоит прислушаться к советам и рекомендациям специалистов. Это поможет избежать ненужных ошибок.
Чтобы немного увеличить тепло, исходящее от батарей, нужно их окрасить в темный цвет. Особенно это актуально для чугунных радиаторов.
Специалисты рекомендуют устанавливать батареи отопления на расстоянии в 10 сантиметров от подоконника, а от стены до радиатора расстояние должно быть как минимум 20 сантиметров. Если нарушить пропорции установки, нарушится тепловой поток. Это значительно уменьшит эффективность всей отопительной системы.
Для увеличения потока тепла в само помещение стоит приклеить на стену позади батареи теплоизолирующую пленку, поверхность которой сделана из фольги.


Оптимальное расстояние между полом и радиатором – от 12 до 15 сантиметров. Если оно будет больше или меньше, перепады температуры приведут к сквознякам в доме.
Также стоит учесть то, что если батарею подключить обратным способом, то мощность всей системы уменьшится на 7 процентов.
Очень важную роль в эффективности отопительной системы играет место установки батареи. Наилучшим вариантом будет размещение радиатора под подоконником. При этом теплоотдача будет доходить до 97 процентов. Если батарею закрыть частично, это снизит теплоотдачу до 93 процентов. При полном закрытии радиатора она уменьшится до 80 процентов.
Оптимальным вариантом для многоквартирных домов будут чугунные радиаторы. Ведь они не только выдерживают все нагрузки, но и практически не ломаются. Но даже при появлении протечек проблему решить легко: их можно заклеить, даже не вызывая мастера на дом.


Если говорить о биметаллических и алюминиевых радиаторах, то это довольно эффективные модели. Однако покупая их стоит помнить о том, что ремонтировать их не получится. Единственное, что можно сделать – это промыть батарею или заменить на новую.







Чтобы избежать неисправностей радиаторов, нужно правильно подбирать сами модели. Но если все же протечка где-то образовалась, не стоит впадать в панику. Лучше трезво оценить ситуацию и посмотреть, что можно сделать для ее устранения.
В экстренных случаях можно решить проблему самостоятельно, не обращаясь за помощью к профессионалам. Поэтому на досуге лучше изучить особенности процесса и последовательность действий. Ведь в некоторых случаях промедление с ремонтными работами может привести к замерзанию радиатора, а впоследствии к его растрескиванию.
Об собенностях процесса и последовательности действий при ремонте радиаторов отопления смотрите в следующем видео.
Способы восстановления
Радиатор в любой машине выполняет важную функцию – он охлаждает внутренние механизмы автомобиля. Через радиаторную решетку отводится лишнее тепло от двигателя, что способствует стабильной работе последнего. Внутрь радиатора заливается охлаждающая жидкость, которая по трубкам обходит все части машины и возвращается в решетку, где обдуваемая воздухом она снова охлаждается и идет дальше по трубкам.
Основная масса автомобилей оснащены алюминиевыми радиаторами. Они не ржавеют, быстро охлаждают жидкость, прочные. Пластиковые радиаторные решетки также используются, поскольку обладают теми же свойствами, что и алюминий: не подвержены коррозии, быстро охлаждают жидкость, прочные. Из-за того, что радиатор находится впереди, то он может треснуть от любого, даже небольшого удара.
Поломка приводит к вытеканию охлаждающей жидкости и перегревом автомобиля. Потому необходимо сразу его заклеить. Сделать это можно следующими способами:
- пайка;
- использование холодной сварки;
- с помощью клея – герметика.
О каждом способе заклеить трещину на радиаторе в домашних условиях подробнее.
Пайка
Пластиковые радиаторы выполнены из термостойкого материала, который может выдержать высокие температуры жидкости, которая приходит от двигателя. Как только в корпусе решетки появилась трещина необходимо ее аккуратно запаять паяльником.
Что понадобится для работы:
- Строительный фен, которым нужно прогреть место, где будет проводиться пайка;
- Паяльник. Необходим инструмент, у которого будет острый наконечник и терморегулятор, позволяющий установить нужную температуру работы;
- Припой для пластика. В любом строительном или автомобильном магазине можно купить специальные прутики, используемые для сварки пластика. Для каждой модели радиатора изготавливаются свои прутики, поэтому внимательно смотреть на маркировку (РА – полиамид, РР — полипропилен). Не обязательно покупать прутики, их можно заменить полосками от пластикового бачка той же марки;
- Ацетон.
Пошаговая инструкция выполнения работ:
- Место с трещиной тщательно обезжирить с помощью ацетона;
- Строительным феном нагреть место спайки;
- Теперь нужно соединить шов и пройтись разогретым паяльником. Необходимо сформировать канавку, куда потом будет укладываться сварочный прутик;
- В канавку прокладывается прутик и снова прогревается паяльником;
- После остывания, необходимо проверить радиатор на герметичность.
Для работы с полипропиленом следует установить на паяльнике температуру 250 градусов.
Холодная сварка
Очень удобный способ заклеить радиатор, пока приобретается новый. Холодная сварка представляет собой очень густую замазку, которая надежно закроет место трещины.
Предварительно радиатор снимается, чтобы с ним было работать. Находится место, откуда идет утечка охлаждающей жидкости. На это место наносится аккуратно и ровным слоем замазка. Теперь остается дождаться, пока сварка высохнет и можно ставить радиатор на место.
Дополнительно холодную сварку можно использовать для того, чтобы закрепить результат спайки или склеивания. На полученный шов наносится аккуратным слоем замазка. Когда она высохнет, деталь будет готова к эксплуатации.
Клей-герметик
Если в пластиковом радиаторе обнаружена небольшая трещина, то восстановить герметичность корпуса можно с помощью специального клея.





