

Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
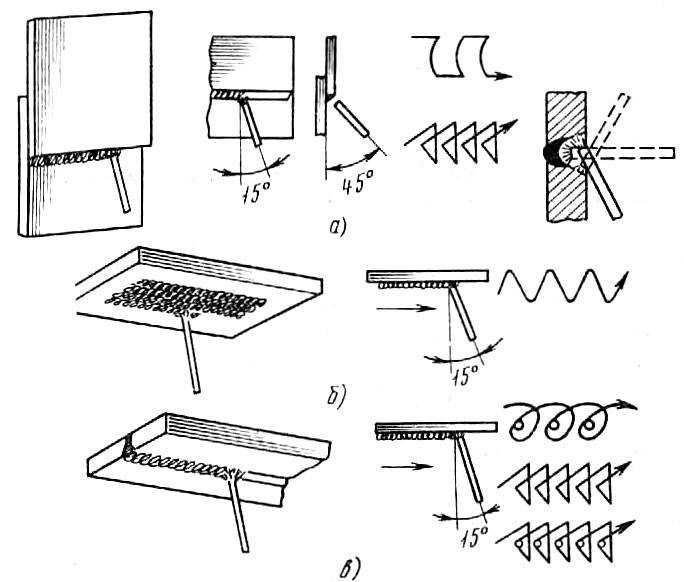
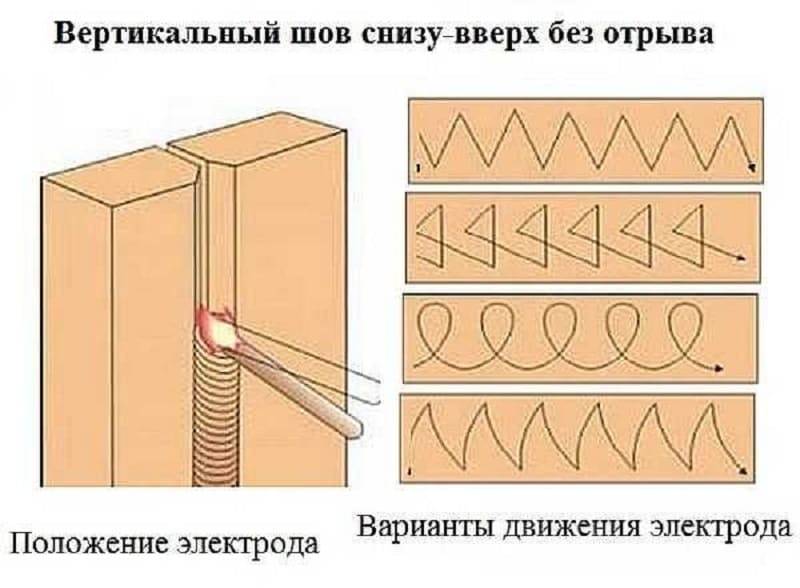
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
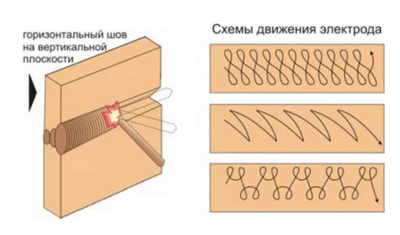
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой
Таким образом, и заполняется шов
Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер. Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора
Самое важное – не допускать образования подрезов кромок и подтеков металла. Лестница
Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер. Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора
Самое важное – не допускать образования подрезов кромок и подтеков металла. Лестница
Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления)
Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Движение электрода при сварке вертикального шва
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Идеальный угол или облом
Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.

Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком). Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.

Галтель на потолок
Виды сварочных швов
Многообразие форм соединяемых поверхностей, а также вариантов их взаимного расположения, заставила выработать изрядное количество разновидностей сварочного шва. Вот несколько примеров классов швов, принятых в отечественной типологии:
- По числу создаваемых наплавляемых слоев в валике (или по числу прохождений) выделяют однослойные и многослойные швы.
- По расположению валика наваренного металла. Если металл наваривается только с одной стороны, шов односторонний, а если с обеих сторон – двусторонний.
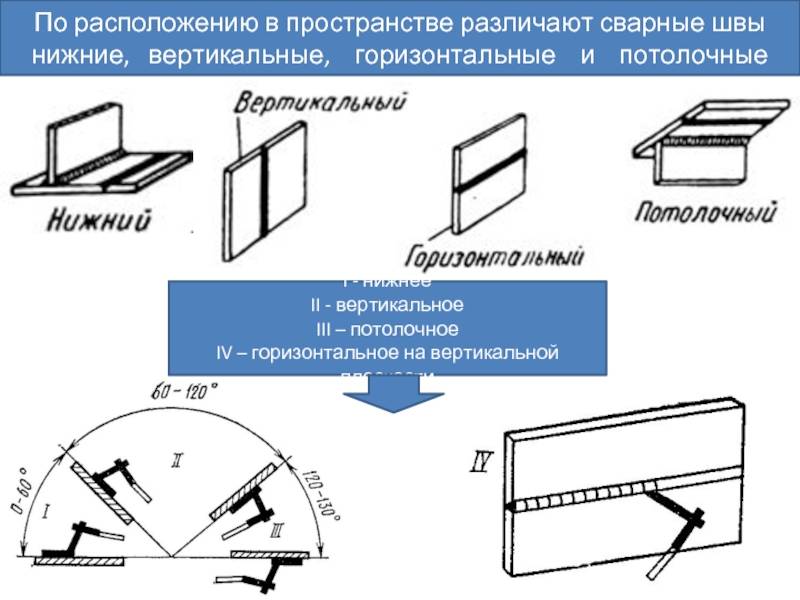
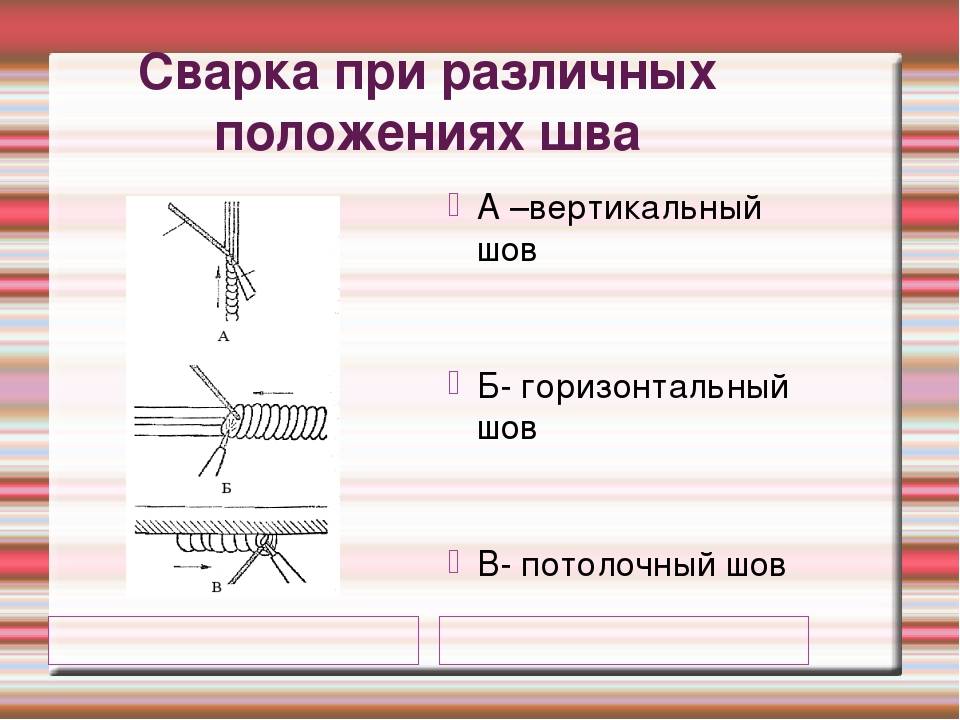
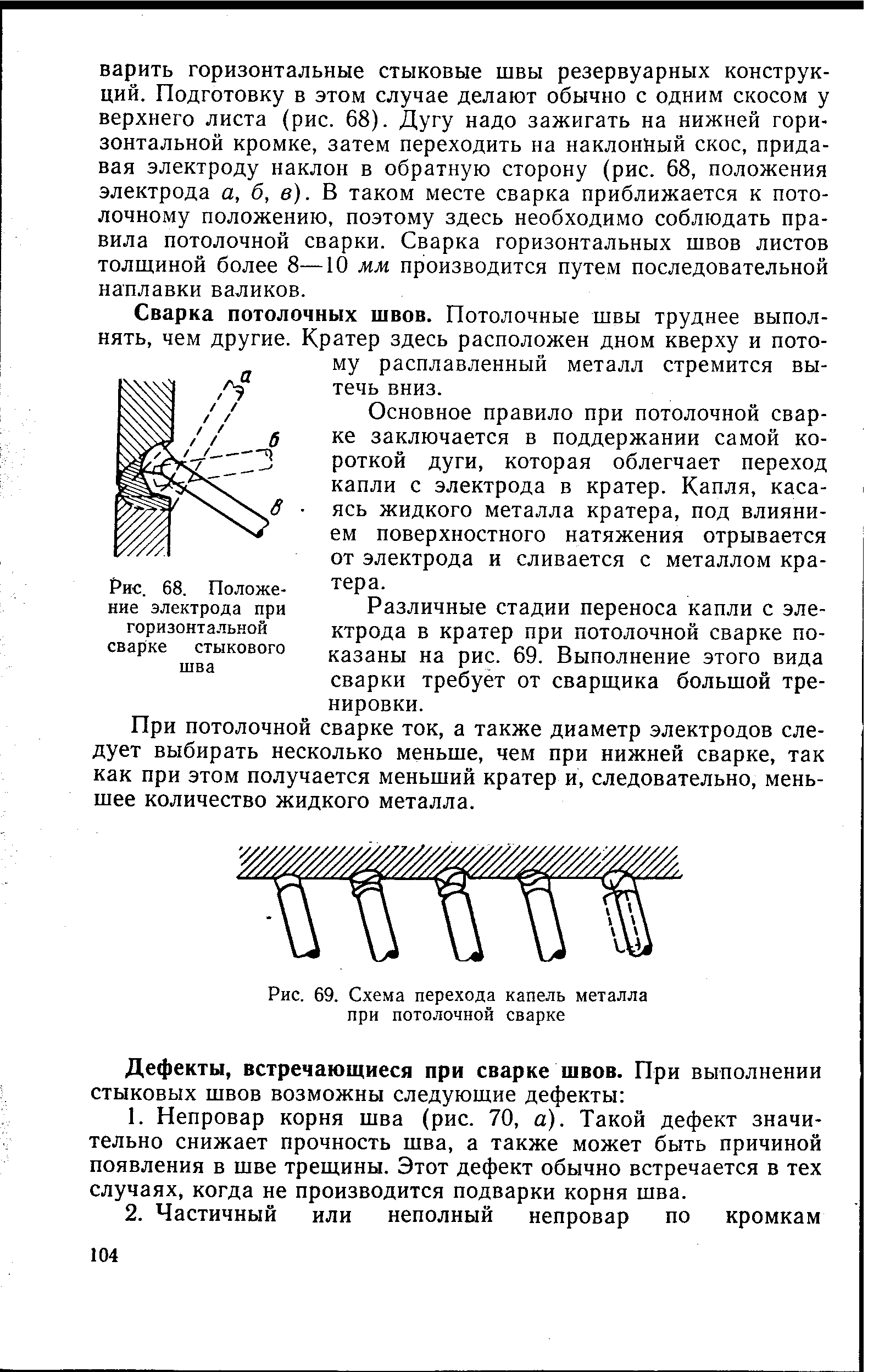
- По положению плоскости, в которой располагается шов, относительно вертикали, выделяют нижние и потолочные швы. Если же плоскость шва близка к вертикали, то в зависимости от движения электрода выделяют вертикальный тип (электрод идет сверху вниз ли наоборот) и горизонтальный тип (движение электрода – слева направо).
Наиболее проста для освоения техника проведения сварочных работ в нижнем положении, когда плоскость шва расположена параллельно поверхности Земли. В остальных случаях сила тяжести начинает препятствовать нормальному распределению наплавляемого металла. Наиболее часто вызывает замешательство у начинающих сварщиков потолочный шов, когда приходится проваривать стык, расположенный над головой.
Также определенную специфику задает тип соединения, который определяется конфигурацией свариваемых деталей. Остановимся на основных типах поподробнее.
