

Популярные марки электродов
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.

Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.
Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр.
Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм. - Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.
- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.
Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Лучшие электроды с основным покрытием
При производстве используются смеси на основе карбонатов щелочных металлов. В процессе плавления формируется среда из углекислого и угарного газа, которая снижает количество кислорода в структуре шва. Соединение устойчиво к появлению трещин. Рекомендуются для создания жёстких конструкций, находящихся под высокими нагрузками.
Esab Уонии 13/55 3мм
Разработаны шведской компанией для углеродистых сталей. Производятся на российской заводе концерна. Применяются при создании конструкций из низколегированных марок методом ММА. Предназначены для аппаратов с подключением к постоянному току. Варить можно в любом положении. Формируют аккуратный ровный стык, устойчивый к появлению трещин.
Соединение имеет предел прочности 540 МПа, обладает высокими показателями ударной вязкости при разных температурах. Наплавленный металл отличается низким содержанием водорода. Шов сохраняет свои свойства при низких температурах и переменных нагрузках. Подходят для работы начинающих сварщиков и профессионалов.
Достоинства:
- Соотношение цена и качество;
- Стабильное горение;
- Небольшое количество шлака;
- Не липнут;
- Хорошо видна сварочная ванна.
Недостатки:
- Сложности с повторным зажиганием;
- Сварка только на короткой дуге.
Kobelco LB-52U 2.6мм
Низководородные электроды японской компании разработаны для прокладки трубопроводов, строительства морских и ручных судов. Дают хорошие результаты при создании конструкций с односторонним швом, на внутренней стороне которого формируется валик. Глубокое проплавление и низкое содержание водорода обеспечивают повышенную прочность соединения.
Хорошо зарекомендовали себя при формировании обратного шва, выполнении ремонта соединений. Высокая ударная вязкость и устойчивость к появлению трещин абразивного типа позволяют выполнять ответственные работы. Стабилизация дуги – одна из лучших в своём классе. Шлаковая корочка легко удаляется.
Достоинства:
- Не разбрызгивают железо;
- Пластичный расплав;
- Плотный стык;
- Лёгкий розжиг;
- Широкий диапазон рабочего тока.
Недостатки:
- Требуется прокалка перед применением;
- Завышенная цена.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
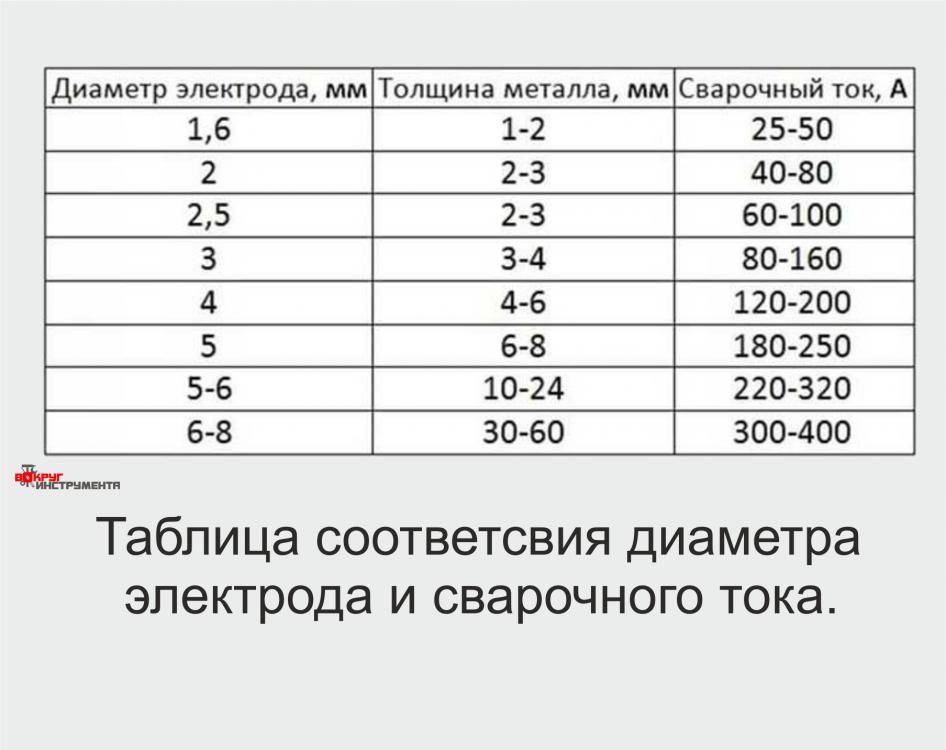
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
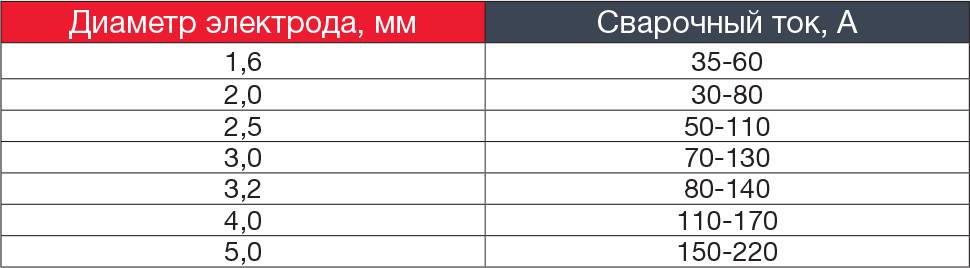
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.