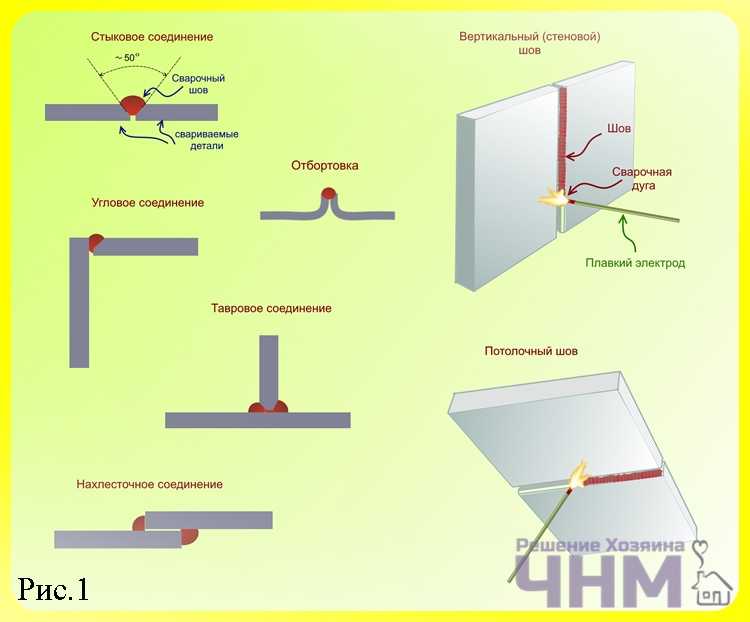
Соединение встык
Этот вариант применяется для соединения металлических листов, стального проката, труб. Между деталями оставляют небольшой зазор (порядка 2 мм), а сами детали жестко фиксируют струбцинами. Расплавляемый электрической дугой металл электрода заполняет зазор, образуя шов
Если металл тонкий (до 4 мм), допускается не проводить зачистку кромок. Обработка заключается только в удалении ржавчины. Делается односторонний шов, как правило, в один проход. Если же металл толще 4 мм, придется снять на кромках фаску. Способ обработки кромок показан на рисунке.
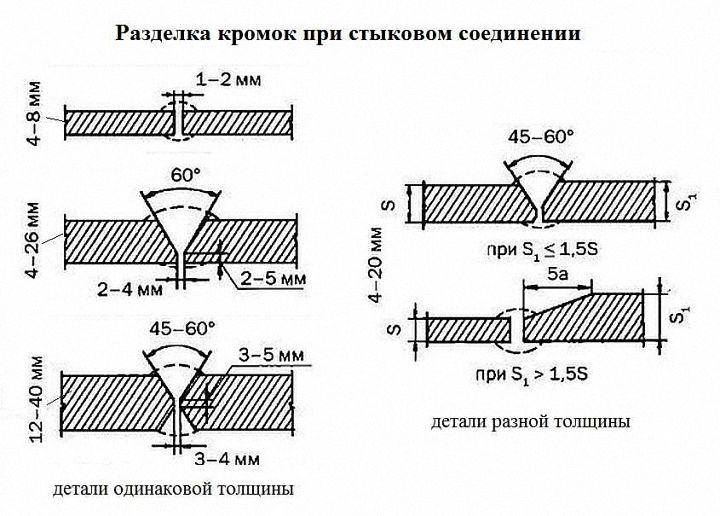
Число слоев наплавления и размещения их по сторонам от стыка зависит от толщины металла. Тип разделки кромок также определяется, исходя из толщины. Так, у листов в 10 мм готовят только одну кромку и проваривают шов с одной стороны, а при толщине металла в 12 мм уже более целесообразно снять фаски на обеих кромках и с обеих сторон.
Свариваем металл внахлест
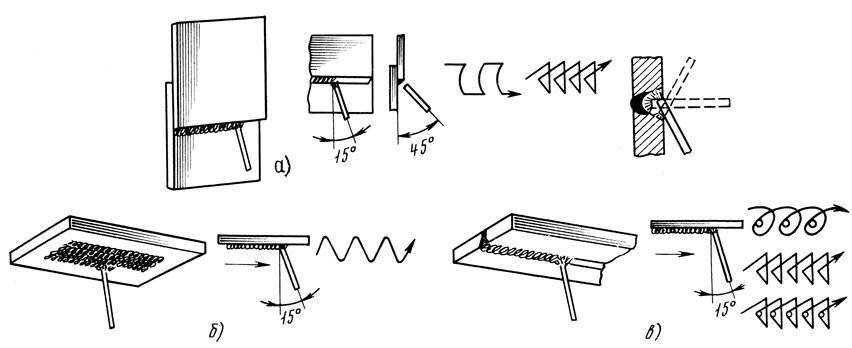
Этот вариант применяют, если требуется соединить два листа с толщиной не более 8 мм. Наиболее важный момент в этом случае – угол расположения электрода. Если он будет слишком большим или маленьким, навариваемый металл не попадет в стык. Надежность соединения в таком случае резко снится, либо детали не будут соединены вовсе.
Соединение внахлест всегда проваривают с обеих сторон. Иначе не проваренная сторона откроет доступ влаге между листами металла, что создаст благоприятные условия для коррозионных процессов.
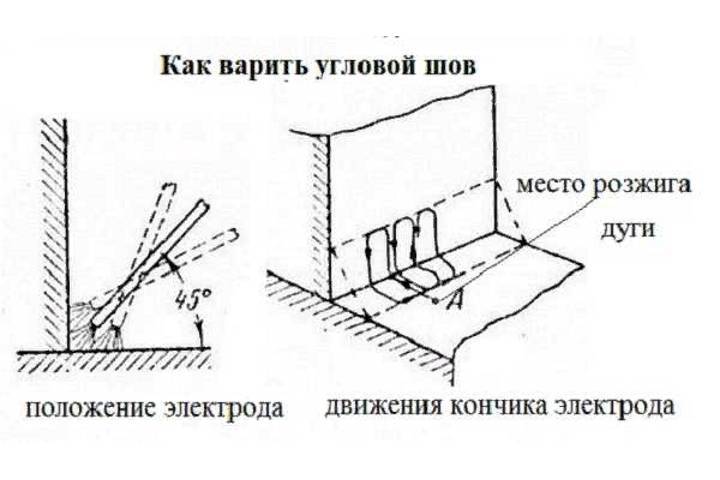
Тавровое и угловое соединения
Если две детали образуют в точке соединения литеру «Т», образуется тавровое соединение, а литеру «Г» — угловое. В данном случае число швов и фасок, снимаемых на кромках, также определяется толщиной металла:
- До 4 мм кромки не обрабатывают, шов кладут с одной стороны
- От 4 до 12 мм допускается обработка как одной, так и двух сторон, шов одинарный.
- Толще 12 мм – спиливают фаски на обеих сторонах и швов делают два.
Специфика таких соединений по сравнению с соединением встык – угол между листами и электродом. Если обе детали одинаково толстые, стараются расположить электрод строго по биссектрисе (средней линии) угла, сваривая металл «в лодочку». В этом случае наплавляемый шов хорошо заполнит стык под действием силы тяжести.
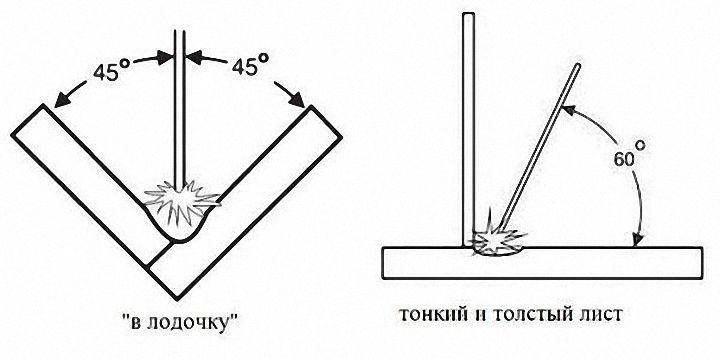
Если один лист заметно тоньше, чем другой, угол между электродом и толстым листом увеличивают, доводя до 60°.Тогда большая часть жара попадет на толстый лист, и нет опасности, что тонкий металл прогорит насквозь.