ВыборЭксперта.ру рекомендует
На рынке широкий выбор продукции для плавления разных металлов. Какие электроды выбрать для сварки инвертором новичку, а что больше подойдёт для сложных конструкций из нержавеющей стали? Команда VyborExperta.ru рекомендует следующие модели:
- RSE ST 308L-16 – для работы с нержавейкой;
- Esab Уонии 13/55 – для конструкций из углеродистой стали;
- Kobelco LB-52U – для прокладки трубопроводов;
- PlasmaTec Арсенал МР-3 – выбор новичков;
- RSE S-46 – для тех, кто применяет метод прихвата.
Все представленные в обзоре марки заслуживают внимания, статус лучших получили расходники с безупречными сварочными характеристиками.
Какими электродами варить трубы, швеллер и тонкий металл
- Сварка труб сложна тем, что приходится варить в разных положениях. Нужно регулировать наклон электрода и скорость сварки. Электрод подбирают по диаметру в зависимости от толщины стенок самой трубы. Далее, нужно учитывать материал трубы. Для стальных рекомендуют электроды ОК 53.70 и ОК 74.70 (компании ESAB). Благодаря прочному шву они подходят и для труб высокого давления. Для соединения медных труб используют или вольфрамовые (неплавящиеся), или плавящиеся электроды, например UTP 39 (Bohler).
- Сварка швеллера (стального проката) требует шва повышенной прочности. Дело в том, что швеллер используют в качестве несущего или усиливающего элемента ответственных конструкций. Толщина стенки швеллера может достигать 7-13 миллиметров. Для таких массивных балок подойдут электроды УОНИ 13/55У. Сварка возможна в любых пространственных положениях. Ну а для более тонких швеллеров рекомендуем универсальные электроды АНО-21 диаметром до 5 мм.
- Сварка тонколистового металла (до 2 мм) требует аккуратности, дабы не прожечь металл насквозь. Во-первых, нужен электрод небольшого диаметра (от 0,5 до 2,5 мм в зависимости от толщины листа). Во-вторых, электрод со специальным покрытием — чтобы медленно плавился и стабильно горел. В числе подходящих марок можно назвать ОМА-2, МТ и МТ-2. Для самых сложных случаев — сварка полуавтоматом с применением сварочной проволоки.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие , если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг , поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.









Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.
Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
- основное;
- целлюлозное;
- рутиловое;
- кислое.
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Как влияет полярность тока
Если вы не знаете, как на сварочном аппарате правильно выставить ток, то стоит обратить внимание на особенности полярности напряжения. При проведении сварочных работ инвертором или классическим оборудованием, выбор режима будет тесно связан с показателями полярности тока
Стоит отметить! Прямая полярность – схема, во время которой расходники подключаются к клемме аппарата со знаком минус, а вот свариваемое изделие соединяется с плюсовой клеммой.
Главная особенность сварки состоит в том, что плавление материала стержней осуществляется в интенсивном режиме, в отличие от плавления заготовки. И чтобы понять, почему так происходит, стоит рассмотреть особенности процесса.
Обычно условное направление протекания электрического напряжения происходит от плюса к минусу. Но вот в реальном физическом процессе все происходит по-другому – во время него наблюдается движение отрицательно заряженных частиц, а именно электронов, и они движутся от минуса к плюсу. При соблюдении такой полярности наблюдается быстрый расход материала стержней. Прямую полярность стоит применять при сваривании тонких изделий, также она подходит, когда к массивной конструкции приваривается заготовка с тонкой структурой.
При подключении стержней к плюсовой клемме, а свариваемой заготовки к отрицательной клемме, выходит ток с обратной полярностью. При ее использовании наблюдается интенсивное расплавление заготовки. По этой причине обратную полярность часто применяют при сваривании изделий с толстой структурой.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
https://youtube.com/watch?v=eNo05v10ToM
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов . Качественные электроды помогают выполнить надежный и прочный шов , а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата , и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды , их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы
Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Какая должна быть сила тока при работе с инверторами?
Этот показатель определяется с учетом диаметра электрода. Но в большинстве случаев на пачке с элементами нанесены все рекомендации от производителя, включая ток, необходимый для работы с конкретным электродом. Например, при работе с элементом диаметром 3 мм расчетный рабочий ток находится в диапазоне от 60 до 90 А. Однако на практике берут запас и осуществляют работу в диапазоне от 30 до 120 А без отрыва, иначе работе осуществляется с током от 90 до 129 ампер.
Стоит отметить, что даже рекомендации производителя не всегда правильные для конкретного случая. Рекомендуется начать именно с них и уже в процессе сварки подобрать наиболее подходящий параметр.
Для высококачественной сварки инверторным аппаратом стоит учитывать массу факторов, одним из которых является выбор правильного электрода. Поэтому непосредственно перед началом сварочных работ необходимо правильно подобрать электрод с учетом специфики использования. Да, некоторые электроды универсальные, но для узкоспециализированной работы следует использовать определенные типы.
Если нужна максимально быстрая TIG сварка негабаритных элементов, тогда отлично подходят электроды с рутиловым покрытием. Такие компоненты не требуют предварительной очистки основания, что существенно ускоряет проведение всех работ. Однако для соединения крупногабаритных конструкций лучше применять изделия с основным покрытием.
Выбор электрода с учетом особенностей заготовки и режима работы
Рутиловые электроды подходят для сварки малоуглеродистой стали.
Нужно знать о том, с какой полярностью и родом тока необходимо работать. Большинство моделей инверторов образуют постоянный ток. При работе на постоянном токе обрабатываемую деталь и электроды можно подключать 2-мя способами, а именно:






- Если полярность прямая, то рабочий электрод следует подключать к «минусу», а обрабатываемую деталь к «плюсу».
- Если полярность прямая, то электрод подключается к «плюсу», а деталь — к «минусу».
При работе на положительном полюсе отмечается более высокая выработка тепла, если сравнивать с этим значением при работе на отрицательном полюсе. Поэтому применение обратной полярности будет оправдано в следующих ситуациях:
- При варке тонколистовых металлов. Меньшее количество тепла защитит заготовку от прожога.
- При варке высоколегированных сталей. Обратка снижает вероятность их перегрева.
Прямую полярность лучше всего использовать для варки массивных деталей. Существует 3 очень важные характеристики, связанные друг с другом, а именно:
- Сварочный ток.
- Диаметр изделия.
- Толщина рабочих материалов.
Сначала необходимо разобраться с взаимосвязью диаметра рабочих электродов и толщины обрабатываемых материалов. Так, сталь толщиной до 1,5 мм в большинстве случаев варится полуавтоматом или же используется аргоновая сварка. Дуговая же, как правило, не применяется. Ориентируйтесь на следующие значения:
Схема сварки электродами.
- Для стали толщиной 2 мм подходят изделия диаметром порядка 2,5 мм.
- Для работы со сталью толщиной 3 мм нужно использовать вариации на 2,5-3 мм.
- Сталь толщиной 4-5 мм потребует электродов диаметром 3,2-4 мм.
- При работе с материалом толщиной 6-12 мм нужно использовать изделия на 4-5 мм.
- Если же сталь будет толще 13 мм, нужно применить электроды толщиной в 5 мм.
Необходимо обязательно учитывать тот момент, что повышение диаметра электрода для сварки инвертором способствует снижению плотности рабочего тока. Из-за этого дуга начинает колебаться, блуждать и менять длину. В результате глубина провара снижается, а ширина шва увеличивается. Как правило, изготовители таких приспособлений приводят информацию о необходимых размерах сварочного тока непосредственно на упаковках своих изделий. Если производитель такую информацию не представил, ориентируйтесь на следующие значения:
- При использовании электрода диаметром 2 мм ток составит 55-65 А.
- Если изделие имеет диаметр равный 2,5 мм, то нужен ток сварки в 65-80 А.
- Электроды диаметром 3 мм работают на токе в 70-130 А.
- Изделие диаметром 4 мм потребует тока в 130-160 А.
- Если диаметр изделия составляет 5 мм, ток должен быть 180-210 А.
- Для изделия на 6 мм потребуется ток в 210-240 А.
Таким образом, при выборе диаметра электрода для сварки инвертором нужно обязательно обращать особое внимание на толщину обрабатываемого материала. Если вы будете варить тонкий металл слишком большими по диаметру электродами или превысите требуемый сварочный ток, то в металле шва может появиться пористость
Устройство и способ функционирования устройства
Конструктивно инвертор собирается как блок нескольких устройств:
- Трансформатор, обеспечивающий снижение напряжения.
- Блок схем, опирающихся на транзисторах металл-оксид-полупроводникового типа — МОП, по-английски – MOSFET — metal-oxide-semiconductor field effect transistor, или вида БТИЗ-по-английски, IGBT — Insulated-gate bipolar transistor.
- Дроссель для стабилизации токовых пульсаций.
Работа устройства происходит следующим образом:
Напряжение сети поступает на выпрямитель, постоянный ток преобразуется в переменный, имеющий высокую частоту. Он передается на сварочный трансформатор, с него напряжения идет на сварочную дугу.
Особенностью инверторного аппарата является компактность, улучшенное качество работы дуги. Благодаря этому повышается КПД, уменьшается разбрызгивание во время работы, можно регулировать параметры сварки. Это обусловило их популярность и широкое применение не только профессионалами, но и мастерами-любителями.
Для справки

Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.