Главная сложность при выполнении углового соединения (особенно если нет возможности расположить детали «в лодочку») в том, что сила тяготения заставляет расплав стекать вниз, и тогда в вершине шва металла будет гораздо меньше. Такой дефект существенно снижает прочность. Чтобы его избежать, требуется правильно подобрать диаметр электрода и следить, чтобы электрод находился вверху, в углу и внизу одинаковое время.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
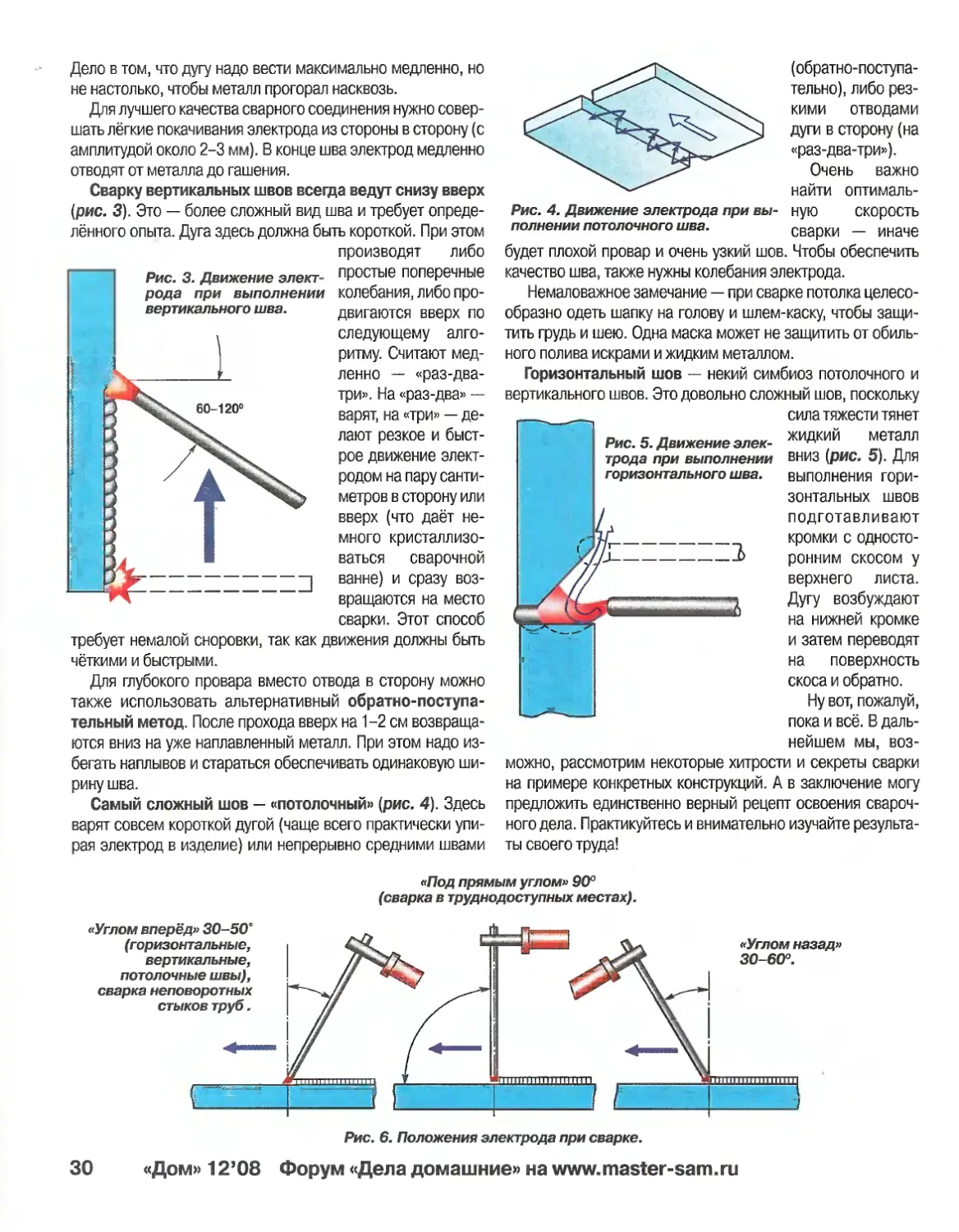
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
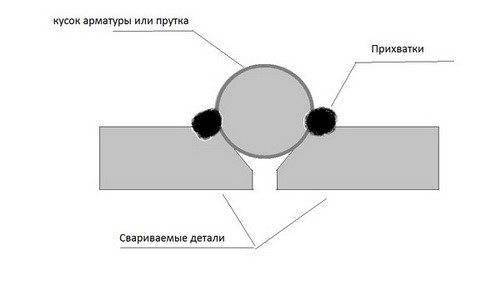
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
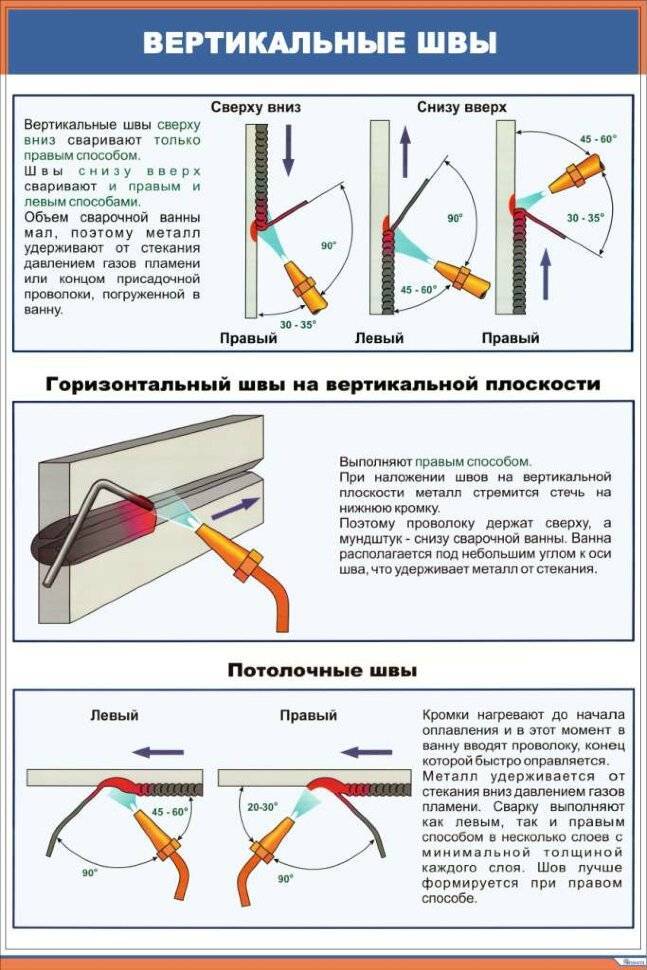
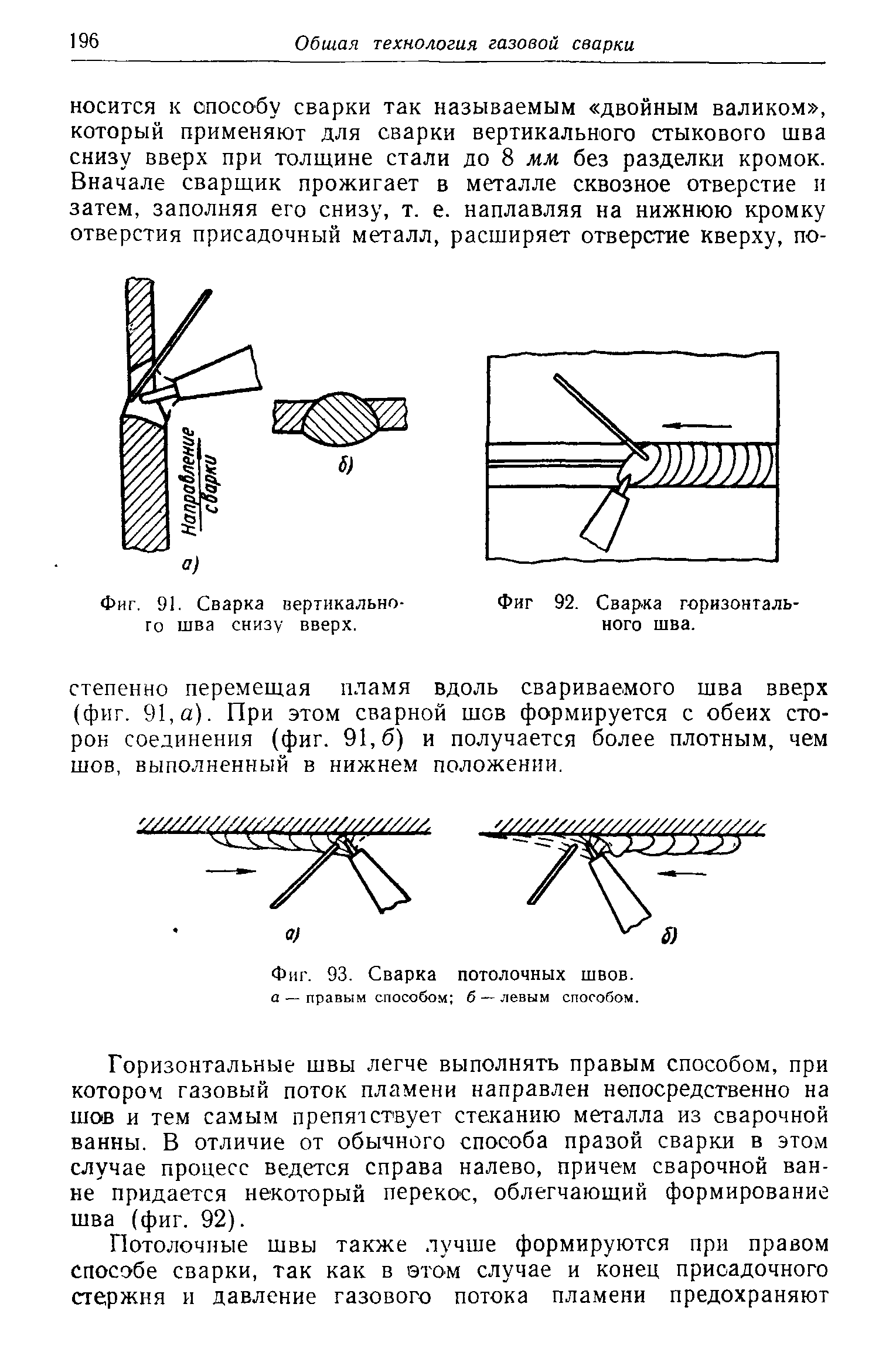
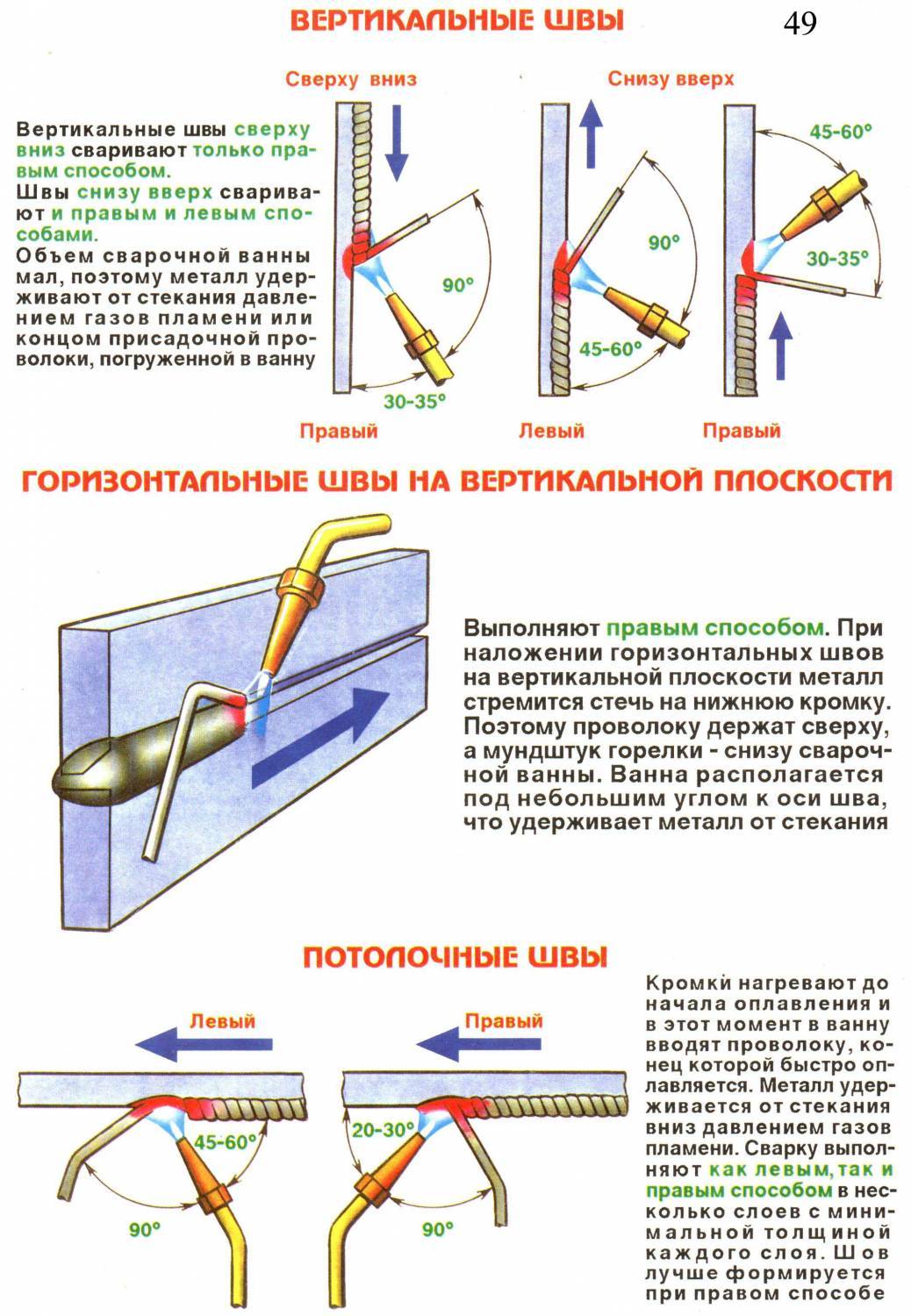
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
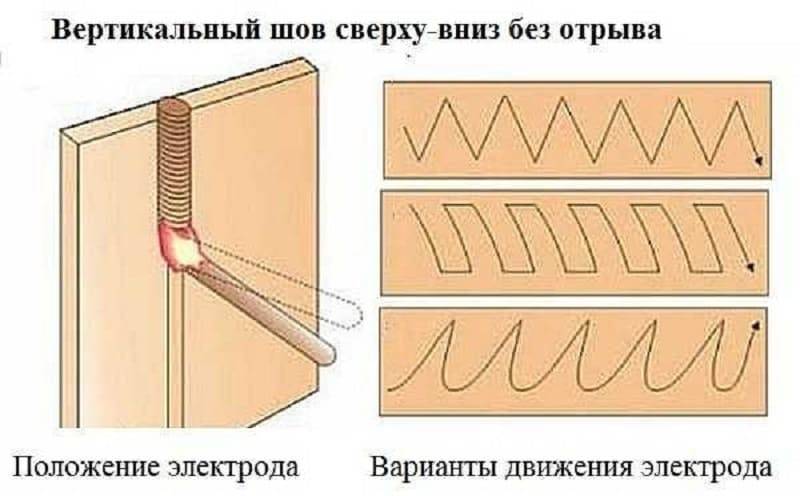
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
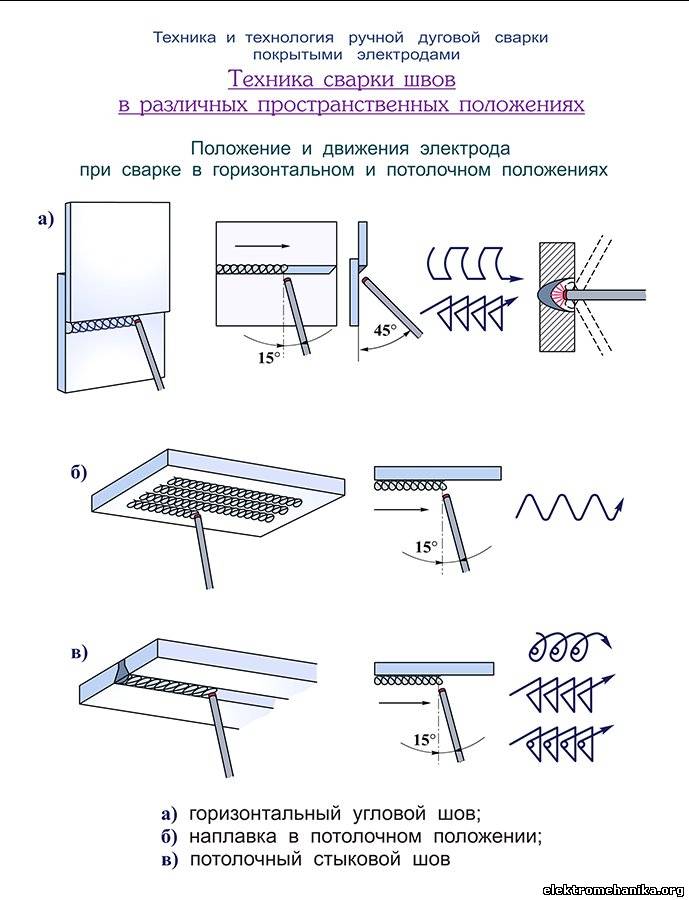
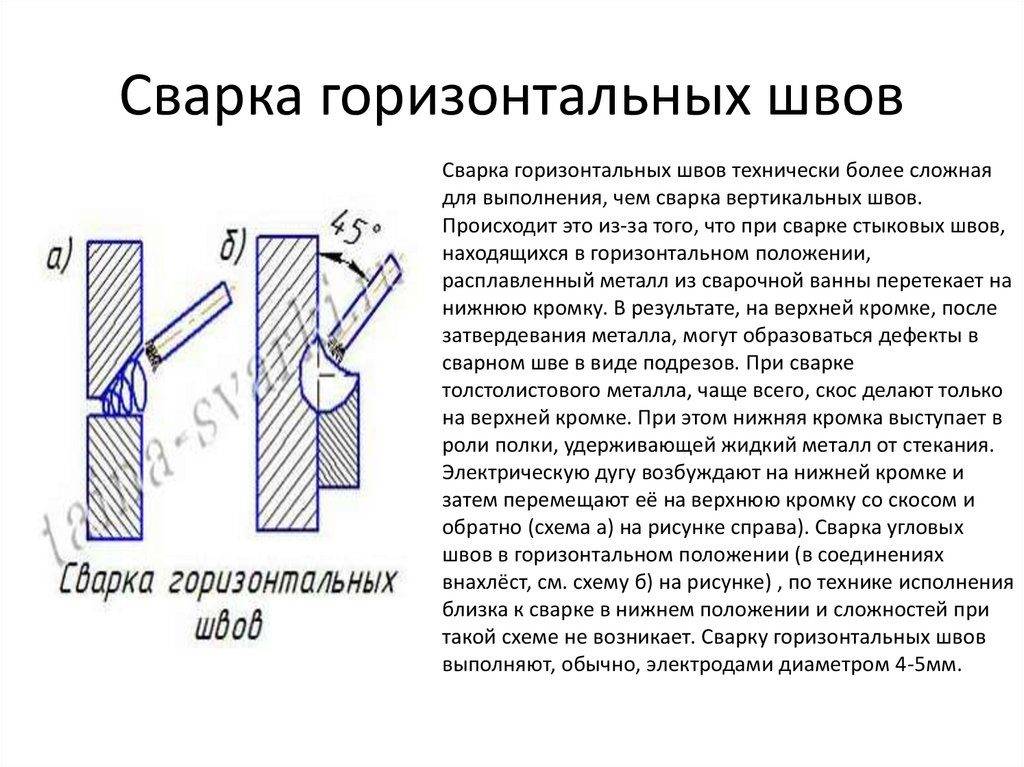
Как варить горизонтальный шов
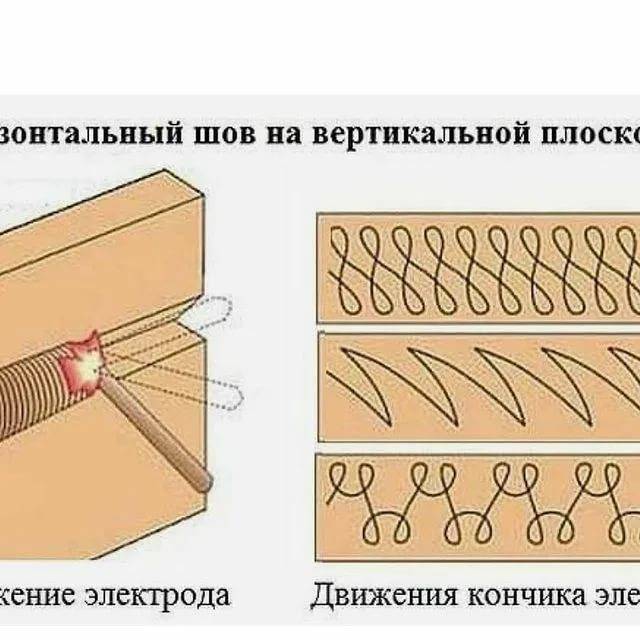
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
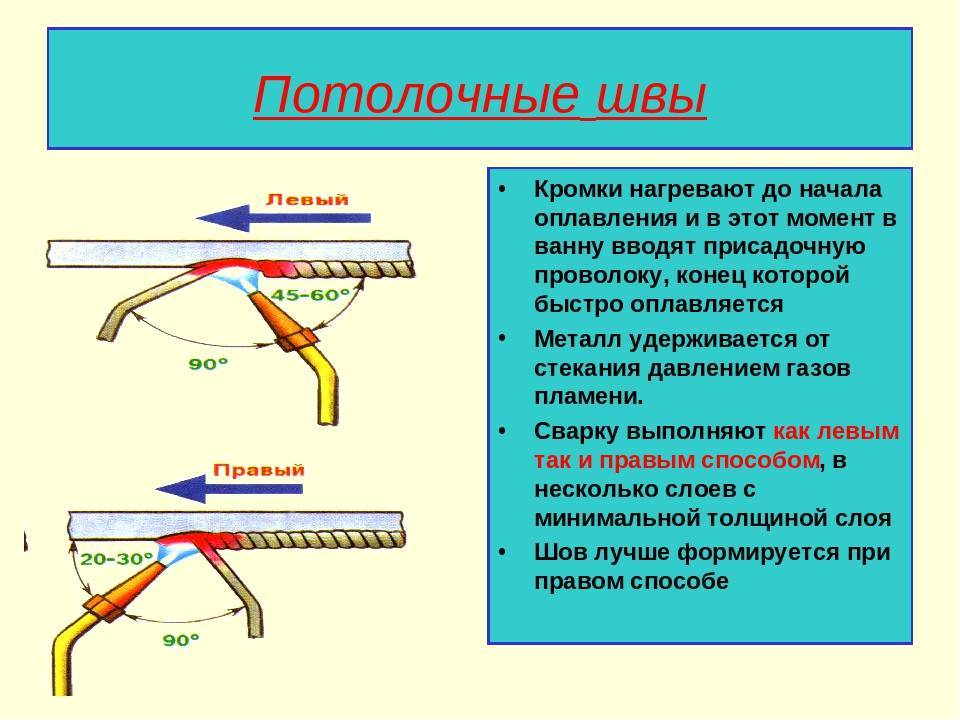
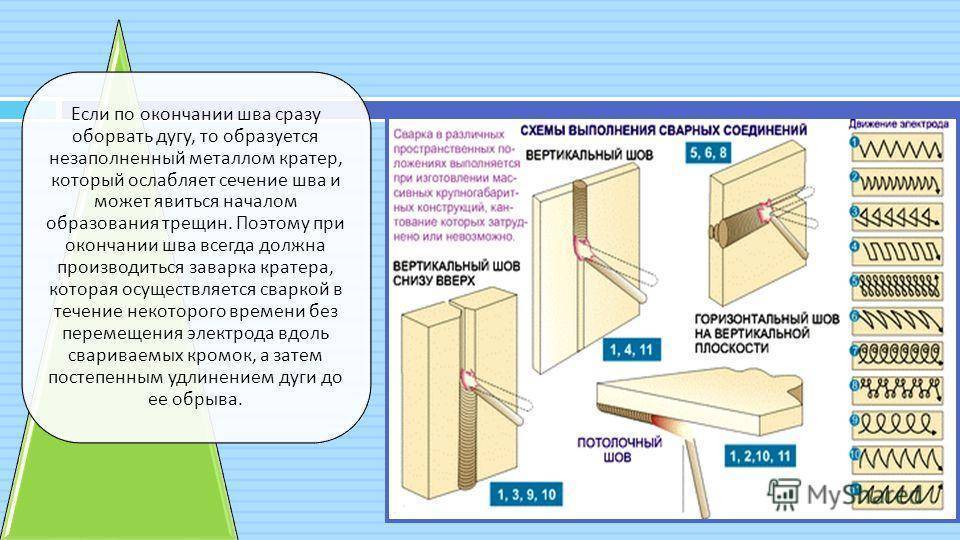
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.




Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Приём сварки на просвет
 Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз
Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов). Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
«Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
«Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
«Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Сварные швы классифицируют по множеству параметров. Главными характеризующими признаками являются тип соединения и положение в пространстве. По типу соединения их делят на стыковые и угловые.
Располагаться в пространстве они могут строго горизонтально (нижние), вертикально или под углом к горизонту. Сварка нижнего шва самая простая. В этом режиме легче всего контролировать состояние сварочной ванны, а значит и качество соединения.
При выполнении прочих швов, в том числе вертикальных, требуется определенный навык и необходимо знать методы сваривания металлов и их сплавов в том или ином положении.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Как правильно варить сваркой Сделай своими руками
Современная электрическая дуговая сварка проста в использовании и не требует дорогостоящей техники. Навыки работы сварочным аппаратом пригодятся как при строительстве, так и в ремонте, связанном с металлическими конструкциями. Главное преимущество этого метода – возможность в любое время исправить допущенные ошибки, разрезать изделие и сварить его заново.

Нам понадобятся: сварочный аппарат, электроды, защитные перчатки (краги), защитная одежда, сварочная маска со светофильтром «хамелеон».
Выбор сварочного аппарата и электродов
Существует несколько видов сварочных аппаратов, но для любителей актуальны только два: трансформатор и инвертор. Мы рекомендуем выбрать инвертор мощностью от 150 до 200 А. В качестве электродов подойдут «универсальные» на 2–4 мм. Также существуют специализированные электроды, но они интересны только профессионалам.
Как правильно варить – инструкция
Прежде чем приступить, желательно зачистить кромки изделия от ржавчины и краски, это особенность дуговой сварки. По возможности зафиксировать части изделия.
Как установить электрод и выставить силу тока?
Электроды должны быть сухими, без дефектов. Подбирать силу тока нужно в зависимости от толщины электродов. Рекомендации должны быть на упаковке с ними и на самом сварочном аппарате. Рассчитать диапазон минимальных и максимальных величин несложно, нужно умножить диаметр сварочного электрода на 30 и 40 (например, оптимальной силой тока для электрода диаметром 3 мм будет рабочий диапазон 90–120 А).
Как зажечь электрическую дугу?
Включить аппарат. Как показано на видео, нужно почиркать электродом о металл, пока не появится дуга. Чтобы не потерять ее и не пережечь металл, сварочный электрод нужно держать на расстоянии 3–4 мм от поверхности. Он будет сгорать по мере работы и стекать в сварочный шов, нужно следить за этим процессом и поддерживать расстояние.

Как варить шов?
Начинать сварку нужно от края изделия. Существует более десятка техник ведения электрода по шву. Самый простой – небольшие круговые движения, как показано на видео
Обратите внимание! Проплавить деталь нужно на всю глубину, по обеим кромкам. Нельзя допустить, чтобы плавилась только одна кромка
Электрод прилип к металлу. Что делать?
Главное, не пытайтесь оторвать его силой! Нужно просто поводить электродом из стороны в сторону, как показывает мастер – он легко отлипнет. Как вы видите, электрическая сварка – это просто. Удачи в работе.

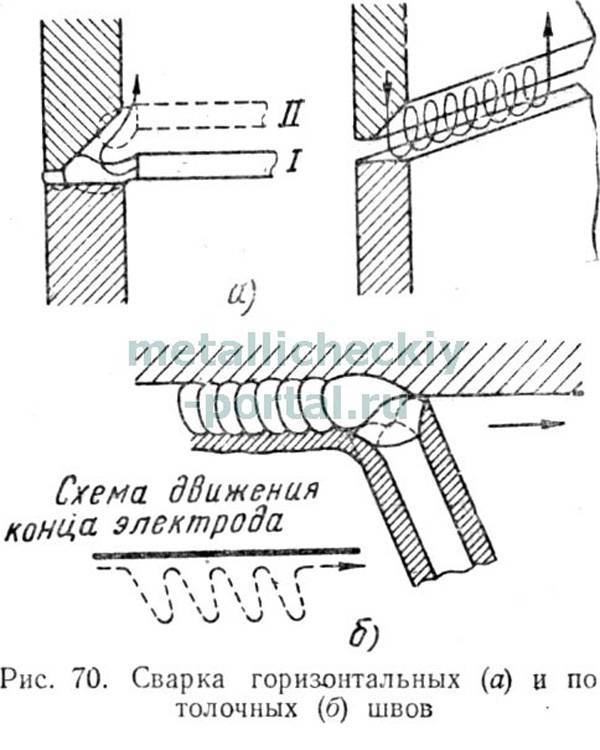
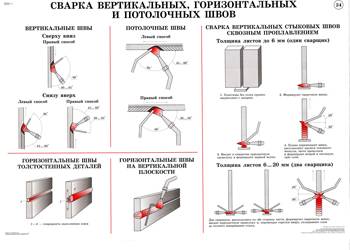
![§ 36. выполнение вертикальных, горизонтальных и потолочных швов [1979 рыбаков в.м. - сварка и резка металлов]](https://u-keramika.ru/wp-content/uploads/c/f/6/cf633b6b5f56ba311c0cd79c801d3346.jpeg)

Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
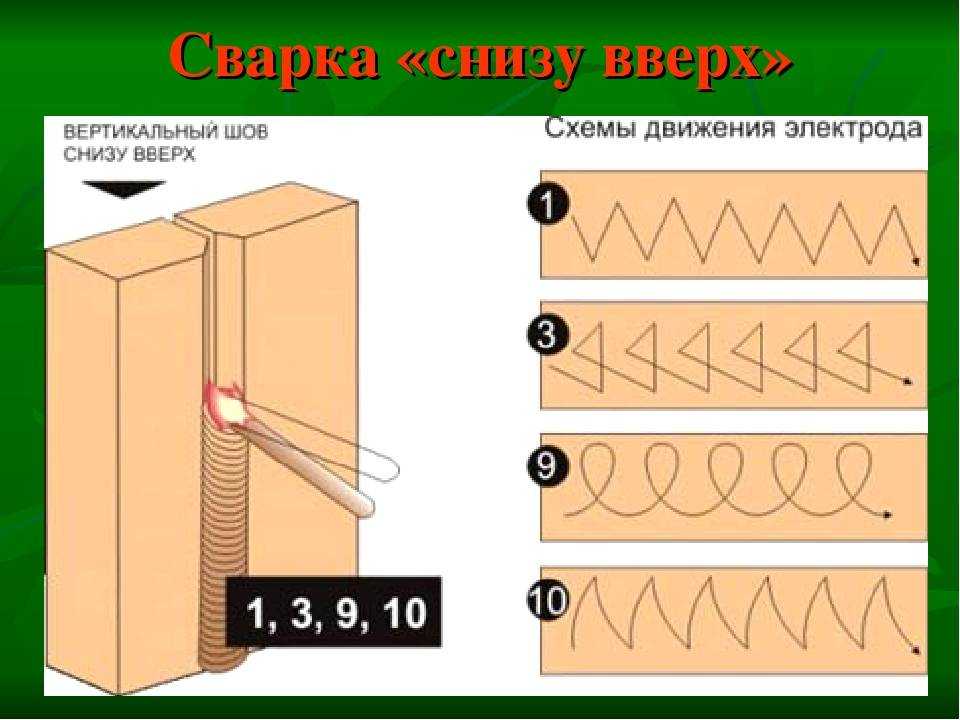
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой
С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика
Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов
Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.





